全自动二氧化碳清洗设备的制作方法
1.本实用新型涉及二氧化碳清洗设备技术领域,尤其涉及一种全自动二氧化碳清洗设备。
背景技术:
2.现有二氧化碳(干冰)清洗技术源于美国。1945年,美国海军率先将干冰颗粒作为喷射介质用于清理各种顽固的油脂及混合附着物,这一举措取得了良好的效果。六七十年代,以美国为首的一批学者就以干冰等“可挥发性”颗粒作为介质的喷砂清洗技术进行了深入的研究和广泛的尝试,奠定了干冰清洗技术的基础。
3.二氧化碳(干冰)清洗技术是利用常压下存在温度为
‑
78.5℃的干冰微小颗粒高速冲击清洗物品表面瞬间气化,干冰与清洗物品表面瞬间发生热交换,致使清洗物品表面迅速降温,污垢受冻并脆化、龟裂等,污垢与清洗物品表面黏接力降低。与此同时,不断冲击清洗物品表面的微小干冰颗粒在毫秒甚至微秒级的瞬间内体积膨胀近800倍,在清洗物品表面产生不断的“微型爆炸”,将清洗物品表面的污垢清除。
4.由于干冰颗粒过大会使清洗物品表面产生损伤,过小清除效果不佳,二氧化碳有固态液态等状态,如何去控制固态二氧化碳的使用状态、温度、颗粒大小、流量、以及冲击的速度等都是影响清洗效果的重要因素。
5.目前市场上的二氧化碳清洗设备主要用于对金属表面进行清洁,如模具等,现有二氧化碳清洗设备喷射的干冰颗粒大、冲击的速度快,在对塑胶产品等清洗物品进行清洗时,清洗效果较差且容易对清洗物品的表面造成损伤。
技术实现要素:
6.本实用新型的主要目的在于提供一种全自动二氧化碳清洗设备,旨在提高清洗效果,避免对清洗物品的表面造成损伤。
7.为实现上述目的,本实用新型提出一种全自动二氧化碳清洗设备,所述全自动二氧化碳清洗设备包括:
8.机箱;
9.控制装置,设于所述机箱内;
10.调压组件,安装于所述机箱内并与所述控制装置连接;所述调压组件,用于接入外部设备输出的液态二氧化碳,及用于在所述控制装置的控制下调节二氧化碳的压力;
11.流量调节组件,设于所述机箱内并与所述控制装置连接,所述流量调节组件的输入端与所述调压组件的输出端连通;所述流量调节组件,用于检测二氧化碳的流量信号并用于在所述控制装置的控制下调节二氧化碳的流量;
12.温度调节装置,与所述控制装置连接,所述温度调节装置的输入端与所述流量调节组件的输出端连通;所述温度调节装置,用于检测二氧化碳的温度信号并在所述控制装置的控制下调节二氧化碳的温度;以及
13.喷嘴组件,与所述温度调节装置的输出端连通并用于将二氧化碳喷射至待清洗物上。
14.在一实施例中,所述全自动二氧化碳清洗设备还包括:
15.流体过滤器,所述流体过滤器设于所述流量调节组件与所述温度调节装置之间的流体管路上;所述流体过滤器,用于滤除二氧化碳中的杂质。
16.在一实施例中,所述全自动二氧化碳清洗设备还包括:
17.液压传感器,所述液压传感器设于所述流体过滤器与所述温度调节装置之间的流体管路上并与所述控制装置连接;所述液压传感器,用于在所述控制装置的控制下检测液体二氧化碳的液压信号。
18.在一实施例中,所述全自动二氧化碳清洗设备还包括:
19.第一电磁阀,所述第一电磁阀设于所述温度调节装置与所述喷嘴组件之间的流体管路上并与所述控制装置连接;所述第一电磁阀,用于在所述控制装置的控制下打开或闭合流体管路。
20.在一实施例中,所述全自动二氧化碳清洗设备还包括:
21.气体压缩装置,与所述控制装置连接;所述气体压缩装置,用于接入外部气体及检测气体的气压信号和气体流量信号并在所述控制装置的控制下调节气体的气压和流量;
22.所述气体压缩装置的输出端与所述喷嘴组件连通,以将二氧化碳在调节后的压缩气体的驱动下通过所述喷嘴组件喷出。
23.在一实施例中,所述气体压缩装置包括:
24.气动三联件,所述气动三联件用于将接入的外部气体进行压力和流量调节处理。
25.在一实施例中,所述气体压缩装置还包括:
26.气压传感器,所述气压传感器设于所述气动三联件与所述喷嘴组件之间的气体管路上并与所述控制装置连接;所述气压传感器,用于在所述控制装置的控制下检测气体的气压信号。
27.在一实施例中,所述气体压缩装置还包括:
28.第二电磁阀,所述第二电磁阀设于所述气压传感器与所述喷嘴组件之间的气体管路上并与所述控制装置连接;所述第二电磁阀,用于所述控制装置的控制下打开或闭合气体管路。
29.在一实施例中,所述全自动二氧化碳清洗设备还包括:
30.显示器,所述显示器设于所述机箱上并与所述控制装置连接;所述显示器,用于在所述控制装置的控制下显示所述流量信号、所述温度信号、所述气压信号和所述气体流量信号。
31.在一实施例中,所述喷嘴组件包括:
32.固定座;以及
33.喷嘴,所述喷嘴的数量为多个,多个所述喷嘴间隔设置于所述固定座上,多个所述喷嘴与所述温度调节装置和所述气体压缩装置分别连通。
34.在本实用新型的技术方案中,由于该全自动二氧化碳清洗设备包括机箱、控制装置、调压组件、流量调节组件、温度调节装置及喷嘴组件,控制装置设于机箱内,调压组件安装于机箱内并与控制装置连接,调压组件用于接入外部设备输出的液态二氧化碳,及用于
在控制装置的控制下调节二氧化碳的压力,流量调节组件设于机箱内并与控制装置连接,流量调节组件的输入端与调压组件的输出端连通,流量调节组件用于检测二氧化碳的流量信号并用于在控制装置的控制下调节二氧化碳的流量,温度调节装置与控制装置连接,温度调节装置的输入端与流量调节组件的输出端连通,温度调节装置用于检测二氧化碳的温度信号并在控制装置的控制下调节二氧化碳的温度,喷嘴组件与温度调节装置的输出端连通并用于将二氧化碳喷射至待清洗物上,实现了对液体二氧化碳压力、流量、温度的调节,使得喷嘴组件喷射的二氧化碳被控制在较佳的稳定范围内,其喷射的二氧化碳颗粒似雪花般,较为柔和,不会对塑胶表面造成损伤,清洁能力较强。
附图说明
35.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
36.图1为本实用新型全自动二氧化碳清洗设备一实施例的结构示意图;
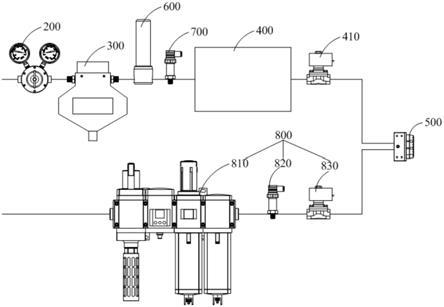
37.图2为本实用新型全自动二氧化碳清洗设备一实施例中各组件的结构示意图;
38.图3为本实用新型全自动二氧化碳清洗设备一实施例中喷嘴组件的局部剖视图;
39.图4为本实用新型图3中喷嘴组件另一视角的结构示意图。
40.附图标号说明:
41.标号名称标号名称100机箱600流体过滤器200调压组件700液压传感器300流量调节组件410第一电磁阀400温度调节装置800气体压缩装置500喷嘴组件810气动三联件820气压传感器830第二电磁阀101显示器510固定座520喷嘴10流体管路20气体管路
ꢀꢀ
42.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
43.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
44.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
45.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,若全文中出现的“和/或”的含义为,包括三个并列的方案,以“a和/或b”为例,包括a方案,或b方案,或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
46.现有二氧化碳(干冰)清洗技术源于美国。1945年,美国海军率先将干冰颗粒作为喷射介质用于清理各种顽固的油脂及混合附着物,这一举措取得了良好的效果。六七十年代,以美国为首的一批学者就以干冰等“可挥发性”颗粒作为介质的喷砂清洗技术进行了深入的研究和广泛的尝试,奠定了干冰清洗技术的基础。
47.二氧化碳(干冰)清洗技术是利用常压下存在温度为
‑
78.5℃的干冰微小颗粒高速冲击清洗物品表面瞬间气化,干冰与清洗物品表面瞬间发生热交换,致使清洗物品表面迅速降温,污垢受冻并脆化、龟裂等,污垢与清洗物品表面黏接力降低。与此同时,不断冲击清洗物品表面的微小干冰颗粒在毫秒甚至微秒级的瞬间内体积膨胀近800倍,在清洗物品表面产生不断的“微型爆炸”,将清洗物品表面的污垢清除。
48.由于干冰颗粒过大会使清洗物品表面产生损伤,过小清除效果不佳,二氧化碳有固态液态等状态,如何去控制固态二氧化碳的使用状态、温度、颗粒大小、流量、以及冲击的速度等都是影响清洗效果的重要因素。
49.在一些示例性技术中。二氧化碳清洗设备主要用于对金属表面进行清洁,如模具等,二氧化碳清洗设备喷射的干冰颗粒大、冲击的速度快,在对塑胶产品等清洗物品进行清洗时,清洗效果较差且容易对清洗物品的表面造成损伤。
50.为了提高清洗效果,避免对清洗物品的表面造成损伤,本实用新型提出一种全自动二氧化碳清洗设备,适用于清洁各类待清洗物品,尤其是塑胶产品,此处不做限定。
51.参照图1及图2,在本实用新型一实施例中,该全自动二氧化碳清洗设备包括机箱100、控制装置(图未示出)、调压组件200、流量调节组件300、温度调节装置400及喷嘴组件500;控制装置设于机箱100内;调压组件200安装于机箱100内并与控制装置连接,调压组件200用于接入外部设备输出的液态二氧化碳,及用于在控制装置的控制下调节二氧化碳的压力;流量调节组件300设于机箱100内并与控制装置连接,流量调节组件300的输入端与调压组件200的输出端连通,流量调节组件300用于检测二氧化碳的流量信号并用于在控制装置的控制下调节二氧化碳的流量;温度调节装置400与控制装置连接,温度调节装置400的输入端与流量调节组件300的输出端连通,温度调节装置400用于检测二氧化碳的温度信号并在控制装置的控制下调节二氧化碳的温度;喷嘴组件500与温度调节装置400的输出端连通并用于将二氧化碳喷射至待清洗物上。
52.本实施例中,机箱100可以由常规的铝合金或不锈钢等金属材质制成,也可为强度较高的工程塑料等材质制成,此处不限。
53.控制装置可以是plc等控制器。
54.调压组件200可为低温高压减压阀,可将接入的工业储存的高压低温液态二氧化
碳进行压力的调节和稳定,同时也可对流经的液态二氧化碳的压力进行检测并反馈压力信号至控制装置。
55.流量调节组件300可为具有流量检测和流量调节功能的流量计,控制装置根据流量计检测的液态二氧化碳的流量信号控制流量计调节流体当前流量至系统预设流体流量值。
56.温度调节装置400可以是恒温机,恒温机可设置于机箱100内部或外部,恒温机可对流经的二氧化碳进行温度检测并反馈温度信号给控制装置,控制装置根据温度信号控制恒温机将二氧化碳的当前温度调节至系统预设温度值,并使其保持恒定温度状态。
57.如图3和图4所示,喷嘴组件500可以是包括固定座510及设于固定座510上的单个或多个喷嘴520,每一喷嘴520与恒温机通过流体管路10连通,以将恒温机输出的二氧化碳以雪花状的颗粒喷射出来。当然,在一些其他实施例中,喷嘴组件500也可为其他结构,此处不限。
58.可以理解的是,本实用新型通过将该全自动二氧化碳清洗设备的控制装置设于机箱100内,调压组件200安装于机箱100内并与控制装置连接,调压组件200用于接入外部设备输出的液态二氧化碳,及用于在控制装置的控制下调节二氧化碳的压力,流量调节组件300设于机箱100内并与控制装置连接,流量调节组件300的输入端与调压组件200的输出端连通,流量调节组件300用于检测二氧化碳的流量信号并用于在控制装置的控制下调节二氧化碳的流量,温度调节装置400与控制装置连接,温度调节装置400的输入端与流量调节组件300的输出端连通,温度调节装置400用于检测二氧化碳的温度信号并在控制装置的控制下调节二氧化碳的温度,喷嘴组件500与温度调节装置400的输出端连通并用于将二氧化碳喷射至待清洗物上,实现了对液体二氧化碳压力、流量、温度的调节,使得喷嘴组件500喷射的二氧化碳被控制在较佳的稳定范围内,其喷射的二氧化碳颗粒似雪花般,较为柔和,不会对塑胶表面造成损伤,清洁能力较强。
59.在一实施例中,主要参考图2,该全自动二氧化碳清洗设备还可包括流体过滤器600,流体过滤器600设于流量调节组件300与温度调节装置400之间的流体管路10上;流体过滤器600用于滤除二氧化碳中的杂质。如此设置,可避免液态二氧化碳中的杂质影响清洁效果,避免较硬的杂质对塑胶产品的表面造成损伤。
60.为了更为精确地控制喷嘴组件500喷射二氧化碳颗粒的压力值,在一实施例中,参考图2,该全自动二氧化碳清洗设备还可包括液压传感器700,液压传感器700设于流体过滤器600与温度调节装置400之间的流体管路10上并与控制装置连接;液压传感器700用于在控制装置的控制下检测液体二氧化碳的液压信号。
61.本实施例中,控制装置可根据液压传感器700检测的液压信号控制调压组件200对流经的液态二氧化碳的压力进行调节,以将其调节至系统预设流体流量值。
62.进一步地,在一实施例中,参考图1和图2,该全自动二氧化碳清洗设备还可包括第一电磁阀410,第一电磁阀410设于温度调节装置400与喷嘴组件500之间的流体管路10上并与控制装置连接;第一电磁阀410,用于在控制装置的控制下打开或闭合流体管路10。如此设置,以实现对二氧化碳的通断控制,以在需要清洁时打开第一电磁阀410,保证了整个装置的稳定性。
63.当然,在一些其他实施例中,操作者也可手动打开或关闭第一电磁阀410。
64.基于上述实施例,为了进一步地精确控制喷嘴组件500喷射出的二氧化碳颗粒的冲击速度,以减轻对塑胶产品表面的损伤,在一些实施例中,参考图1和图2,全自动二氧化碳清洗设备还可包括气体压缩装置800,气体压缩装置800与控制装置连接;气体压缩装置800,用于接入外部气体及检测气体的气压信号和气体流量信号并在控制装置的控制下调节气体的气压和流量;气体压缩装置800的输出端与喷嘴组件500连通,以将二氧化碳在调节后的压缩气体的驱动下通过喷嘴组件500形成颗粒喷出。
65.可以理解,本实用新型通过设置气体压缩装置800可实现将二氧化碳颗粒以预设冲击速度射出,以在清洁不同产品时,可通过调节其冲击力大小,使其能够在达到一定清洁效果的同时,也能避免对待清洗物品造成损伤。例如:当待清洗物品为金属时,可调节二氧化碳颗粒的冲击速度至较高值;当待清洗物品为塑胶时,可调节二氧化碳颗粒的冲击速度至较低值。
66.在本实施例中,气体压缩装置800可包括气动三联件810,气动三联件810用于将接入的外部气体进行压力和流量调节处理。
67.需要说的是,在气动技术中,将空气过滤器(f)、减压阀(r)和油雾器(l)三种气源处理元件组装在一起称为气动三联件810,用以进入气动仪表的气源净化过滤和减压至仪表供给额定的气源压力,相当于电路中的电源变压器的功能。
68.进一步地,在一实施例中,参考图1和图2,气体压缩装置800还可包括气压传感器820,气压传感器820设于气动三联件810与喷嘴组件500之间的气体管路20上并与控制装置连接;气压传感器820,用于在控制装置的控制下检测气体的气压信号。
69.本实施例中,控制装置可根据气压传感器820检测的气压信号控制气动三联件810调节流经气体的压力值,使其达到预设气压值。
70.在本实施例中,气动三联件810与气压传感器820可安装于机箱100内部或外部,此处不限。
71.为了实现对气体管路20的通断控制,在一实施例中,参考图1和图2,气体压缩装置800还可包括第二电磁阀830,第二电磁阀830设于气压传感器820与喷嘴组件500之间的气体管路20上并与控制装置连接;第二电磁阀830,用于控制装置的控制下打开或闭合气体管路20。
72.当然,在一些其他实施例中,操作者也可手动打开或关闭第二电磁阀830。
73.此外,在一些实施例中,参考图2,为了便于工作人员及时了解整个系统的工作状况,该全自动二氧化碳清洗设备还可包括显示器101,显示器101设于机箱100上并与控制装置连接;显示器101,用于在控制装置的控制下显示液压信号、流量信号、温度信号、气压信号和气体流量信号等,还可在系统出现异常时,显示报警信号。
74.本实施例中,工作人员可通过显示屏查看流体管路10中二氧化碳和气体管路20中压缩气体的参数,以在需要时通过控制装置调整二氧化碳和压缩气体的参数使其处于较佳的范围内,可实现更为精确控制,进而提升该全自动二氧化碳清洗设备的稳定性,增强清洁能力。
75.以上所述仅为本实用新型的可选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1