用于利用超临界加工流体的加工系统的刀具的制作方法
用于利用超临界加工流体的加工系统的刀具
1.相关申请的交叉引用
2.本技术根据35 u.s.c.
§
119(e)要求于2019年5月10日提交的序列号为62/846,022的美国临时专利申请的权益,该美国临时专利申请的公开内容通过参引全部并入本文中。
技术领域
3.公开的实施方式涉及利用超临界加工流体的加工系统。一些实施方式涉及用于这种加工系统的刀具。
背景技术:
4.加工刀具比如铣削系统、车床、计算机数字控制(cnc)系统、机器人钻头,和/或加工中心可以采用加工流体比如金属加工流体来在切割或成形过程期间提供冷却和/或润滑。在切割或成形过程期间,加工流体可以输送至切割刀具与工件之间的界面。在一些应用中,加工流体可以外部输送,比如借由通过一系列管道对加工流体进行传输并传输至将加工流体朝向切割界面导引的一个或更多个喷嘴而外部输送。在其他应用中,加工流体可以内部传输至界面,比如通过刀具保持器和/或通过切割刀具(例如,通过形成在切割刀具中的一个或更多个通道)而内部传输至界面。
5.常规的加工流体可以包括混合物,该混合物包括在切割过程期间用以冷却切割区的冷却流体(比如空气、水、液态二氧化碳或液态氮)以及用以润滑切割区的润滑剂(比如油、最小量润滑(mql)液或合成流体)。在一些情况下,仅包括油、乳液或合成流体的加工流体可能是合适的。在一些应用中,超临界流体比如超临界二氧化碳(scco2)已经被用作加工流体的一部分。
技术实现要素:
6.在一个实施方式中,用于利用超临界加工流体的加工系统的刀具包括刀具本体,该刀具本体从刀具的近端端部延伸至刀具的远端端部,刀具的近端端部构造成接纳在刀具保持器中。刀具还包括流体通道,该流体通道形成在刀具本体中、具有位于刀具本体的近端部分中的入口。入口构造成接纳超临界加工流体。刀具还包括形成在刀具本体的外表面上的多个孔口。多个孔口中的每个孔口与流体通道处于流体连通,并且多个孔口中的至少一个孔口位于刀具本体的侧表面上。每个孔口具有在约50微米与约500微米之间的直径。
7.在另一实施方式中,用于利用超临界加工流体的加工系统的刀具包括刀具本体,该刀具本体从近端部分延伸至远端端部,该近端部分构造成接纳在刀具保持器中。刀具还包括流体通道,该流体通道形成在刀具本体中、具有位于刀具本体的近端端部处的入口以及形成在刀具本体的外表面上的至少一个凹部。至少一个凹部限定沿着第一方向定向的至少一个表面,并且至少一个凹部与刀具本体的远端端部间隔开。刀具还包括形成在至少一个表面中的孔口,孔口与流体通道处于流体连通。在这样的实施方式中,至少一个孔口可以构造成将超临界加工流体沿着第一方向导引离开孔口。
8.在又一实施方式中,用于加工系统的刀具保持器包括刀具保持器本体,该刀具保持器本体包括位于第一端部部分处的刀具接纳区域以及位于与第一端部部分相反的第二端部部分处的附接界面。刀具接纳区域构造并布置成接纳刀具并且将刀具固定至刀具保持器本体。附接界面构造并布置成将刀具保持器固定至加工系统。刀具保持器构造成在加工过程期间旋转。刀具保持器包括一个或更多个出口,一个或更多个出口邻近于刀具保持器本体的第一端部部分定位,并且每个出口构造成将超临界加工流体朝向刀具的切割界面导引。
9.在一个实施方式中,加工系统包括刀具保持器,刀具保持器构造并布置成接纳刀具并且将刀具固定在刀具保持器内。刀具构造成将超临界加工流体通过刀具输送至切割界面。主轴构造并布置成接纳刀具保持器,并且形成在刀具保持器与主轴之间的腔与加工系统的外部处于流体连通。
10.在另一实施方式中,用于利用超临界加工流体的加工系统的刀具包括刀具本体,该刀具本体从近端端部延伸至远端端部,近端端部构造成接纳在刀具保持器中。刀具包括形成在刀具本体的近端部分中的入口,并且该入口构造成接纳超临界加工流体。刀具还包括设置在刀具本体中并与入口处于流体连通的流动限制件以及形成在刀具本体中的流体通道。流体通道在流动限制件的下游并且与流动限制件处于流体连通。刀具还包括形成在刀具本体的外表面上的一个或更多个孔口,并且一个或更多个孔口中的每个孔口与流体通道处于流体连通。在这样的实施方式中,一个或更多个孔口和流体通道的流动阻力小于流动限制件的流动阻力。
11.在另一实施方式中,用于利用超临界加工流体的加工系统的刀具包括刀具本体,该刀具本体包括流体通道。刀具本体从近端端部延伸至远端端部,近端端部构造成接纳在刀具保持器中,并且刀具本体还包括位于刀具本体的外表面上的一个或更多个孔口。刀具本体的一个或更多个孔口中的每个孔口与流体通道处于流体连通,并且包括流动限制件的插入件设置在形成于刀具本体的近端部分中的腔中。流动限制件在刀具本体的流体通道的上游并且与刀具本体的流体通道处于流体连通,并且流动限制件的流动阻力大于流体通道和多个孔口的流动阻力。
12.在一个实施方式中,加工方法包括:使超临界加工流体通过刀具本体的流动限制件流动到刀具本体的流体通道中,并且然后使超临界加工流体在流体通道中膨胀。接下来,该方法包括:使经膨胀的超临界加工流体流动通过形成在刀具本体的外表面上的一个或更多个孔口。在这样的实施方式中,流体通道和一个或更多个孔口的流动阻力小于流动限制件的流动阻力。
13.替代性加工方法包括:使超临界加工流体流动到刀具本体的入口中,使超临界加工流体流动通过形成在本体中的流体通道,以及然后使超临界加工流体通过形成在刀具本体的外表面上的多个孔口而从流体通道流出。每个孔口具有在约50微米与约500微米之间的直径,并且多个孔口中的至少一个孔口位于刀具本体的侧表面上。
14.应当理解的是,前述概念和下面讨论的附加概念可以以任何合适的组合布置,因为本公开在这方面不受限制。此外,当结合附图考虑时,本公开的其他优点和新颖特征将从各种非限制性实施方式的以下详细描述变得明显。
附图说明
15.附图不意在按比例绘制。在附图中,在各种附图中图示的每个相同的部件或几乎相同的部件可以由相同的附图标记表示。为了清楚的目的,并非对每个部件在每幅附图中进行标记。在附图中:
16.图1是根据一些实施方式的刀具的立体图;
17.图2是图1的刀具的侧视图;
18.图3是根据一些实施方式的安装在加工系统中的刀具的立体图;
19.图4是根据一些实施方式的刀具的立体图;
20.图5是图4的刀具的另一立体图;
21.图6是根据一些实施方式的加工系统的一部分的立体图;
22.图7是刀具的一个实施方式的示意性侧视图;
23.图8是刀具的另一实施方式的示意性侧视图;
24.图9是根据一些实施方式的加工系统的一部分的示意性图示;
25.图10是根据一些实施方式的加工系统的一部分的示意性图示;
26.图11是根据一些实施方式的加工系统的一部分的示意性图示;以及
27.图12是根据一些实施方式的刀具的示意性侧视图。
具体实施方式
28.本文中描述的各方面涉及在用于利用加工流体的加工系统的加工方法方面的改进,加工流体包括超临界加工流体比如超临界二氧化碳(scco2)或超临界氮气。发明人已经理解的是,与常规加工流体比如水基加工流体、油基加工流体(例如,纯油)、最小量润滑(mql)液或合成加工流体相比,超临界加工流体可以提供许多益处。如本文中所使用的,超临界流体是指保持高于其临界点(即、处于高于临界温度的温度和处于高于临界压力的压力)的流体。例如,二氧化碳的临界温度和临界压力分别为31.1℃和72.8atm,这在工业应用中能够容易地实现。高于临界点时,不存在明显的液相和气相;相反,超临界流体表现出液体和气体两者的特性。例如,超临界流体可以表现出气体的流动和膨胀性能,同时也能够溶解像液体等材料。在加工应用中,快速膨胀的超临界加工流体与常规的水基加工流体相比可以提供更好的冷却和/或更有效的热传递,可以更好地与润滑剂混合或更好地溶解润滑剂,以及/或者允许使用更少量的润滑剂。
29.发明人已经认识并理解的是,用于刀具设计的常规方法可能不适用于超临界加工流体。在一些情况下,常规的刀具设计可以在不需要任何特别考虑如何将加工流体朝向切割界面导引的情况下就实现加工流体在切割界面上的足够覆盖范围。例如,常规的水基和/或油基加工流体的固有质量可以允许旋转的刀具或工件的动量将加工流体充分地散布到整个切割界面以实现足够的覆盖范围。因此,加工流体喷嘴和/或出口孔口在刀具上的相对简单的布置结构(例如,为了用加工流体简单地淹没切割界面)可以足以实现足够的加工流体覆盖范围。相比之下,发明人已经认识的是,超临界流体(包括超临界加工流体)在离开孔口(例如,喷嘴的孔口和/或刀具上的孔口)时迅速膨胀,并且可以表现出基本为零的质量行为,使得很少或没有动量通过旋转的刀具或工件施加至快速膨胀的超临界流体。因此,超临界加工流体会保留在与超临界流体由对应的喷嘴和/或孔口导引的位置相对应的位置中,
并且因此,可能无法实现用以对切割界面进行充分冷却和/或润滑的切割界面的足够覆盖范围。
30.鉴于以上所述,发明人已经认识并理解刀具的许多优点,该刀具特别构造并布置成解决一个或更多个上述与超临界加工流体相关联的挑战。根据一些方面,用于与加工系统一起使用的刀具可以构造并布置成将超临界加工流体朝向切割界面导引,以实现超临界加工流体在切割界面上的期望覆盖范围。特别地,本文中描述的一些方面涉及用刀具加工,其中,超临界加工流体输送通过刀具保持器和/或通过刀具。例如,在一些实施方式中,刀具保持器可以包括一个或更多个喷嘴和/或平坦表面,超临界加工流体流通过喷嘴和/或平坦表面离开刀具保持器,喷嘴和/或平坦表面构造成将超临界流体朝向切割界面导引。替代性地或附加地,在一些实施方式中,刀具(比如可旋转钻头)可以包括沿着刀具的长度定位的多个出口孔口。例如,一些孔口可以位于刀具的端部的近端、比如与形成在刀具中的一个或更多个沟槽的近端端部邻近。如下文更详细描述的,这种孔口可以构造成沿着一个或更多个沟槽的长度导引超临界加工流体。此外,其他孔口可以更向远端定位、比如定位在一个或更多个沟槽内。根据特定的实施方式,这些不同的孔口可以沿着刀具定位,以提供超临界加工流体对切割界面的期望覆盖范围。
31.在包括具有构造成将超临界加工流体朝向切割界面导引的喷嘴的刀具保持器的一些实施方式中,喷嘴可以构造并布置成将超临界加工流体以相对于保持在刀具保持器中的刀具的纵向轴线的期望的角度导引。在某些实施方式中,用于特定喷嘴的角度可以基于目标界面(例如,切割界面)或位于喷嘴远端和从喷嘴径向向内(即、沿刀具的长度)的目标区域来选择。在一些情况下,目标区域可以基于刀具的直径来确定。例如,可以选择喷嘴的角度使得喷嘴的目标区域沿刀具定位在与刀具的直径的两倍至五倍对应的距离处。例如,喷嘴的目标区域可以沿刀具的长度定位在距喷嘴约为刀具直径的三倍的距离处。不希望受任何特定理论的束缚,发明人已经发现,这种布置结构可以允许超临界加工流体(例如,包括scco2的加工流体)在一些应用中提供对切割界面的足够覆盖范围。
32.在一些实施方式中,刀具保持器可以具有围绕刀具保持器的周向分布的多个喷嘴(例如,多于两个喷嘴)。例如,喷嘴中的每个喷嘴可以相对于刀具的纵向轴线成一角度地定向(如上所述),以围绕刀具的周向在切割界面处提供期望的加工流体覆盖范围。此外,在一些实施方式中,刀具保持器可以包括相对于刀具的纵向轴线以不同角度定向的喷嘴。例如,一些喷嘴可以构造成将超临界加工流体导引至切割界面的远端部分,而其他喷嘴可以构造成将超临界加工流体导引至切割界面的中心端部和/或近端端部。在一个示例性实施方式中,第一喷嘴或第一组喷嘴可以布置成将超临界加工流体沿刀具导引了与刀具的直径的三倍对应的距离,并且第二喷嘴或第二组喷嘴可以布置成将超临界加工流体沿刀具导引了与刀具的直径的五倍对应的距离。当然,应当理解的是,包括距离的各种组合的布置结构可以是合适的,因为本公开不限于此。此外,在一些实施方式中,喷嘴的构型(例如,两个、三个或任何其他适当数量的喷嘴)可以定制成提供用于特定切割过程的超临界加工流体的所需的量、流动速率和/或覆盖范围。
33.根据一些方面,用于铣削或钻孔操作的刀具可以包括多个孔口,孔口构造成输送超临界加工流体通过刀具(例如,通过形成在刀具的内部的腔)而行进至切割界面。发明人已经认识并理解的是,与常规的加工流体不同,这种孔口的构型会对下述方向具有重要影
响:超临界加工流体沿该方向导引离开孔口。特别地,发明人已经理解的是,超临界流体趋于沿着与形成有孔口的平面正交的方向导引。因此,在一些实施方式中,刀具可以包括限定了形成有孔口的平坦表面的一个或更多个凹部,并且可以选择平坦表面的取向以在超临界加工流体离开孔口时为超临界加工流体提供期望的行进方向。例如,在一些实施方式中,可以形成具有平坦表面的凹部,平坦表面基本上与朝向切割界面和/或刀具的纵向轴线定向的方向(即、与表面正交的方向大致平行于刀具的纵向轴线)正交,使得离开形成在表面中的孔口的超临界流体大致平行于刀具的纵向轴线导引。以这种方式,超临界加工流体可以导引通过刀具、导引离开孔口、沿刀具的长度导引并且沿着刀具朝向目标区域(例如,切割界面)集中。例如,这种孔口在下述应用中可以是可期望的:在该应用中,加工流体沿一个或更多个沟槽或其他形成在刀具中的切割特征部的输送能够期望用来冷却和/或润滑与沟槽或切割特征部相关联的切割界面。
34.根据一些方面,形成在刀具的外表面中的凹部也可以有助于沿着期望的方向、比如沿着刀具的长度和/或朝向切割界面的方向导引超临界加工流体。例如,凹部可以包括限定了沿着期望方向定向的通道的壁。以这种方式,如果超临界加工流体沿着除正交于表面以外的方向(该方向可以沿着期望方向定向)离开形成在由凹部限定的表面上的孔口,那么通道可以有助于将超临界加工流体朝向期望方向重新导引以有助于使超临界加工流体朝向目标区域比如切割界面集中。
35.替代性地或附加地,在一些实施方式中,刀具可以包括一个或更多个孔口,一个或更多个孔口构造成沿着除沿刀具的长度以外的方向导引超临界加工流体。例如,在某些实施方式中,一个或更多个孔口可以构造成将超临界加工流体朝向形成在刀具上的一个或更多个沟槽或切割特征部径向向外地导引,以及/或者沿着任何其他合适的方向导引超临界加工流体。根据特定实施方式,这种孔口可以在刀具柄部的外表面上定位于形成在刀具柄部上的一个或更多个沟槽或者其他切割特征部内(例如,使得孔口可以将超临界加工流体直接输送至沟槽)和/或位于刀具上的任何其他合适位置处。在其他实施方式中(例如,在固定的切割刀具应用中),刀具可以包括多个孔口,多个孔口构造成将超临界加工流体朝向刀具的切割界面的不同部分导引。
36.根据一些实施方式,发明人已经认识并理解的是,可以选择形成在刀具和/或刀具保持器中的各种孔口的尺寸,从而为超临界加工流体提供压力特性和流动特性的期望组合。特别地,发明人已经发现的是,孔口直径的特定范围可以为不同的应用提供期望的压力特性和流动特性,以匹配加工系统的其他部件的特性——包括与超临界加工流体相关联的泵送结构。例如,孔口的直径或其他最大横向尺寸可以大于或等于约50μm、100μm、150μm、200μm和/或任何其他合适的尺寸。对应地,孔口的直径或其他最大横向尺寸可以小于或等于500μm、400μm、300μm、200μm和/或任何其他合适的尺寸。前述的组合被设想包括在大约50微米与大约500微米之间(例如,大约150微米)的孔口的直径。发明人还理解的是,这种孔口直径虽然在与本文中所描述的超临界加工流体结合使用时提供了许多益处,但是可能不适于与常规的加工流体比如水基乳液一起使用。例如,许多常规的水基加工流体可能由于表面张力效应而不会流动通过这种小的孔口,并且悬浮在一些常规加工流体中的润滑剂(例如,液态co2)可能会堵塞孔口。相比之下,超临界加工流体可以容易地从这种小的孔口流出。此外,油或其他合适的润滑剂可以是可溶于超临界加工流体比如scco2中,使得油不会
堵塞孔口。
37.在一些实施方式中,可以基于刀具在特定应用中使用可能需要的孔口的数量来选择孔口的直径。例如,在为了提供将加工流体沿着刀具和/或切割界面输送至多个位置而需要大量孔口的应用中,较小直径的孔可能是有利的。在其他应用、比如枪钻应用中,可以使用较少的孔口(例如,少至一个孔口),并且对应地,孔口可以较大(例如,大约500微米)。根据特定的实施方式,这种孔口(以及穿过刀具的对应的通道)可以经由任何合适的方法形成。例如,在一些情况下,孔口可以通过激光钻孔和/或放电加工(edm)形成。
38.除了上述内容,发明人已经认识并理解的是,在一些应用中,常规的(例如,如在铣削系统中使用的)主轴和刀具保持器的设计可能不适合用于与超临界加工流体一起使用。例如,与穿过刀具的冷却布置结构一起使用的许多常规主轴和刀具保持器的设计包括位于刀具保持器后方的腔,当流体被输送到刀具保持器中并最终输送到刀具中时,该腔填充有加工流体。在一些实施方式中,冷却剂管可以设置成横跨主轴与刀具保持器之间的腔以将加工流体直接输送至刀具保持器。当与常规加工流体一起使用时,这种布置结构通常是合适的。然而,发明人已经认识到,由于超临界流体的加压性质,这些布置结构可能不适合用于超临界加工流体。特别地,发明人已经认识到,超临界加工流体在刀具保持器后方的腔中的积聚可能导致腔的增压,这可能导致刀具保持器从主轴强制移除。即使在包括冷却剂管的布置结构中,超临界流体泄漏到腔中也会导致刀具保持器后方的腔的类似的不期望的增压。
39.鉴于上述内容,发明人已经认识到与主轴和/或刀具保持器构型相关联的许多优点,这些优点可以避免刀具保持器后方的腔在刀具保持器-主轴附接界面处的这种不期望的增压。在一些实施方式中,主轴可以包括一个或更多个排放通道,一个或更多个排放通道和主轴与刀具保持器之间的腔连通。这些一个或更多个排放通道可以构造成将可能积累在腔中的任何压力释放。以这种方式,如果冷却剂管将超临界流体泄漏到腔中,则超临界流体可以从排放通道排出以避免刀具保持器后方的压力积累。在一些情况下,排放式主轴的这种实施方式可以允许与现有的刀具保持器(例如,设计成用于与常规加工流体一起使用的刀具保持器)兼容,这可以允许这种刀具保持器(和任何相关联的刀具)用于利用超临界加工流体的切割操作中。
40.替代上述内容或附加于上述内容,一个或更多个排放通道可以形成在刀具保持器中。类似于上面所讨论的实施方式,这种冷却通道可以和刀具保持器与主轴之间的腔连通,并且这种冷却通道构造成将可能积累在腔中的任何压力、例如由于加压的超临界加工流体泄漏到腔中而产生的压力释放。在一些情况下,这种排放式刀具保持器布置结构可以允许超临界加工系统与加工系统以及设计成用于与常规加工系统一起使用的主轴一起使用。
41.根据一些方面,用于加工系统的刀具(例如,铣削钻头或钻孔钻头)可以构造成使得超临界加工流体从超临界加工流体的对应源流动通过刀具以用于冷却和/或润滑目的。这种刀具可以从近端端部延伸至相反的远端端部,近端端部构造成接纳在刀具保持器中,远端端部构造成在加工过程期间与工件接合。流体通道可以从刀具的近端部分朝向刀具的远端端部延伸穿过刀具的内部的至少一部分。一个或更多个孔口可以形成在刀具的外表面中并且延伸穿过刀具的外表面,使得刀具的外表面与流体通道处于流体连通。根据实施方式,这些孔口可以位于刀具的侧部上、远端部分上和/或远端端部处。在操作期间,超临界加
工流体可以通过位于刀具的近端部分比如近端端部上的入口流动到流体通道并且进入到流体通道中。然后,超临界冷却流体可以从流体通道通过与流体通道处于流体连通的孔口中的每个孔口流出。
42.当使用包括供超临界加工流体流动通过的通道和孔口的刀具时,超临界加工流体在超临界加工流体暴露于导致超临界加工流体下降到低于超临界加工流体的临界压力的压差时,将经历膨胀和温度方面的对应降低。加工流体的这种快速膨胀和冷却可能在一些情况下引起结冰,这可能抑制超临界加工流体的流动,从而导致加工系统、刀具和/或被加工的工件的损坏。因此,用于超临界加工流体的膨胀点通常位于形成在刀具中的以下一个或更多个孔口处:其位于刀具与工件之间的切割界面附近。这种布置结构允许超临界加工流体的膨胀点位于产生热量的位置(即、切割界面)附近,并且超临界加工流体可以在刀具的内部内保持在超临界状态中,这两者通常都用于避免刀具结冰。然而,发明人已经认识到,构造成提供这种功能的刀具通常使用与使用常规冷却刀具的制造过程和机器不兼容的制造过程和/或刀具设计。
43.鉴于以上内容,发明人已经认识到对于已经设计成易于制造并与现有的制造工艺和/或加工系统结合的刀具的需求包括在刀具中输送超临界加工流体。然而,为了与常规加工流体一起使用而制造的刀具使用的通道和孔口对于超临界加工流体来说太大,这将导致超临界加工流体在加工过程期间流动速率过大。因此,发明人已经认识到与刀具相关联的益处包括上游流动限制件,该上游流动限制件的流动阻力大于位于流动限制件下游的一个或更多个流体通道和孔口的流动阻力。这可能使超临界流体在通过刀具的一个或更多个孔口排出到刀具与工件之间的切割界面上之前在刀具本体内膨胀。这种布置结构与使超临界加工流体的膨胀点定位在邻近于切割界面定位的孔口处以避免结冰的典型设计考虑相反。然而,发明人已经确定的是,即使当超临界加工流体的膨胀点位于刀具的内部内时,作为加工过程的副产品产生的热量也足以防止刀具和/或加工系统结冰,并且距离结冰的时间足够长,使得加工过程可以在结冰发生之前开始。
44.鉴于以上内容,构造成利用超临界加工流体的加工刀具可以包括近端部分内的流动限制件(例如,靠近下述柄:刀具从该柄附接至刀具保持器)。流动限制件可以在刀具的流体通道和一个或更多个孔口的上游,并且流动限制件与流体通道和一个或更多个孔口处于流体连通。由超临界加工流体源提供的超临界加工流体可以流动到刀具的入口中并且通过上游流动限制件。在离开流动限制件时,超临界加工流体可以在通过一个或更多个孔口从刀具流出并流动到期望的切割界面上之前在刀具的一个、更多个流体通道或其他合适的下游部分中膨胀。在一些实施方式中,通过一个或更多个孔口和流体通道的流动阻力可以小于流动限制件的流动阻力。
45.如上所述,用于在刀具中输送加工流体的典型刀具具有不适合与超临界加工流体一起使用的尺寸。然而,在一些实施方式中,对刀具添加上游流动限制件可以限制加工流体流动到刀具的通道中并且允许在刀具内发生膨胀。这可以使下述刀具能够与超临界流体一起使用:该刀具具有相对较大直径孔口、通常与常规加工流体(例如,油、最小量润滑(mql)流体或合成流体)一起使用。因此,在一些实施方式中,现有的刀具设计可以利用插入件或其他附接部件进行改变或者改装为包括上游流动限制件,以使这些刀具能够与超临界加工流体一起使用。
46.可以与本文中所描述的实施方式一起使用的流动限制件的类型可以包括形成在部件、喷嘴中的适当尺寸的通孔,以及/或者可以表现出流动阻力大于与流动限制件处于流体连通的一个或更多个下游通道和孔口的任何其他适当类型的流动限制件。流动限制件也可以以下述任何适当的方式结合到刀具中:整体成形;插入到形成在刀具的一部分中的腔中的插入件;附接至刀具的近端部分的部件;和/或任何其他适合的构型。在单独的插入件或部件附接至刀具的情况下,刀具可以使用螺纹连接、压入配合、焊接、铜焊和/或任何其他适合类型的连接而附接,因为本公开不限于这种方式。
47.相对于设置在流动限制件的下游的流体通道和一个或更多个孔口的组合流动阻力,流动限制件可以表现出任何适合范围的流动阻力。例如,在一些实施方式中,流动限制件的流动阻力与下游的流体通道和一个或更多个孔口的组合流动阻力的比率可以大于或等于4、5、10、20、40或者任何其他适合的流动阻力比率。对应地,流动限制件的流动阻力与下游的流体通道和一个或更多个孔口的组合流动阻力的比率可以小于或等于50、40、30或者任何其他适合的比率。例如,前述范围的组合被设想包括流动限制件的流动阻力与下游的流体通道和一个或更多个孔口的组合流动阻力的比率可以在4与50之间或等于4和50,和/或在任何其他前述的适当组合之间或等于任何其他前述的适当组合。当然,应当理解的是,大于和小于那些上述的比率的比率都被设想。例如,流动限制件的流动阻力与下游的流体通道和一个或更多个孔口的组合流动阻力的比率在上侧可以由足够大的通道和孔口界定,使得该限制功能与其直接排放到大气中一样。应当理解的是,包括上游流动限制件的刀具可以与本文中所述的其他实施方式或刀具和加工系统中的任一者一起使用。
48.在期望使超临界加工流体在刀具的内部内膨胀的实施方式中,可以使用限制孔口和形成在刀具中的对应的流体通道和孔口的尺寸的适当组合。例如,在一个实施方式中,提供了穿过流动限制件的流动路径的形成在流动限制件中的限制孔口可以具有大于或等于50μm、100μm、150μm、200μm和/或任何其他适当尺寸的最大横向尺寸(例如,直径)。对应地,限制孔口可以具有小于或等于300μm、200μm、150μm和/或任何其他适当尺寸的最大横向尺寸。前述的组合被设想包括限制孔口的最大横向尺寸在50μm与300μm之间或等于50μm和300μm。流体通道和形成在刀具的外表面上的一个或更多个孔口——流体通道和一个或更多个孔口与流动限制件处于流体连通并位于流动限制件下游——的对应最大横向尺寸可以大于或等于500μm、750μm、1000μm、1500μm和/或任何其他适当的尺寸。流体通道和形成在刀具的外表面上的一个或更多个孔口的最大横向尺寸也可以小于或等于2000μm、1500μm、1000μm和/或任何其他适当的尺寸。例如,前述的组合被设想包括流体通道和形成在刀具的外表面上的一个或更多个孔的最大横向尺寸在500μm与2000μm之间或等于500μm和2000μm。当然,尽管上面已经指出了限制孔口以及刀具的流体通道和外部孔口的尺寸的具体范围,但是大于和小于上述尺寸也被设想,因为本公开不限于这种方式。
49.不希望受到理论的束缚,超临界加工流体由于诸如材料的碳化、脆化、暴发性减压、材料的溶解和其他效应的影响而与典型加工系统和刀具中使用的每种材料和/或技术不兼容。因此,刀具、刀具保持器、附接至刀具保持器的部件(例如,冷却剂管道、夹头等)、主轴和/或加工系统的任何其他适合的部件的暴露于超临界加工流体的各种密封件、o形环以及接头和界面可以包括被选择为与超临界加工流体兼容的材料,使得与可能与超临界加工流体不兼容的典型系统相比,这些部件和系统可以构造成用于与超临界加工流体一起操
作。例如,可以基于与超临界流体相关联的操作温度和压力范围来选择材料以及为超临界流体提供兼容性。例如,操作压力可以在大约100巴与140巴之间,并且在一些情况下,可以达到大约200巴、300巴、400巴或更高,并且操作温度可以在大约20℃与大约100℃之间。在一些实施方式中,用于密封件和o形环——密封件和o形环可以在这些压力和温度范围内操作并且还为超临界流体、比如scco2提供兼容性——的合适材料包括但不限于全氟弹性体(例如,kalrez 0090)、硬质含氟弹性体(例如,用氟化乙烯丙烯封装的硬质氟橡胶和氟橡胶)、氢化丙烯腈丁二烯橡胶和聚四氟乙烯(ptfe)。在一些应用中,选择由合适材料形成的密封件或o形环可用的最高硬度可能是有益的。此外,可以适于连接本文中所描述的系统的各部分的接头包括但不限于液压接头比如美国管螺纹(npt)、英国标准管(bsp和/或bspp)、联合工业委员会(jic)螺纹和/或额定值大于或等于200巴的其他压缩配件。
50.为了清楚起见,本文中描述的大多数实施方式是相对于旋转的加工系统来描述的,该旋转的加工系统包括旋转的刀具保持器和保持在刀具保持器中的刀具,其中,超临界加工流体的对应的流传输通过这些部件中的一者或两者。然而,应当理解的是,本文中描述的各种实施方式可以与旋转刀具和/或在旋转方面不动的刀具和/或刀具保持器的任何适当组合一起使用,因为本公开不限于这种方式。
51.转到附图,对特定的非限制性实施方式进行更详细的描述。应当理解的是,相对于这些实施方式描述的各种系统、部件、特征和方法可以单独地使用和/或以任何期望的组合使用,因为本公开不限于仅在本文中描述的特定实施方式。
52.图1是根据本文中描述的一些方面的刀具100的一个实施方式的立体图。特别地,可以构造为铣削刀具和/或构造成用于与加工中心一起使用的刀具100包括远端端部102和近端端部104(例如,刀具100的柄),近端端部104可以接纳在加工系统(未描绘)的刀具保持器中。刀具100包括由通道108隔开的多个沟槽106。沟槽可以包括切割边缘,当刀具在加工系统中使用时,切割边缘限定切割界面的至少一部分。在所描绘的实施方式中,沟槽106沿着刀具螺旋地延伸;然而,应当理解的是,其他沟槽构型可以是合适的,因为本公开不限于沟槽106和通道108的任何特定构型。例如,在其他实施方式中,沟槽可以是大致线性的。
53.刀具包括多个孔口110,孔口与形成为穿过刀具的至少一部分的中央流体通道处于流体连通(例如,参见图2)。以这种方式,输送到刀具的近端端部处的中央流体通道中的超临界加工流体可以经由孔口110输送至切割界面,其中,超临界加工流体沿着线112离开。为了清楚起见,在图1中没有标记出每条线112。如所图示的,刀具可以包括形成在刀具的表面上的具有不同取向的多个孔口,使得超临界加工流体沿着多个不同的方向(由线112所指示的方向)离开刀具,以提供用于特定加工应用的超临界加工流体的期望覆盖范围。每个线112大体垂直于刀具上形成有对应孔口110的表面。例如,孔口110可以形成在通道108中,使得超临界加工流体朝向沟槽106的切割边缘导引。此外,如下面进一步详述的,在一些实施方式中,刀具本体的围绕这些孔口的表面可以是平坦的和/或凹入的,以便于控制超临界加工流体的流动方向。在一些情况下,一个或更多个孔口可以形成在与刀具的纵向轴线正交的最远端表面上,使得超临界加工流体平行于刀具的纵向轴线离开远端梢部。
54.鉴于以上内容,应当理解的是,形成在刀具本体中的多个孔口可以定位在刀具本体的任意数目的表面上并且沿多个期望的方向定向。例如,包括的是,多个孔口中的一个或更多个孔口可以定位在下述位置上:刀具本体的在刀具本体的近端端部与远端端部之间延
伸的侧表面;刀具本体的远端表面;和/或刀具本体的任何其他适合部分。另外,孔口可以构造成将超临界加工流体的流朝向任何适合的切割界面导引,该切割界面可以位于刀具本体的远端端部处和/或在整个本体的径向外侧,如以上关于包括下述孔口的实施方式所描述的:该孔口构造成将超临界加工流体沿包含径向向外指向的分量的方向朝向沟槽与工件之间的界面导引。
55.图2是图1的刀具的侧视图。如上所述,刀具100包括与孔口110中的每个孔口处于连通的中央流体通道,并且如图2中所图示的,中央流体通道可以具有位于刀具的近端端部104处的加工流体入口114。以这种方式,超临界加工流体可以在离开孔口110之前输送到刀具100中并传送通过刀具100,以提供切割界面的期望冷却和/或润滑。
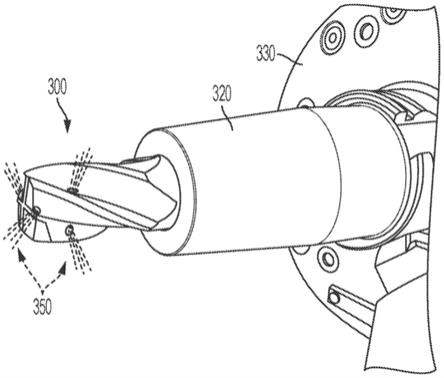
56.图3是与以上所述的刀具100类似的刀具300在操作期间的一个实施方式的视图。特别地,刀具300固定在刀具保持器320中,刀具保持器320固定至加工系统的主轴330。图3进一步描绘了超临界加工流体350(比如scco2)从形成在刀具300中的多个孔口排出。
57.现在参照图4至图5,对刀具400的另一实施方式进行更详细的描述。与以上所述的实施方式类似,刀具400包括远端端部402和近端端部404,近端端部404可以附接至刀具保持器以将刀具400固定在加工系统中。刀具400还包括由通道408隔开的多个沟槽406。在该实施方式中,多个孔口410形成在切入刀具中的凹部414的平坦表面412上。特别地,凹部414形成为使得平坦表面412与刀具400的纵向轴线正交,并且与以上所述的实施方式类似,每个孔口410与形成在刀具400中的中央流体通道(未描绘)处于流体连通。以这种方式,离开孔口410的超临界加工流体沿着平行于纵向轴线的方向导引,但是也可以设想其他取向方向。在一些情况下,凹部414(以及对应的孔口和平坦表面412)可以定位成使得超临界加工流体朝向远端并朝向沟槽406导引,使得超临界加工流体可以沿沟槽406向远端流动。此外,如上所述,在一些情况中,凹部414可以构造成有助于将超临界流体从孔口410沿着期望方向、比如沿刀具400的长度导引排出。在一些实施方式中,刀具400可以包括辅助孔口420(例如,形成在通道408中),使得超临界加工流体至少部分地从刀具径向向外地导引(例如,沿着线416)。
58.图6描绘了根据一些实施方式的加工系统的一部分。特别地,图6示出了固定在刀具保持器620中的刀具600,刀具保持器620固定在主轴630中。如图中所示出的,刀具保持器620包括多个喷嘴622,喷嘴622构造成将超临界加工流体朝向刀具600的切割界面导引。如上所述,在一些实施方式中,喷嘴622可以构造成以相对于刀具600的纵向轴线的角度导引超临界加工流体650。例如,喷嘴可以定向成使得超临界加工流体650在与喷嘴间隔开以下距离的位置处接触刀具:该距离对应于刀具600的直径的大约二至五倍。
59.虽然上述实施方式中的一些实施方式可以涉及可旋转刀具(例如,铣削加工刀具或类似加工刀具),但是应当理解的是,本公开不限于此。例如,图7至图8分别示出了切割刀具700和800的示意性侧视图,切割刀具700和800可以是与构造成对工件进行旋转的加工系统(例如,车床或类似系统)结合使用的固定的切割刀具。如图7中所示出的,孔口710和720简单地形成在刀具700的顶部表面和侧面表面中。因此,沿着方向712流动到顶部孔口中的超临界流体沿着偏离方向712的方向(该方向大体垂直于形成有孔口710的表面)离开。类似地,沿着方向722流动到侧面孔口720中的超临界流体沿着偏离方向722的方向离开。
60.相比之下,图8中示出的刀具800包括第一表面814和第二表面824,顶部孔口810形
成在第一表面814上,侧面孔口820形成在第二表面824上。第一表面正交于方向812定向,使得离开孔口810的超临界加工流体平行于方向812。类似地,第二表面824正交于方向822定向,使得离开孔口820的超临界加工流体沿着平行于方向822的方向导引。以这种方式,表面814和824可以允许超临界加工流体根据需要沿着两个或更多个方向导引,以实现切割界面的期望的覆盖范围、润滑和/或冷却。此外,刀具800可以包括分别与孔口810和820相关联的凹部816和826。凹部可以构造成提供围绕每个孔口的间隙,使得离开孔口的超临界加工流体不会无意中远离方向812和822导引。另外,在一些情况下,凹部816和826可以有助于沿着方向812和822导引超临界加工流体。
61.现在参照图9,对加工系统900的一个实施方式进行更详细的描述。在所描绘的实施方式中,加工系统包括保持在刀具保持器904中的刀具902,刀具保持器904固定在主轴906中。拉杆908可以延伸穿过主轴906以协助将刀具保持器904和刀具902固定至主轴906。在所描绘的实施方式中,在拉杆908与刀具保持器904之间延伸有冷却剂管910,以使超临界加工流体950在加工流体950从刀具输送至切割界面之前行进通过拉杆908而输送到刀具保持器904中并通过刀具902(例如,经由形成为穿过刀具的通道916)。冷却剂管910可以经由一个或更多个衬套912和/或密封件914(比如o形环)固定至拉杆908和刀具保持器904。然而,如前所述,即使使用与冷却剂管相关联的这种密封布置结构,超临界加工流体也可能泄漏到主轴906与刀具保持器904之间的腔920中。腔920中的加压超临界加工流体的积聚导致刀具保持器904后方的压力积累,这可能不期望地导致刀具保持器904从主轴906强制移除。
62.鉴于以上内容,在所描绘的实施方式中,主轴906可以包括一个或更多个排放通道922,排放通道922构造成对腔920提供压力释放。具体而言,排放通道与腔920、以及主轴906的外部和刀具保持器904的外部处于流体连通,使得可能无意中泄漏到腔920中的任何超临界加工流体950可以从排放通道922排出。以这种方式,由于超临界流体泄漏到腔920中而产生的压力无法在刀具保持器后方积聚。虽然排放通道922示出为形成在主轴中,但是应当理解的是,其他布置结构也可以是合适的。例如,在其他实施方式中,除了排放通道922形成在主轴906中之外,或者作为排放通道922形成在主轴906中的替代性方案,排放通道可以形成在刀具保持器904中。
63.图10描绘了构造成利用超临界加工流体的加工系统1000的第二实施方式。在所描绘的实施方式中,加工系统包括保持在刀具保持器1004中的刀具1002,刀具保持器1004固定至主轴1006。在图10中,超临界加工流体1050通过冷却剂管1010从主轴1006流动到刀具保持器1004中,并通过形成在刀具1002中的通道1016。在该实施方式中,超临界加工流体1050从刀具1002输送至切割界面。衬套1012和/或密封件1014(比如o形环)可以构造成支承和密封冷却剂管1010。如前所述,即使使用与冷却剂管1010相关联的这种密封布置结构,超临界加工流体也可能泄漏到主轴1006与刀具保持器1004之间的腔1020中。腔1020中的加压超临界加工流体的积聚可以导致刀具保持器1004后方的压力积累,这可能不期望地导致刀具保持器1004从主轴1006强制移除。
64.因此,在所描绘的实施方式中,刀具保持器1004包括排放通道1022,排放通道1022构造成对腔1020提供压力释放。具体而言,排放通道与腔1020、以及刀具保持器1004的外部处于连通,使得可能无意中泄漏到腔1020中的任何超临界加工流体1050可以从排放通道1022排出。以这种方式,由于超临界流体泄漏到腔1020中产生的压力无法在刀具保持器后
方积累。虽然排放通道1022示出为形成在刀具保持器1004中,但是应当理解的是,其他布置结构也可以是合适的。例如,在其他实施方式中,除了排放通道1022形成在刀具保持器1004中之外,或者作为排放通道1022形成在刀具保持器1004中的替代性方案,排放通道可以形成在主轴1006中。
65.图11示出了与图10中所描述的加工系统类似的构造成利用超临界加工流体的加工系统1000的替代性实施方式。然而,在本实施方式中,刀具保持器包括形成在刀具保持器1104中的流体路径1118,流体路径1118也用于将超临界加工流体1150输送至刀具1102与工件之间的界面。具体地,超临界加工流体1150从主轴1106通过冷却剂管1110流动到刀具保持器1104中,并通过形成在刀具1102中的通道1116和形成在刀具保持器1104中的通道1118。在该实施方式中,超临界加工流体1050从刀具1102和刀具保持器1104输送至切割界面。衬套1112和/或密封件1114(比如o形环)可以构造成支承和密封冷却剂管1110。如前所述,即使使用与冷却剂管相关联的这种密封布置结构,超临界加工流体也可能泄漏到主轴1106与刀具保持器1104之间的腔1120中。腔1120中的加压超临界加工流体的积聚可以导致刀具保持器1104后方的压力积累,这可能不期望地导致刀具保持器1004从主轴1106强制移除。
66.因此,在所描绘的实施方式中,刀具保持器1104包括排放通道1122,排放通道1122构造成对腔1120提供压力释放。具体而言,排放通道与腔1120、以及刀具保持器1104的外部处于连通,使得可能无意中泄漏到腔1120中的任何超临界加工流体1150可以从排放通道1122排出。以这种方式,由于超临界流体泄漏到腔1120中产生的压力无法在刀具保持器1104后方积聚。虽然排放通道1122示出为形成在刀具保持器1104中,但是应当理解的是,其他布置结构也可以是合适的。例如,在其他实施方式中,除了排放通道1122形成在刀具保持器1104中之外,或者作为排放通道1022形成在刀具保持器1004中的替代性方案,排放通道可以形成在主轴1106中。
67.除了上述内容之外,刀具保持器1104包括凹部1119,凹部1119形成在刀具保持器的朝向刀具1102与工件(未示出)之间的切割界面定向的表面上。如上所述,超临界加工流体1150趋于沿与供超临界加工流体1150离开的表面正交的方向定向。因此,凹部可以在下述位置中具有平坦表面:形成在刀具保持器中的通道1118的出口所处的位置。此外,这些平坦表面可以沿下述方向定向:该方向与超临界加工流体在通道内接近出口的流动的方向正交。替代性地或附加地,形成在刀具保持器的远端部分上并与通道相关联的这些平坦表面可以定向成使得这些平坦表面与朝向切割界面定向的远端方向正交。根据特定实施方式,该方向可以包括定向在远端方向上的分量和径向分量两者,使得该方向相对于刀具保持器的纵向轴线和刀具的纵向轴线成角度。该径向分量可以沿径向方向从刀具和刀具保持器向外定向以及/或者朝向穿过刀具和刀具保持器的中央轴线向内定向,如图中所描绘的。在任一种情况下,使用与形成在刀具保持器中的一个或更多个通道相关联的一个或更多个平坦表面可以在操作期间提供从刀具保持器至期望的切割界面的超临界加工流体的期望流动。
68.在上述实施方式中,平坦表面的使用是用于将超临界加工流体的流沿期望的方向导引的,平坦表面可以形成在对应的凹部中或形成在刀具保持器的另一合适的表面特征部中。然而,也设想了下述实施方式:在该实施方式中,定位在刀具保持器的远端部分上并与刀具保持器中的一个或更多个通道1118处于流体连通的一个或更多个喷嘴传输超临界加
工流体的流。例如,喷嘴——该喷嘴可以具有朝向喷嘴的远端梢部变窄的渐缩横截面轮廓——可以用于将超临界加工流体的流沿上述方向朝向期望的切割界面导引。喷嘴可以使用任何合适的连接包括螺纹连接、焊接、机械互锁部件和/或任何其他合适的连接来附接至刀具保持器的远端部分。此外,喷嘴可以永久地附接至刀具保持器和/或可以是可移除的,因为本公开不限于这种方式。
69.图12是根据一些实施方式的刀具1200的一个实施方式的侧视图。特别地,刀具1200可以构造成铣削刀具和/或与加工中心一起使用,但是也可以设想其他加工刀具。刀具包括远端端部1202和近端端部1204(例如,刀具1200的柄),近端端部1204可以接纳在加工系统(未描绘)的刀具保持器中。在图12的实施方式中,超临界加工流体流动通过刀具的入口,该入口在所描绘的实施方式中是流动限制件1230的入口。流动限制件可以位于刀具的近端部分或近端端部中。然而,也可以设想流动限制件远离刀具的近端端部的实施方式。
70.在流动到流动限制件1230中后,超临界加工流体可以流动到流体通道1216中,流体通道1216在流动限制件的下游并且与流动限制件处于流体连通。与流动限制件相比,通道可以具有增大的直径和对应减小的流动阻力。因此,超临界加工流体可以在流体通道内膨胀。一旦超临界加工流体1250在流体通道1216中膨胀,超临界加工流体就可以通过形成在刀具中的并与流体通道处于流体连通的孔口流出。例如,在一个实施方式中,位于远离刀具的远端端部的刀具的一部分上的多个第一孔口1210和/或形成在刀具的远端端部上的一个或更多个第二孔口1220可以用于将膨胀的超临界加工流体的流导引到期望的切割界面上。如所示出的,孔口1210和1220中的每一者构造成使得膨胀的超临界加工流体1250沿大致平行于刀具1200的纵向轴线的方向输送至切割界面。然而,也设想了下述实施方式:在该实施方式中,超临界加工流体沿相对于刀具的纵向轴线成角度的方向导引。
71.在图12中所描绘的实施方式中,流动限制件1230设置为插入件,该插入件设置在形成于刀具1200的近端部分中的对应地定尺寸和定形状的腔中。例如,流动限制件可以经由螺纹部1218旋拧到形成在刀具1200的近端部分中的螺纹凹部中的阀或其他构型,但是如前所述可以使用任何其他合适类型的连接。流动限制件在一个或更多个流体通道1216的上游并与一个或更多个流体通道1216处于流体连通,一个或更多个流体通道1216至少部分地沿着刀具的长度延伸并且在一些情况下完全沿着刀具的长度延伸。一个或更多个流体通道与一个或更多个对应的孔口1210和1220处于流体连通,孔口或者远离刀具的远端端部或者位于刀具的远端端部处。如上所述,流动限制件1230的流动阻力可以大于刀具的流体通道和一个或更多个孔口的流动阻力。
72.在上述实施方式中,流动限制件1230旋拧到刀具1200中。然而,应当理解的是,可以使用任何合适的联接。例如,在其他实施方式中,流动限制件可以使用压配合、焊接、铜焊和/或连接的任何其他合适类型连接来连接至刀具,因为本公开不限于这种方式。另外,还设想了流动限制件与刀具一体形成的实施方式。
73.在图12中所描绘的实施方式中,流动限制件1230具有延伸穿过流动限制件的直的窄的孔口1228。然而,应当理解的是,流动限制件可以具有能够以所描述的方式进行操作的任何合适的构型,例如包括与刀具的流体通道处于流体连通的喷嘴和/或任何其他合适的构型。此外,根据所使用的刀具的类型、工件或超临界加工流体成分,可能需要不同类型的流动限制件。
74.本公开的各个方面可以单独使用、组合使用或以在前述实施方式中没有具体讨论的各种布置结构中使用,并且因此不限于在前述描述中阐述的或附图中图示的部件的细节和布置结构中的应用。例如,在一个实施方式中描述的各方面可以以任何方式与在其他实施方式中描述的方面组合。因此,尽管已经结合各种实施方式和示例描述了本教导,但是本教导并不旨在局限于这种实施方式或示例。相反,如本领域技术人员将理解的,本教导涵盖各种替代性方案、改型和等同方案。因此,前述描述和附图仅作为示例。
75.另外,本文中描述的一些实施方式可以实施为提供示例的方法。作为该方法的一部分执行的动作可以以任何合适的方式排序。因此,可以构造以下实施方式:在该实施方式中,以与所示的顺序不同的顺序执行动作,这可以包括同时执行一些动作,即使这些动作在说明性实施方式中示出为顺序动作。
76.此外,一些动作可以描述为是由“使用者”所采取的动作。应当理解的是,“使用者”不必是单个个体,并且在一些实施方式中,由“使用者”引起的动作可以由一组个体和/或个体结合计算机辅助刀具或其他机构来执行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1