一种安全节能高效的“三高”废水处理工艺的制作方法
1.本发明涉及废水处理技术领域,具体涉及一种安全节能高效的“三高”废水处理工艺。
背景技术:
2.近年来,石油、化工、印染、制药等行业迅速发展,产生了大量高有机物、高盐、高cod的“三高”废水,给生态环境带来了极大的危害。由于“三高”废水的毒性强、稳定性高,传统高级氧化处理后的废水仍存在生化处理效果差的问题,其它物理和化学方法要么处理效果不好,要么处理成本高,因此对该类废水的处理一直是污水处理界公认的难题。为此,人们一直不懈地研究经济且处理效果好的新工艺,提出了如特种生物法、高级氧化技术、膜法等,但均尚未形成可用于工程处理实践且兼具效果和经济性的工艺。
3.芬顿氧化法属于高级氧化技术,对于水中难降解有机物具备一定的处理效果,但在实际应用中仍存在以下不足:1)传统的芬顿反应发生在一个静态容器或反应室中,h2o2利用率低,有机物降解不完全;2)简单的芬顿反应必须在ph<3的酸性介质中进行,极低的ph值大大增加了水处理成本;3)芬顿反应处理后的废水生化性较差。
技术实现要素:
4.针对传统高级氧化处理后的废水仍存在生化处理效果差的问题,本发明提供一种安全节能高效的“三高”废水处理工艺,采用湿式催化氧化技术处理“三高”废水,即采用空气做氧化剂,并在催化剂作用下,合理控制温度、压力、ph值等工艺指标,达到了提高难降解有机物去除率、有效降低废水处理成本的目的。
5.一种安全节能高效的“三高”废水处理工艺,包括如下步骤:
6.(1)废水预热;
7.(2)废水空气混合升温;
8.(3)废水湿式催化氧化;
9.(4)处理水能量回收及分离步骤;
10.其中步骤(3)为采用空气做氧化剂,并在钌系催化剂的作用下,控制反应ph值为7~9、反应温度为200~220℃、反应压力为4.0~6.0mpa,在反应器中进行催化氧化;
11.步骤(4)为将处理水作为加热介质预热待处理废水,实现处理水与待处理废水的换热,然后对处理水进行气液分离。
12.控制反应ph值为7~9,是由于:处理“三高”废水时,反应系统内的ph值会先因中间体羧酸的累积而变小,然后因中间体的进一步氧化而略有升高,反应温度越高,物质的转化越快,ph值的变化就越剧烈。本技术限定反应ph值为7~9,可加快反应的速度和有机物的降解,避免过低的ph值对反应设备腐蚀的增加及材料使用费用的增长,同时还防止了低ph值导致的催化剂活性组分溶出和流失,避免了二次污染。
13.控制反应温度为200~220℃,是由于:温度t<100℃时,氧的溶解度随着温度的升
高而降低;温度t>150℃时,有机物的溶解度随着温度的升高而增大,氧在水中的传质系数随着温度的升高而增大;温度升高使溶液的粘度减小,因此温度升高有利于氧在液体中的传质和有机物的氧化。温度越高,有机物的氧化越完全。但是,温度升高,总压力增大,动力消耗增加,且反应器的要求越高。因此,本发明从经济角度考虑,根据不同废水成分及废水中有机物的结构,在200~220℃范围内选择合适的温度,既满足氧化的效率,又合理地考虑能量消耗费用。
14.控制反应压力为4.0~6.0mpa,是由于:系统压力的主要作用是保持反应系统内液相的存在,对氧化反应的影响并不显著。如果压力过低,大量的反应热会消耗在水的蒸发上,这样不但反应温度得不到保证,而且反应器有蒸干的危险。因此,根据反应温度,应控制反应压力为4.0~6.0mpa。
15.进一步的,步骤(1)具体为:使用热交换器预热待处理废水,热交换器的冷腔中通入待处理废水,热交换器的热腔中通入处理水(已处理完毕的水)。
16.进一步的,步骤(2)具体为:使用压缩机提高空气压力,然后使用喷射器将预热后的废水和压缩空气喷射进预反应器中进行预反应,然后再通过加热器进行混合升温。
17.进一步的,步骤(2)中压缩空气的理论需喷射量a按照如下公式计算:
18.a=4.3cod,其中cod表示废水降解的化学需氧量。
19.进一步的,步骤(2)中控制压缩机的空气过滤器压差为150~1200pa,空气过滤器两侧压差在此范围内,风机入口前的压力损失小,能保证空压机的出口压力,反之,压缩机入口前的压力损失大,减小了压缩机的出口压力。
20.进一步的,步骤(2)中控制预反应器的入口温度为150~230℃,压力为4.0~6.0mpa。当入口温度低于150℃,催化剂的活性低,无法完全转化高浓度废水中的有机物;当入口温度高于230℃,系统容易形成超压,甚至会出现反应器“蒸干锅”事故。
21.进一步的,步骤(3)中控制反应器的入口温度为150~230℃。反应器运行过程中,主要通过改变压缩空气量及反应器入口温度调节反应器床层的温升(一般在0.6℃左右);当入口温度低于150℃,催化剂的活性低,无法完全转化高浓度废水中的有机物;当入口温度高于230℃,系统容易形成超压,甚至会出现反应器“蒸干锅”事故。
22.进一步的,步骤(3)中控制反应器的出口温度为200~230℃。当出口温度低于200℃,催化剂的活性低,无法完全转化高浓度废水中的有机物;当出口温度高于230℃,压力低于4.0mpa,系统容易形成超压,甚至会出现反应器“蒸干锅”事故。
23.进一步的,步骤(3)的反应时间为0.1~2h,优选为1h。在不同的应用中,反应时间可从0.1~2h灵活控制调整,与生物处理相比,废水反应停留时间缩短许多,与传统的芬顿反应相比,更加节能高效。
24.本发明的有益效果在于,
25.(1)与常规的处理方法相比,本发明提供的“三高”废水处理工艺应用范围广,几乎可以无选择地有效氧化各类高浓度有机废水,废水经处理后可生化性(b/c比)同比提升3倍以上;
26.(2)处理效率高,在合适的温度和压力条件下,cod处理效率可以达到90%以上,对难降解“三高”废水具有良好的处理效果;
27.(3)氧化速率快,反应停留时间在0.1~2h内,与生物处理相比,废水的反应停留时
间短了许多,因此本发明工艺所使用的处理装置比较小,占地少,结构紧凑,易于管理,与传统的fenton反应相比,更加节能高效;
28.(4)绿色环保,氧化有机物时,c被氧化为co2,n被氧化为nh3、no3‑
、n2,有机物和硫化物被氧化为相应的无机卤化物和硫化物,在反应过程中没有no
x
、so2、hcl、co等有害物质产生,无二次污染;
29.(5)能耗少并可以回收反应热能,本发明工艺处理有机物所需的能量就是进水和出水的热焓差,系统的反应热可以用来加热进料,而从系统中排出的热量可以用来产生蒸汽或加热水,反应放出的气体用来使涡轮机膨胀,产生机械能或电能等。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
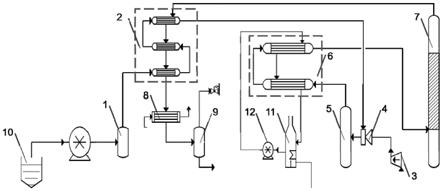
31.图1是本发明具体实施方式的工艺流程图。
32.图中,1
‑
缓冲罐,2
‑
热交换器,3
‑
压缩机,4
‑
喷射器,5
‑
预反应器,6
‑
加热器,7
‑
反应器,8
‑
冷却器,9
‑
气液分离器,10
‑
废水源,11
‑
导热油炉,12
‑
循环泵。
具体实施方式
33.为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
34.实施例1
35.一种安全节能高效的“三高”废水处理工艺,包括如下步骤:
36.(1)废水预热:将待处理废水通入热交换器的冷腔中预热;
37.(2)废水空气混合升温:使用压缩机提高空气压力,然后使用喷射器将预热后的废水和压缩空气喷射进预反应器中进行预反应,然后再通过加热器进行混合升温,压缩空气的理论需喷射量a可根据公式a=4.3cod(g空气/l废液)计算,其中cod表示废水降解的化学需氧量,压缩机的空气过滤器采用程序自洁控制方式,空气过滤器两侧压差为150~650pa,自洁间隔为60s,预反应器的入口温度控制在150~230℃,压力控制在4.0~6.0mpa,当压力偏低或偏高时,可适当增加或减小压缩空气的风量;
38.(3)废水湿式催化氧化:混合升温后的废水和压缩空气进入反应器中反应,反应器内填装有钌系催化剂,控制反应器入口、床层、出口的温度和压力,具体的,控制反应器的入口温度为150~230℃、压力为4.0~6.0mpa,床层温度为200~220℃、压力为4.0~6.0mpa,出口温度为200~230℃、压力为4.0~6.0mpa,控制反应时间为0.1~2h、反应ph值为7~9,得到处理水;
39.反应过程中,单位质量有机物被氧化所释放的理论热量h按照公式h=4.3cod
×
3.16=13.6cod(kj/l废液)计算,其中cod为废水降解的化学需氧量,该部分热量能够维持
反应器内的反应温度,达到节能降耗的目的;
40.可通过改变压缩空气量及反应器入口温度来调节反应器的温升,当废水经过床层的绝热温升偏大、压力偏高时,可适当减小压缩空气的风量及反应入口温度;当废水经过床层的绝热温升偏小、压力偏低时,可适当增加压缩空气的风量及入口温度;
41.反应放出的气体经收集可用于使涡轮机膨胀,产生机械能或电能;
42.(4)处理水分离步骤:处理水通入步骤(1)热交换器的热腔中,作为加热介质与待处理废水进行能量交换,然后处理水进入气液分离器进行气体和液体的分离。
43.实施例2
44.在实施例1的基础上,压缩机的空气过滤器还可以采用差压自洁控制方式,空气过滤器两侧压差为650~1200pa,自洁间隔为30s。
45.实施例3
46.在实施例1或实施例2的基础上,可采用如下处理设备:
47.一种“三高”废水处理设备,包括缓冲罐1、热交换器2、压缩机3、喷射器4、预反应器5、加热器6、反应器7、冷却器8和气液分离器9,缓冲罐1的进水口连接废水源10(如废水储罐、废水池等),缓冲罐1的出水口与热交换器2的冷流进口连通,热交换器2的冷流出口与喷射器4的进水口连通,压缩机3与喷射器4的进气口连通,喷射器4的喷射口与预反应器5的进口连通,预反应器5的出口与加热器6的进口连通,加热器6的出口与反应器7的进口连通,反应器7的出口与热交换器2的热流进口连通,热交换器2的热流出口与冷却器8的进口连通,冷却器8的出口与气液分离器9的进口连通;其中热交换器2可以根据废水中的悬浮物选择不同种类,当废水中悬浮物较多时采用立式逆流管套式热交换器,悬浮物少时采用多管式热交换器;压缩机3可以选择三段或四段的复式压缩机,加热器6可以选择导热油加热器,加热器6的导热油出口连接有导热油炉11,导热油炉11通过循环泵12与加热器6的导热油进口连通;反应器7可以选择固定床动态反应器;气液分离器9可以选择内装旋流组件和折流板的组合式气液分离器。
48.实施例4
49.使用实施例1的方法,处理“三高”废水,废水经立式逆流管套式热交换器预热,空气经三段复式压缩机压缩,通过喷射器喷射进入预反应器中,控制预反应器内温度、压力,从预反应器出来的混合废水通过导热油加热器加热后进入固定床动态反应器,反应器内装填有以钌作为催化剂活性成分的非均相催化剂,控制反应器入口、床层及出口温度和压力,控制反应ph值,废水在反应器内反应1h,然后得到处理水,处理水进入热交换器中作为加热介质与待处理废水进行能量交换,实现冷却,之后进入气液分离器中分离。
50.本实施例“三高”废水处理前后的组分如下表1、2所示,可以看出,本发明提供的废水处理工艺对“三高”废水具有良好的去除效果。
51.表1“三高”废水处理前的组分
52.序号化验项目指标分析方法1外观酱黑色的液体目测2ph9.5便携式ph计3cod2.06
×
105mg/l快速消解分光光度法(hj/t399
‑
2007)4tn3.9
×
103mg/l紫外分光光度法(gb/t11894
‑
1989)
5tds9.39mg/l重量法(gb/t11901
‑
1989)6甲苯类1.1
×
103mg/l色谱法7氰化物0.0041mg/l 8总酚类526mg/l色谱法9甲酸等羰基化合物4.5
×
104mg/l 10有机氯化物1.52mg/l 11氨氮1.3
×
103mg/l纳氏试剂分光光度法(hj535
‑
2009)12石油类106mg/l色谱法13悬浮物124mg/l重量法14总磷102mg/l钼酸铵分光光度法(gb/t11903
‑
1989)
53.表2气液分离器液体排放组分
[0054][0055][0056]
尽管通过参考附图并结合优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求所述的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1