用于熔模铸造的节水型蜡模清洗设备的制作方法
1.本发明属于机械技术领域,涉及熔模铸造技术,具体涉及在熔模铸造过程中用于对蜡模进行清洗的设备。
背景技术:
2.熔模铸造又称失蜡铸造,首先需要用蜡制作所要铸造的零件的模型,称为蜡模,然后在蜡模上涂上一层泥浆(一般称为沾浆),在泥浆表面填砂后晾干形成壳模,然后再将蜡模熔化从壳膜中流出,壳模内原来由蜡模占居的空间形成铸造型腔,壳模经烧制硬化后,在型腔内浇注金属熔液完成铸造。
3.由于型腔基于蜡模形成,蜡模的表面精度直接决定于铸造零件的表面精度,蜡模在制作过程中,需要进行组焊和/或表面打磨修复处理,这个过程中会产生很多蜡屑依附在蜡模表面,如果在沾浆前不将蜡模表面蜡屑去除干净,最终会造成铸造零件表面瑕疵,为后续的表面处理带来麻烦。因此,在熔模铸造工艺中,一般会在沾浆工序之前设置一道蜡模清洗工序。
4.蜡模清洗主要是采用喷头冲洗的方式,现有的蜡模清洗设备主要由蜡模传送轨道、冲洗室组成,冲洗室内固定设置喷头。使用时,蜡模吊挂在传送轨道上,随传送轨道缓慢地经过喷头完成蜡模冲洗工作,有的设备在冲洗基础上还加设了烘干室,以使冲洗后的蜡模可以更快的晾干。
5.现有蜡模清洗设备在清洗的过程中,蜡模是间断地经过喷头的,在前后两个蜡模经过某一个喷头的空档里,喷头喷出的水造成大量的水资源浪费。针对这个问题,虽然可以通过设置传感器判断是否有蜡模经过,然后通过电磁阀控制冲洗喷头水管的阀门开关,达到冲洗喷头按需喷水的效果,但是在有水的环境下,传感器等电子器件容易损坏。
技术实现要素:
6.本实用新型针对现有蜡模清洗设备浪费水的问题,提出一种对现有蜡模清洗设备的改进方案,该方案可以在不设置传感器、电磁阀等电子器件的前提下,通过纯机械手段实现冲洗喷头按需喷水的控制。
7.为实现上述目的,本实用新型采用的技术方案是:用于熔模铸造的节水型蜡模清洗设备,包括清洗室、用于传送蜡模的间歇式传送机构,所述清洗室内设置有用于冲洗蜡模的冲洗喷头,所述冲洗喷头通过阀门连接水源,所述传送机构包括穿过清洗室的轨道、铺设在轨道的滑动腔内的传送链、在传送链上等间距设置的蜡模悬挂机构、驱动传动链的主动链轮、驱动主动链轮间歇转动的伺服电机;传送机构被设置为:单次传送距离等于蜡模悬挂机构的间距,且每次传送停止时,一个蜡模悬挂机构携带的蜡模刚好位于冲洗喷头的冲洗位置上;
8.其特征在于,所述阀门设置在所述轨道上,所述阀门的开关部件伸入轨道内,传送链上等间距设置阀门开关部件的推动部件,一个推动部件对应一个蜡模悬挂机构,当蜡模
悬挂机构携带蜡模运动到冲洗喷头的冲洗位置时,与其对应的推动部件刚好推动阀门的开关部件将阀门打开,当蜡模悬挂机构携带蜡模离开冲洗喷头的冲洗位置,与其对应的推动部件推动阀门的开关部件将阀门关闭。
9.进一步地,所述轨道的滑动腔底部设有开口,蜡模悬挂机构上端穿过开口与传送链连接。
10.进一步地,所述阀门包括阀体,阀体上设有进水口和出水口,阀体内设阀座、阀芯、阀杆,阀芯设置在阀座上方,阀芯底面与阀座顶面液密性滑动配合,阀座上设有分别与进水口和出水口连通的进水腔和出水腔,阀座内设有四个阀座通道,其中,两个进水侧阀座通道与进水腔连通,两个出水侧阀座通道与出水腔连通。四个阀座通道的开口位于阀座顶面上绕轴心呈90度旋转对称。
11.阀芯内设有阀芯通道,阀芯通道的两端开口位于阀芯底面上,阀芯通道的两端开口呈180度旋转对称,并与四个阀座通道上端的开口90度旋转重合。
12.阀杆下端与阀芯顶面配合连接,阀杆上端设转盘,转盘圆周上均匀设置4个缺口,传送链的外链板上设有与蜡模悬挂机构一一对应的圆柱销,圆柱销与缺口配合推动转盘旋转,每次旋转90度。
13.进一步地,阀杆下端通过扁平的连接头与阀芯顶面上的槽配合连接,阀杆上端设方形连接头,转盘通过中心方孔安装在阀杆的上端,
14.进一步地,所述清洗室底部设有集水槽,所述集水槽底部设有排水口。
15.进一步地,所述蜡模清洗设备还包括烘干室,所述烘干室可以选择最简便的自然风风干的方式,例如在烘干室内设置一台或几台鼓风机,鼓风机出口朝向悬挂中的蜡模。也可以选择热风烘干或者微波烘干等其它烘干方式。
16.本实用新型的有益效果是:在不设置传感器、电磁阀等电子器件的前提下,通过一种专用阀门的设置实现冲洗喷头按需喷水的控制。
附图说明
17.图1是本实用新型所述蜡模清洗设备的一种实施例的整体结构示意图。
18.图2是清洗室内部结构示意图。
19.图3是俯视的清洗室内部结构示意图。
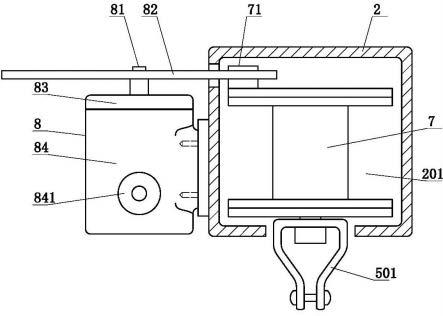
20.图4是阀门安装结构图。
21.图5是阀门内部平行于轴心的剖面结构示意图。
22.图6是阀门内部重直于轴心的剖面结构图。
23.图7是阀座与阀体实际角度关系示意图。
24.图8是阀杆、阀芯、阀座之间的位置关系示意图。
25.图9是阀芯与阀座之间具有液密性滑动配合关系的接触面结构图。
26.图10是传送链驱动转盘转动90度的过程示意图。
具体实施方式
27.下面结合附图,以一个相对具体的实施对本实用新型所述的蜡模清洗设备的结构组成及工作原理做进一步的说明。
28.参照图1,本例的蜡模清洗设备由清洗室4、烘干室3、蜡模的传送机构组成,蜡模的传送机构包括一闭合的环形轨道2,该闭合的环形轨道2由轨道支架1支撑,水平设置于空中,轨道2的一半先后穿过清洗室和烘干室,轨道内部为滑动腔,在轨道的滑动腔内铺设闭合的传送链7,用于驱动传送链的主动链轮(未示出)在清洗室和烘干室之外的某处,设置于环形轨道的内侧,链轮的齿伸入轨道内部与传送链啮合。通过伺服电机驱动主动链轮间歇转动,则可以带动传送链在环形轨道的滑动腔内间歇运动。
29.参照图2、3,所述轨道从清洗室的正中间悬空穿过。轨道2的滑动腔201底部开口,传送链上对应蜡模的一节链条的一个链轴下端铆接一铰链头501,铰链头501下端与一连接轴502的上端通过销钉铰接,连接轴502的下方设置一个挂架503,挂架上方横梁中间设有一轴孔,连接轴的下端穿过轴孔设置一轴冒5021,轴冒托住挂架。挂架可绕连接轴旋转。挂架两侧的侧框下部向内收拢,挂架底部开口,蜡模的浇口棒上端连接一连接棒601,连接棒601上端设有倒锥形连接头6011,蜡模可以轻松地挂到挂架上,或者从挂架上取下。清洗室4底部设置截面为倒梯形的集水槽402。
30.在清洗室内共设置有两组冲洗喷头,每组冲洗喷头对应一个待清洗蜡模。每组冲洗喷头包括四个,其中两个第一冲洗喷头411、421设置在轨道2的左侧,两个第二冲洗喷头412、422设置在轨道2的右侧。两个第一冲洗喷头中,一个第一冲洗喷头4111偏上设置,出水方向倾斜朝下,另一个第一冲洗喷头4112偏下设置,出水方向倾斜朝上;两个第二冲洗喷头中,也是一个第一冲洗喷头4121偏上设置,出水方向倾斜朝下,另一个第一冲洗喷头4122偏下设置,出水方向倾斜朝上。
31.第一组冲洗喷头中,在蜡模传送方向上,位于左侧的第一冲洗喷头411相对于蜡模偏前一些,位于右侧的第二冲洗喷头412相对于蜡模偏后一些,第一冲洗喷头411和第二冲洗喷头412前后错开。当对蜡模进行冲洗时,第一冲洗喷头411和第二冲洗喷头412的水流在蜡模上形成一个顺时针旋转推力,使蜡模在冲洗时持续顺时针旋转。
32.第二组冲洗喷头中,在蜡模传送方向上,位于左侧的第一冲洗喷头421相对于蜡模偏后一些,位于右侧的第二冲洗喷头422相对于蜡模偏前一些,第一冲洗喷头421和第二冲洗喷头422后前错开。当对蜡模进行冲洗时,第一冲洗喷头421和第二冲洗喷头422的水流在蜡模上形成一个逆时针旋转推力,使蜡模在冲洗时持续逆时针旋转。
33.一个蜡模先后经过两组冲洗喷头包括上下两个倾斜方向的逆时针转动冲洗和顺时针转动冲洗后,基本可以保证表面无蜡屑残留的清洗效果。
34.参照图4-10,用于控制冲洗喷头与水源通断的阀门8设置在轨道2的侧面,阀门由阀盖83、阀体84、阀座86、阀芯85、阀杆81、转盘82组成,阀体上设有进水口841和出水口842(进出水口没有方向性,可以相互通用)。阀座在阀体内靠下安装,阀座上设有一个进水腔861、一个出水腔862和四个阀座通道。
35.进水腔861与阀体上的进水口841连通,出水腔862与阀体上的出水口842连通;四个阀座通道中,两个进水侧阀座通道863下端与进水腔861连通,两个出水侧阀座通道864下端与出水腔862连通。
36.四个阀座通道上端的开口位于阀座顶面上绕轴心呈90度均匀分布。两个进水侧阀座通道863上端的开口与两个出水侧阀座通道864上端的开口180度旋转对称。
37.阀芯设置在阀座上方,阀芯底面与阀座顶面液密性滑动配合,阀芯内设有一阀芯
通道851,阀芯通道851的两端开口位于阀芯底面上,阀芯通道851的两端开口呈180度旋转对称,并与四个阀座通道上端的开口90度旋转重合。阀芯每旋转90度,连通进水口841和出水口842一次,如图5、图6所示。这里面要说明的是:为了在截面内示意从进水口到出水口之间通路,图5、图6中阀座的角度相对于实际安装角度旋转了45度。阀座在阀体内的实际安装角度如图7所示。
38.阀杆下端通过扁平的连接头与阀芯顶面上的槽配合连接,阀杆上端设方形连接头,转盘82通过中心方孔安装在阀杆的上端,转盘圆周上均匀设置4个缺口821,传送链7的外链板上设有与蜡模悬挂机构一一对应的圆柱销71,圆柱销71与缺口821配合推动转盘旋转,每次旋转90度。
39.当传送链运行,传送链上的蜡模悬挂机构携带蜡模即将到达清洗位置时,传送链上对应的圆柱销71到达转盘82边缘,并进入缺口开始推动转盘,如图10左图所示;当蜡模到达清洗位置,传送链停止运行,圆柱销刚好推动转盘转过45度,如图10中图所示;此时阀芯连通进水口841和出水口842,阀门打开,冲洗喷头出水开始对蜡模进行清洗,清洗达到设定时间后,重新启动传送链,传送链上的蜡模悬挂机构携带蜡模开始离开清洗位置,圆柱销71推动转盘82转动,阀门开始关闭。当圆柱销从另一侧离开始缺口,圆柱销刚好推动转盘转过下一个45度,阀门关闭,如图10右图所示。传送链继续运行,直到后一个蜡模悬挂机构携带下一个蜡模到达该清洗位置,下一个蜡模悬挂机构对应的圆柱销推动转盘82转动再下一个45度,阀门再次打开,传送链再次停止运行,开始下一个蜡模的清洗。不难理解,本实用新型提出的这种阀门的设置,可以在不设置传感器、电磁阀等电控元器件的情况下,实现当待清洗蜡模到达清洗位置时,冲洗喷头自动出水完成清洗,而当清洗后蜡模离开清洗位置时,冲洗喷头则会自动停止出水。并在下一个待清洗蜡模到达之前,保持关闭状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1