一种从有机废液中回收乙醇的系统的制作方法
1.本实用新型属于乙醇回收技术领域,具体地说是一种从有机废液中回收乙醇的系统。
背景技术:
2.山梨酸(sorbic acid),又称为清凉茶酸、2,4-己二烯酸、2-丙烯基丙烯酸。山梨酸和山梨酸钾是应用最广的防腐剂,具有较高的抗菌性能,抑制霉菌的生长繁殖,通过抑制微生物体内的脱氢酶系统,达到抑制微生物的生长和起防腐作用,对霉菌、酵母菌和许多好气菌都有抑制作用,广泛用于食品、饮料、酱菜、烟草、医药、化妆品、农产品等行业,还用于动物饲料、化妆品、药品、包装材料和橡胶助剂等。
3.乙烯酮法是国际上工业化生产较普遍采用的方法。醋酸经高温裂解生成乙烯酮,然后与巴豆醛缩合成聚酯,再经水解、离心、洗涤得到粗品,山梨酸粗品经精制、中和、干燥得到山梨酸或山梨酸钾成品。以上生产过程中的聚酯中间体需要在盐酸环境下水解生成山梨酸粗品,导致山梨酸粗品中含有大量的盐酸、反应残留物(又称焦油)等杂质,为保证山梨酸产品合格,需要在离心过程中依次使用纯水、浓度约50%的乙醇洗液对山梨酸粗品进行多次清洗,以保证离心、洗涤后山梨酸粗品氯离子含量降至200mg/kg以内,同时在洗涤过程中得到大量含有盐酸、乙醇、焦油等杂质的酸性有机废液。
4.山梨酸洗涤过程中得到的酸性有机废液主要杂质含量(w%)为:盐酸约0.15-0.25%、乙醇约20%-25%、焦油约5-7%、山梨酸约5-7%、cod约10000mg/l,该废液具有产生量大、酸性及腐蚀性强、抑菌性强、处理难度高的特点,无法通过常规的生化系统进行处理,处理成本极高。该废水的有效处理是制约山梨酸行业发展的难题之一。
5.目前山梨酸有机废水广泛采用焚烧的方式进行处理。具体流程为:先向高浓废水中加入片碱,将废水ph值中和至7-10,后将中和后的有机废水送至焚烧炉进行高温焚烧,生成的固体废盐由炉底产出,冷却后作为固体废弃物委托合规企业进行处理;焚烧过程中产生的烟气,先经二次燃烧加热至1100℃以上,消除二恶英类污染物,后进入余热锅炉进行换热降温至500-550℃,再进入急冷塔快速降温至200℃以下,再依次经过脱酸除尘、烟气风机后高空排放。
6.该方案为常规的处理方案,生成的固体废弃物再进行处理,生成的烟气经处理后达标排放,可有效的解决山梨酸生产过程中酸性有机废水的处理难题。
7.但是上述对有机废水的处理方案存在下述缺点:
8.(1)酸性有机废水水量大,且废水内有机物含量较低,热值偏低,焚烧过程消耗大量的燃料及热量,焚烧处理成本巨大,运行费用高;
9.(2)工艺流程长,设备配置较多,工艺稳定性较差。焚烧炉是核心设备,对设备材质及防腐要求较高,装置投资费用较大,并存在烟气超标排放的运行风险;
10.(3)处理过程产生大量的其他废物,处理不彻底。本方案为降低对后续设备的腐蚀,采用先中和后焚烧的处理方式,导致焚烧后产生大量的难以处理的固体废盐和固体废
物,这些废物部分属于危险废弃物,需要专门的危废处理渠道进行处理,处理难度及成本较高;
11.(4)酸性有机废水中的山梨酸、乙醇等物质无法回用,物料消耗高,运行费用高,还造成资源的极大浪费。
技术实现要素:
12.为解决上述问题,本实用新型提供一种从有机废液中回收乙醇的系统,可以回收含盐酸、乙醇的有机废液中的乙醇及蒸馏水,回用后的乙醇及蒸馏水重新用于山梨酸粗品的洗涤,不仅可以大幅减少酸性有机废水的产生水量,实现乙醇及蒸馏水的重复使用,节约水资源及乙醇原料,还可以大幅降低酸性废水的处理难度,并具有优异的节能效果,彻底解决盐酸、乙醇有机废水的处理难题。
13.本实用新型是通过下述技术方案来实现的:
14.一种从有机废液中回收乙醇的系统,包括有机废液输入管、循环泵、蒸发釜、气液分离装置、蒸馏水槽、冷凝器和真空机组;循环泵进出口端通过循环输送管与气液分离装置连接,有机废液输入管与循环输送管连接;气液分离装置通过含乙醇蒸汽输送管和高浓度废液输送管分别与冷凝器和蒸发釜连接;冷凝器底部连接设有高浓度乙醇输出管,真空机组通过抽真空管与冷凝器连接,真空机组上连接设有不凝气输送管;气液分离装置上连接设有与蒸发釜和蒸馏水槽分别连通的二次蒸汽输送管和出水管,蒸发釜底部连接设有含焦油盐酸残液输送管;蒸馏水槽底部连接有蒸馏水出管。
15.本实用新型的进一步改进还有,气液分离装置包括加热器和气液分离器;加热器下端通过第一循环输送管与循环泵出口端连接,其上端通过加热有机废液输送管与气液分离器连接,气液分离器下部通过第一循环输送管与循环泵的进口端连接;二次蒸汽输送管和出水管分别连接于加热器的上下两端;含乙醇蒸汽输送管连接于气液分离器的顶部;高浓度废液输送管与气液分离器底部连接;有机废液输入管与第一循环输送管靠近气液分离器的一端连接。
16.本实用新型的进一步改进还有,气液分离器采用卧式结构,其底部设有与高浓度废液输送管连接的排液管,排液管顶部距离气液分离器底部高度距离为h1,h1为气液分离器直径的1/3~2/3。
17.本实用新型的进一步改进还有,气液分离器内部设有对排液管包围的内套管;内套管底部与气液分离器底部高度距离为h3,其顶部与气液分离器顶部高度距离为h4;且h3≥3cm,h4≥3cm。
18.本实用新型的进一步改进还有,气液分离器一端设有与加热有机废液输送管连接的进液管,其顶部设有与含乙醇蒸汽输送管连接的放气管;进液管与放气管呈90度设置。
19.本实用新型的进一步改进还有,气液分离装置为薄膜蒸发器;薄膜蒸发器下端通过第二循环输送管与循环泵进口端连接,循环泵出口端通过第二循环输送管与薄膜蒸发器顶部连接;二次蒸汽输送管和出水管分别与薄膜蒸发器的上下两端连接;含乙醇蒸汽输送管与薄膜蒸发器侧壁连接;高浓度废液输送管与第二循环输送管靠近薄膜蒸发器底部的一端连接,且高浓度废液输送管上设有采出泵;有机废液输入管与第二循环输送管靠近薄膜蒸发器顶部的一端连接。
20.本实用新型的进一步改进还有,薄膜蒸发器侧壁的上下端分别设有上、下蒸汽出口,并分别与含乙醇蒸汽输送管连接。
21.本实用新型的进一步改进还有,蒸馏水槽顶部通过排气管与含乙醇蒸汽输送管连接,且排气管上设有控制阀门。
22.本实用新型的进一步改进还有,高浓度废液输送管底部设有u型管,u型管高度为h2,且h2≥30cm。
23.从以上技术方案可以看出,本实用新型的有益效果是:
24.整体结构简单,实现容易,实用性好;可以回收含盐酸、乙醇的有机废液中的乙醇及蒸馏水,回用后的乙醇及蒸馏水重新用于山梨酸粗品的洗涤,不仅可以大幅减少酸性有机废水的产生水量,实现乙醇及蒸馏水的重复使用,节约水资源及乙醇原料,还可以大幅降低酸性废水的处理难度,并具有优异的节能效果,彻底解决盐酸、乙醇有机废水的处理难题。
附图说明
25.为了更清楚地说明本实用新型的技术方案,下面将对描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
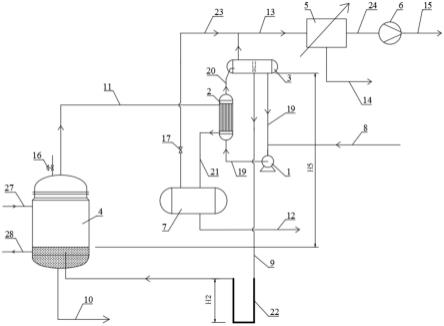
26.图1为本实用新型具体实施方式的实施例1示意图。
27.图2为本实用新型具体实施方式的气液分离器结构示意图。
28.图3为本实用新型具体实施方式的实施例2示意图。
29.附图中:1、循环泵,2、加热器,3、气液分离器,4、蒸发釜,5、冷凝器,6、真空机组,7、蒸馏水槽,8、有机废液输入管,9、高浓度废液输送管,10、含焦油盐酸残液输送管,11、二次蒸汽输送管,12、蒸馏水出管,13、含乙醇蒸汽输送管,14、高浓度乙醇输出管,15、不凝气输送管,16、卸真空阀,17、控制阀门,18、薄膜蒸发器,19、第一循环输送管,20、加热有机废液输送管,21、出水管,22、u型管,23、排气管,24、抽真空管,25、第二循环输送管,26、采出泵,27、蒸汽输入管,28、凝水输出管,31、排液管,32、内套管,33、放气管,34、进液管,35、出液管。
具体实施方式
30.为使得本实用新型的目的、特征、优点能够更加的明显和易懂,下面将结合本具体实施例中的附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本实用新型一部分实施例,而非全部的实施例。基于本专利中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本专利保护的范围。
31.实施例1
32.如图1-2所示,本实用新型公开一种从有机废液中回收乙醇的系统,包括有机废液输入管8、循环泵1、蒸发釜4、气液分离装置、蒸馏水槽7、冷凝器5和真空机组6;循环泵1进出口端通过循环输送管与气液分离装置两端连接,实现有机废液的循环;有机废液输入管8与循环输送管连接;气液分离装置通过含乙醇蒸汽输送管13和高浓度废液输送管9分别与冷
凝器5和蒸发釜4底部连接;冷凝器5底部连接设有高浓度乙醇输出管14,真空机组6通过抽真空管24与冷凝器5连接,真空机组6上连接设有不凝气输送管15;气液分离装置上连接设有与蒸发釜4顶部和蒸馏水槽7顶部分别连通的二次蒸汽输送管11和出水管21,蒸发釜4底部连接设有含焦油盐酸残液输送管10;蒸馏水槽7底部连接有蒸馏水出管12。
33.其中,蒸发釜4侧壁的上下两端分别连接设有蒸汽输入管27和凝水输出管28;外界蒸汽通过蒸汽输入管27通入蒸发釜4内,对高浓度废液输送管9输送的液体进行加热,换热后的凝水通过凝水输出管28排出。
34.其中,气液分离装置包括加热器2和气液分离器3;气液分离器3设置于加热器2的上部,加热器2下端通过第一循环输送管19与循环泵1出口端连接,加热器2上端通过加热有机废液输送管20与气液分离器3连接,气液分离器3下部通过第一循环输送管19与循环泵1的进口端连接;二次蒸汽输送管11和出水管21分别连接于加热器2的上下两端;含乙醇蒸汽输送管13连接于气液分离器3的顶部;高浓度废液输送管9与气液分离器3底部连接;有机废液输入管8与第一循环输送管19靠近气液分离器3的一端连接。
35.本系统实施例1的工艺过程如下(山梨酸工艺中):
36.a)含盐酸、乙醇的有机废液通过有机废液输入管8通入高浓度废液输送管9,并由循环泵1通过高浓度废液输送管9强制输入到加热器2内,含盐酸、乙醇的有机废液在循环泵1、加热器2、气液分离器3内循环,并加热、蒸发,气液分离器3上部得到蒸发的二效含乙醇蒸汽,气液分离器3底部得到二效采出物料(高浓度废液);
37.b)二效采出物料(高浓度废液)通过高浓度废液输送管9 进入蒸发釜4,通过与外界蒸汽换热(蒸汽从蒸汽输入管27进入,从凝水输出管28排出),进行再次蒸发,蒸发釜4顶部得到一效二次蒸汽,蒸发釜4底部得到含焦油盐酸残液;含焦油盐酸残液通过含焦油盐酸残液输送管10排出,送至炼焦装置进行焚烧处理或送至盐酸回收装置进一步回收盐酸;
38.c)蒸发釜4顶部的一效二次蒸汽通过二次蒸汽输送管11通入加热器2,作为加热器2的加热热源,对循环泵1循环的有机废液进行加热(间壁加热,即不直接接触;加热器2为换热器结构,比如板式换热器、管式换热器等),一效二次蒸汽换热后得到蒸馏水,通过加热器出水管21进入蒸馏水槽7内;在蒸馏水槽7内的蒸馏水通过蒸馏水出管12回用至山梨酸粗品离心工序,用于替代软水洗涤山梨酸粗品;
39.d)真空机组6通过抽真空管24抽真空,气液分离器3上部的二效含乙醇蒸汽通过含乙醇蒸汽输送管13进入冷凝器5;二效含乙醇蒸汽在冷凝器5内降温冷却得到底部的高浓度乙醇和上部的不凝气,高浓度乙醇通过高浓度乙醇输出管14回用至山梨酸粗品离心工序洗涤山梨酸粗品;不凝气通过真空机组6抽出,并通过不凝气输送管15经洗涤后排出。
40.上述工艺过程中,冷凝器5出口操作压力为-90kpa(表压)至-85kpa(表压);蒸发釜4内汽相温度为55~60℃;气液分离器3汽相温度为35~40℃;
41.上述工艺过程中,蒸发釜4采用压力≥0.5mpa的低压外界蒸汽加热;
42.上述工艺过程中,含盐酸、乙醇的有机废液衍生自山梨酸粗品洗涤废液;
43.上述工艺过程中,以质量浓度计算,蒸馏水出管12内蒸馏水乙醇含量≤0.46%,氯离子含量≤80mg/l;高浓度乙醇输出管14内的乙醇含量为50%~60%,氯离子含量≤20mg/l;
44.上述工艺过程中,以质量百分比计算,含焦油盐酸残液输送管10内的焦油盐酸残液的质量约为含盐酸、乙醇的有机废液(进料)质量的7.75%,即有92.25%的废水被回收利
用。
45.其中,如图1-2所示,气液分离器3采用卧式结构,气液分离器3底部设有与高浓度废液输送管9连接的竖立的排液管31,排液管31顶部距离气液分离器3底部高度距离为h1,h1为气液分离器3直径的1/3~2/3。气液分离器3内底部的液体通过排液管31采出,以保证气液分离器3内的液位稳定可控,液位高度固定,无需安装其他自控设备。
46.其中,如图2所示,气液分离器3内部设有对排液管31包围的竖立的内套管32;内套管32底部与气液分离器3底部高度距离为h3,其顶部与气液分离器3顶部高度距离为h4;且h3≥3cm,h4≥3cm。液体经内套管32底部进入排液管31,以保证气液分离器3底部沉积的焦油等重组分经排液管31排出气液分离器3,避免污染高浓度乙醇。
47.其中,如图2所示,气液分离器3一端设有与加热有机废液输送管20连接的进液管34,其底部另一端设有与第一循环输送管19连接的出液管35,其顶部设有与含乙醇蒸汽输送管13连接的竖立的放气管33;进液管34进口方向与放气管33呈90度设置。以降低气体雾沫夹带量,避免污染高浓度乙醇。
48.其中,如图1所示,气液分离器3底部与蒸发釜4内液面高度之差为h5,且h5≥1m。以保证二效采出物料(高浓度废液)可经过高浓度废液输送管9自流进入蒸发釜4内部,无需使用采出泵,节省成本。
49.其中,如图1所示,蒸馏水槽7顶部通过排气管23与含乙醇蒸汽输送管13连接,且排气管23上设有控制阀门17。可通过真空机组6抽取蒸馏水槽7内的不凝气体,且通过控制阀门17操作,可便于调整蒸馏水槽7内部真空度大小,保证系统稳定、可靠运行。
50.如图1所示,蒸发釜4内部与酸性物料接触部分为钛材或搪瓷材质,蒸发釜4上部设有卸真空阀16。便于检修期间打开卸真空阀16,将系统与大气连通;卸真空阀16采用电动开关阀或气动开关阀。
51.其中,如图1所示,高浓度废液输送管9底部设有u型管22,并形成u型水封,u型管22高度为h2,即水封高度为h2,且h2≥30cm。以保证气液分离器3与蒸发釜4内存在真空度差,保证系统稳定、可靠运行。
52.实施例2
53.本实施例与实施例1结构和工艺过程基本相同,其区别在于气液分离装置;
54.如图3所示,本实施例中,气液分离装置为薄膜蒸发器18;薄膜蒸发器18下端通过第二循环输送管25与循环泵1进口端连接,循环泵1出口端通过第二循环输送管25与薄膜蒸发器18顶部上部的喷淋头连接;二次蒸汽输送管11和出水管21分别与薄膜蒸发器18的上下两端连接;含乙醇蒸汽输送管13与薄膜蒸发器18侧壁连接;高浓度废液输送管9与第二循环输送管25靠近薄膜蒸发器18底部的一端连接,且高浓度废液输送管9上设有采出泵26;有机废液输入管8与第二循环输送管25靠近薄膜蒸发器18顶部的一端连接。
55.本系统实施例2的工艺过程如下(山梨酸工艺中):
56.a)含盐酸、乙醇的有机废液通过有机废液输入管8通入第二循环输送管25中,并由循环泵1强制输入到薄膜蒸发器18顶部,含盐酸、乙醇的有机废液在循环泵1、薄膜蒸发器18内循环,并加热、蒸发,薄膜蒸发器18内得到二效含乙醇蒸汽,薄膜蒸发器18底部得到二效采出物料(高浓度废液);
57.b)二效采出物料(高浓度废液)通过采出泵26采出,并通过高浓度废液输送管9 进
入蒸发釜4,通过与外界蒸汽换热(蒸汽从蒸汽输入管27进入,从凝水输出管28排出),进行再次蒸发,蒸发釜4顶部得到一效二次蒸汽,蒸发釜4底部得到含焦油盐酸残液;含焦油盐酸残液通过含焦油盐酸残液输送管10排出,送至炼焦装置进行焚烧处理或送至盐酸回收装置进一步回收盐酸;
58.c)蒸发釜4顶部的一效二次蒸汽通过二次蒸汽输送管11通入薄膜蒸发器18,作为薄膜蒸发器18的加热热源,对循环泵1循环的有机废液进行加热,一效二次蒸汽换热后得到蒸馏水,通过加热器出水管21进入蒸馏水槽7内;在蒸馏水槽7内的蒸馏水通过蒸馏水出管12回用至山梨酸粗品离心工序,用于替代软水洗涤山梨酸粗品;
59.d)真空机组6通过抽真空管24抽真空,薄膜蒸发器18内的二效含乙醇蒸汽通过含乙醇蒸汽输送管13进入冷凝器5;二效含乙醇蒸汽在冷凝器5内降温冷却得到底部的高浓度乙醇和上部的不凝气,高浓度乙醇通过高浓度乙醇输出管14回用至山梨酸粗品离心工序洗涤山梨酸粗品;不凝气通过真空机组6抽出,并通过不凝气输送管15经洗涤后排出。
60.其中,有机废液输入管8与第二循环输送管25靠近薄膜蒸发器18顶部的一端连接,即连接于循环泵1的出口端,从而能避免采出泵26直接采出。
61.薄膜蒸发器18侧壁的上下端分别设有上、下蒸汽出口,并分别与含乙醇蒸汽输送管13连接。保证对薄膜蒸发器18内的二效含乙醇蒸汽抽出的充分性和及时性,避免形成气阻。
62.本从有机废液中回收乙醇的系统,可以回收含盐酸、乙醇的有机废液中的乙醇及蒸馏水,回用后的乙醇及蒸馏水重新用于山梨酸粗品的洗涤,不仅可以大幅减少酸性有机废水的产生水量,实现乙醇及蒸馏水的重复使用,节约水资源及乙醇原料,还可以大幅降低酸性废水的处理难度,并具有优异的节能效果,彻底解决盐酸、乙醇有机废水的处理难题。
63.具体的,本系统将乙醇及蒸馏水从有机废水中分离出来,制得乙醇含量≤0.46%、氯离子含量≤80mg/l的蒸馏水产品和乙醇含量为50%~60%、氯离子含量≤20mg/l的高浓度乙醇产品,并将这两种产品重新用于山梨酸粗品的洗涤过程,大幅减少了软水及乙醇的消耗量,降低了物料消耗,同时减少了90%以上的废水产生量,大幅降低有机废液的处理难度,实现了有机废水的资源化利用。在不进行碱中和的前提下直接对废水进行两效蒸发,得到可供回用的蒸馏水产品及高浓度乙醇产品,即减少了废盐的产生量,又最大限度的节约了能源消耗。在实现废水资源化利用的同时,可实现废水中部分山梨酸粗品的回用,减少了废水处理造成的山梨酸粗品损耗。
64.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同、相似部分互相参见即可。
65.本实用新型的说明书和权利要求书及上述附图中的术语“上”、“下”、“外侧”“内侧”等如果存在是用于区别位置上的相对关系,而不必给予定性。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本实用新型的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含。
66.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因
此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1