一种板材除尘机构的制作方法
1.本技术涉及高分子板材加工技术领域,具体涉及一种板材除尘机构。
背景技术:
2.一般而言,pmma(聚甲基丙烯酸甲酯)板材在经过相应的加工工艺(如挤出、浇注),至生产线末端,需要进行离型层或膜的贴附,起到运输途中的保护作用(防止表面划伤)。然而,板材从制造完成至覆膜的车间内输送阶段,存在一定时间内被车间空气中灰尘所附着的现象,尤其对于挤出工艺板材,由于挤出口模处的急剧摩擦应力的形成与释放,使pmma板材表面积聚了大量静电荷,加剧了其表面的灰尘吸附现状,导致在进行覆膜后,灰尘被束缚在板材和离型层之间。经过仓库储存、物流运输以及客户使用前的流程时间,偏无机硬质的灰尘在离型层的垂向束缚作用下,易在pmma板材表面形成颗粒点或凹陷,从而造成损失。
3.现有常见的方法是对车间进行无尘洁净化改造,然而无尘车间的建造所需的成本过高,无法在本领域内广泛应用。
技术实现要素:
4.针对上述技术问题,本技术提供一种板材除尘机构,旨在提升pmma板材的出厂洁净程度以及后续使用良率。
5.为实现上述目的,本技术采用了如下技术方案:
6.本技术提供一种板材除尘机构,包括除尘辊、黏附辊以及承压件,所述承压件用于承载板材,所述除尘辊与所述黏附辊相抵接并与所述承压件形成供板材通过的通道,所述除尘辊能够转动以吸附位于所述承压件上的板材的灰尘,所述黏附辊能够转动以粘附所述除尘辊上的灰尘。
7.可选地,所述承压件为传动辊,所述承压件的长度大于或等于所述除尘辊与所述黏附辊的长度。
8.可选地,所述承压件上设有防止板材滑动的防滑部。
9.可选地,所述板材除尘机构还包括支撑架,所述支撑架包括用于支撑所述除尘辊的第一支撑部和用于支撑所述黏附辊的第二支撑部,所述第一支撑部和所述第二支撑部一体设置。
10.可选地,所述板材除尘机构还包括气动单元,所述气动单元用于驱使所述支撑架移动以使所述除尘辊在靠近所述承压件的除尘工位和远离所述承压件的待业工位之间转换;
11.当所述除尘辊位于所述除尘工位时,所述除尘辊能够转动而吸附位于所述承压件上的板材的灰尘。
12.可选地,所述板材除尘机构还包括位置感应单元,所述板材除尘机构具有第一位置和第二位置,所述第二位置位于所述第一位置沿所述板材移动方向的前方;
13.在所述位置感应单元检测到所述板材到达所述第一位置时,所述气动单元驱使所
述支撑架移动以使所述除尘辊从所述待业工位移动至所述除尘工位;
14.在所述位置感应单元检测到所述板材到达所述第二位置时,所述气动单元驱使所述支撑架移动以使所述除尘辊从所述除尘工位移动至所述待业工位。
15.可选地,所述位置感应单元为红外感应器。
16.可选地,所述黏附辊包括筒体以及由压敏胶卷成的压敏胶圈,所述压敏胶圈上间隔设有易撕线。
17.可选地,所述黏附辊的长度大于或等于所述除尘辊的长度,所述黏附辊的直径大于所述除尘辊的直径。
18.可选地,所述除尘辊与所述黏附辊的长度大于或等于所述板材的长度。
19.本技术的板材除尘机构通过除尘辊与黏附辊的协作配合,能够有效地对板材表面上的灰尘进行清除,提升板材的洁净程度以及后续使用良率,能适用于不同板材的除尘需求,成本低且能普及应用。
附图说明
20.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
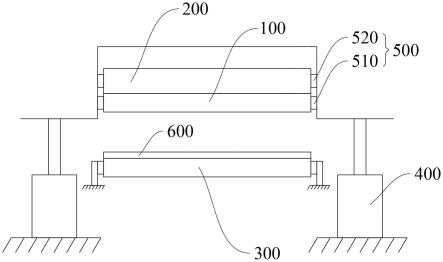
21.图1为本技术一实施例的板材除尘机构的结构示意图一,其中,除尘辊位于待业工位;
22.图2为本技术一实施例的板材除尘机构的结构示意图二,其中,除尘辊位于除尘工位。
具体实施方式
23.下面将结合附图,对本发明的特定实施例进行详细描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的描述,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.以下由特定的具体实施例说明本技术的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本技术的其他优点及功效。
25.在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“安装”、“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语的具体含义。
26.术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.而且,术语“第一”、“第二”、“第三”等仅仅是为了区别属性类似的元件,而不是指示或暗示相对的重要性或者特定的顺序。
28.此外,术语“包括”、“包含”或者其任何其他变体,意在涵盖非排他性的包含,除了包含所列的那些要素,而且还可包含没有明确列出的其他要素。
29.请参考图1和图2,本技术提供一种板材除尘机构,包括除尘辊100、黏附辊200以及承压件300,承压件300用于承载板材600,除尘辊100与黏附辊200相抵接并与承压件300形成供板材600通过的通道,除尘辊100能够转动以吸附位于承压件300上的板材的灰尘,黏附辊200能够转动以粘附除尘辊100上的灰尘。具体的,除尘辊100与黏附辊200相抵接,且除尘辊100位于黏附辊200的下方。承压件300与除尘辊100之间存在一定的间隔以形成一个能够使板材通过的通道(空间)。除尘辊100与放置在承压件300上的板材600相抵接,通过旋转能够将板材600上的灰尘进行吸附。与此同时,与除尘辊100相抵接的黏附辊200被除尘辊100带动着旋转,从而将除尘辊100上的灰尘黏附在其表面上。
30.图示结构中,黏附辊200位于除尘辊100的正上方,在其它实施例中,黏附辊200也可以位于除尘辊100的侧方,只要其与除尘辊100抵接且不对板材600的移动带来干涉即可。
31.在一种实施方式中,除尘辊100为多孔发泡材质,具有强亲水性,可以是采用亲水改性后的发泡聚氨酯或发泡有机硅。板材600上的灰尘遇到除尘辊100的亲水发泡表面时被吸附带走。黏附辊200的辊轮表面为单面胶卷组成,外露面为压敏胶层,由于黏附辊200与除尘辊100紧贴,在除尘辊100吸附上灰尘后,经过转动灰尘即可被黏附辊200粘住,从而使除尘辊100表面保持相对无尘的清洁状态,维持除尘辊100表面的清洁度,有利于其吸尘效率,以使得其能够长期持续工作。
32.可选地,承压件300为传动辊,承压件300采用辊轮的形式,一方面,传动辊与板材600的接触为线接触,使得板材600受到来自传动辊的摩擦力较小。另一方面,传动辊除了承担承载板材600的同时也可以作为主动件通过转动驱使动板材600向前移动。承压件300的长度大于或等于除尘辊100与黏附辊200的长度。具体的,承压件300为设置在除尘辊100下方的传动辊,且传动辊的长度需要大于或等于除尘辊100与黏附辊200的长度,以确保放置在传动辊上方的板材600在行进的过程中不会发生侧翻。其中,传动辊的数量与体积不做限制,可以是多个较小体积并排设置于除尘辊100的下方,亦可以仅是单个较大体积设置于除尘辊100的下方。在一种实施方式中,传动辊的辊轮表层为软质实心材料,可以是实心聚氨酯或实心橡胶中的一种。在流水线的电机驱动下,板材600可以在传动辊上滚动前进。
33.可选地,传动辊上设有防止板材滑动的防滑部。具体的,传动辊的表面缠绕设有一圈用于避免放置在其上方的板材600在除尘过程中出现打滑的防滑部。在一种实施方式中,防滑部可以是亚麻材质、磨砂材质、橡胶材质等,在此处不做限定。另一方面,防滑部材质的硬度低于板材600的硬度,以尽可能避免在传动运输过程中导致板材600的表面被划伤。
34.可选地,板材除尘机构还包括支撑架500,支撑架500包括用于支撑除尘辊100的第一支撑部510和用于支撑黏附辊200的第二支撑部520,第一支撑部510和第二支撑部520一体设置。可以理解,除尘辊100和黏附辊200为辊轮,除尘辊100的两端由第一支撑部510所支撑,黏附辊200的两端由第二支撑部520所支撑。本实施例中,第一支撑部510和第二支撑部520一体设置,能够简化结构的同时确保除尘辊100和黏附辊200移动的同步性。
35.请参照图1或图2,本实施例中,支撑架500包括相对设置的第一支杆(图中未标示)和第二支杆(图中未标示)。第一支杆和第二支杆均包括第一支撑段和第二支撑段,第一支杆的第一支撑段连接除尘辊100的一端,第二支杆的第一支撑段连接除尘辊100的另一端,
换言之,第一支杆的第一支撑段和第二支杆的第一支撑段构成第一支撑部510。第一支杆的第二支撑段连接黏附辊200的一端,第二支杆的第二支撑段连接黏附辊200的另一端,换言之,第一支杆的第二支撑段和第二支杆的第二支撑段共同构成第二支撑部520。第一支杆、第二支杆、除尘辊100和黏附辊200连接成一个整体,结合后文,气动单元400驱使除尘辊100上下移动,则气动单元400可以作用于支撑架500的适宜位置而实现除尘辊100和黏附辊200的同步移动。
36.本实施例中,支撑架500还包括连接第一支杆和第二支杆的连接杆(图中未标示)。第一支杆、第二支杆和连接杆形成成一体而为除尘辊100和黏附辊200提供刚性的支撑,降低除尘辊100和黏附辊200的结构强度要求和装配要求。
37.图示结构中,支撑架500还包括连接第一支杆的第一延伸杆和连接第二支杆的第二延伸杆,图示结构中,气动单元400包括两个气缸,两个气缸分别作用于第一延伸杆和第二延伸杆,通过驱使第一延伸杆和第二延伸杆的上下移动使除尘辊100连同黏附辊200上下移动。第一延伸杆和第二延伸杆的设置,有利于气动单元400的位置布置。图示结构中,第一延伸杆和第二延伸杆水平延伸,两个气缸分别位于第一延伸杆和第二延伸杆的下方并通过伸缩杆推动支撑架500连同除尘辊100、黏附辊200的整体移动。
38.请结合图1和图2,板材除尘机构还包括气动单元400,气动单元400用于驱使支撑架500移动以使除尘辊100在靠近承压件300的除尘工位和远离承压件300的待业工位之间转换。在除尘辊100位于除尘工位时,除尘辊100能够转动而吸附位于承压件300上的板材600的灰尘。具体的,气动单元400可以是气缸等能够实现支撑架500移动(升降)的装置,在此不做限定。其中,将除尘辊100与位于承压件300的板材600相抵接时的工位定义为除尘工位(请参考图2),将除尘辊100在远离承压件300时的工位定义为待业工位(请参考图1)。在一实施方式中,在除尘辊100位于除尘工位时,除尘辊100贴附在板材600的上表面,板材600向前移动而带动除尘辊100转动,除尘辊100转动以吸附在承压件300上行进的板材600上表面的灰尘。与此同时,黏附辊200随除尘辊100的转动而转动,从而黏附除尘辊100上所吸附的灰尘,以保持除尘辊100表面的清洁度。换言之,在本实施例中除尘辊100和黏附辊200都是从动件。在其它实施例中,也可以将除尘辊100和/或黏附辊200设为主动件,以进一步提高板材600的清洁效果。
39.可选地,板材除尘机构还包括位置感应单元(图中未标示),板材除尘机构具有第一位置(图中未标示)和第二位置(图中未标示),第二位置位于第一位置沿板材600移动方向的前方。在位置感应单元检测到板材600到达所述第一位置时,气动单元400驱使支撑架500移动以使除尘辊100从待业工位移动至除尘工位。在位置感应单元检测到板材600到达第二位置时,气动单元400驱使支撑架500移动以使除尘辊100从除尘工位移动至待业工位。具体的,将承压件300上的板材600即将抵达除尘辊100下方的某个位置定义为第一位置,将承压件300上的板材600完全离开除尘辊100的下方的某个位置定义为第二位置,即第一位置为进入点,第二位置为离开点。在位置感应单元检测到在承压件300上移动的板材600抵达第一位置时,气动单元400驱使支撑架500整体下移,除尘辊100从待业工位移动至除尘工位,此时除尘辊100贴附在板材600的上表面,来自板材600的前进力驱使除尘辊100随之转动,从而进行对灰尘的吸附。在位置感应单元检测到承压件300的板材600抵达第二位置时,对板材600表面的除尘工作完成,气动单元400驱使支撑架500整体上移,除尘辊100回到待
业工位。
40.可选地,位置感应单元为红外感应器。其中,红外感应器已经在现代化的生产实践中发挥着它的巨大作用,随着探测设备和其他部分的技术的提高,红外感应器能够拥有更多的性能和更好的灵敏度。
41.可选地,黏附辊200包括筒体以及由压敏胶卷成的压敏胶圈,压敏胶圈上间隔设有易撕线。具体的,压敏胶缠绕在筒体上以形成压敏胶圈,且压敏胶圈的表面上间隔设有易撕线。如此,在使用一定时间后,可以根据黏附灰尘的情况,对压敏胶沿易撕线进行剥离,从而露出崭新的压敏胶层,以复原黏附辊200的黏附能力。
42.可选地,黏附辊200的长度大于或等于除尘辊100的长度,黏附辊200的直径大于除尘辊100的直径。具体的,黏附辊200的长度与直径均大于或等于除尘辊100的长度与直径。在一种实施方式中,黏附辊200的长度等于除尘辊100的长度,黏附辊200的周长是除尘辊100的4倍,即黏附辊200仅需要经过1/4圈的转动,除尘辊100上的灰尘即可被黏附辊200完全粘住,从而使除尘辊100的表面保持相对无尘的清洁状态,更有利于其吸尘效率。
43.可选地,除尘辊100与黏附辊200的长度大于或等于板材600的长度。具体的,由于传动辊的长度大于或等于除尘辊100与黏附辊200的长度,因此传动辊的长度大于或等于板材600的长度。具体的,由于板材600的表面需要被全面覆盖以尽量确保将灰尘除尽,因此除尘辊100与黏附辊200的长度须大于或等于板材600的长度以实现对板材600待除尘表面的完全覆盖。另一方面,由于传动辊用于承载板材600且负责传送的工作,为避免板材600在传动辊上出现侧翻的现象,因此,传动辊的长度大于或等于除尘辊100与黏附辊200的长度,亦大于或等于板材600的长度。
44.本技术工作原理:
45.将待除尘的板材600放置在工作中的承压件300上,传动辊(单个或多个)转动从而运送板材600。当位置感应单元检测到承压件300上的板材600抵达第一位置时,气动单元400驱使支撑架500连同除尘辊100与黏附辊200同步向下移动,直至除尘辊100抵达除尘工位,此时除尘辊100与板材600的上表面相抵接。由于板材600的移动,板材600在与除尘辊100抵接的位置向除尘辊100施加了一个向前的作用力,从而驱使除尘辊100产生转动。除尘辊100转动而驱使与其抵接的黏附辊200产生转动。除尘辊100对行进中的板材600的上表面上的灰尘进行吸附后,由黏附辊200对除尘辊100所吸附的灰尘进行黏附,从而保证除尘辊100表面的清洁度。当位置感应单元检测到承压件300上的板材600抵达第二位置时,即可判定板材600表面的除尘工作完成。此时气动单元400驱使支撑架500连同的除尘辊100与黏附辊200同步向上移动,直至除尘辊100回到待业工位。
46.本技术的板材除尘机构通过除尘辊与黏附辊的协作配合,能够有效地对板材表面上的灰尘进行清除,提升板材的洁净程度以及后续使用良率,能适用于不同板材的除尘需求,成本低且能普及应用。
47.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所附的权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1