生化工业污水处理系统的制作方法
本发明涉及污水处理,特别涉及生化工业污水处理系统。
背景技术:
1、微生物处理目前最经济的污水处理方式,经过近百年的发展,已在市政污水、工业污水等领域发挥了重要的作用。
2、而水解酸化与缺氧好氧的处理工艺在工业污水处理方面具有良好的应用前景,但也面临着一些问题。
3、在现有技术的水解酸化反应中,泥水的充分混合是高效反应的前提,现有水解为提高泥水混合效果,有些采用分支均匀布水及保证上升流速,其存在布水点易堵塞导致布水不均而短流、难以检修的困难,有些采用机械混合,存在厌氧环境易发生机械故障的问题;此外,现有水解反应在厌氧条件下进行,易产生部分臭气,增加了废气处理的成本。
4、在现有技术的好氧反应中,由于氧气在水中溶解度较低,导致好氧反应溶氧跟不上,而无法提高系统污泥浓度,使得好氧反应的容积负荷较低,一般低于2kgcod/m3/d,而厌氧反应由于不受溶氧的限制,虽然厌氧微生物的活性远低于好氧微生物,但其容积负荷却可高达10kgcod/m3/d至30kgcod/m3/d。为提高氧转移效率,通常做法是开发能提供更细气泡的曝气器,从穿孔曝气、微孔曝气到纳米曝气,提高气液接触面积。
5、因此,如何提高生化工业污水的处理效率降低处理成本成为本领域技术人员亟需解决的技术问题。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明提供生化工业污水处理系统,实现的目的是提高生化工业污水的处理效率降低处理成本。
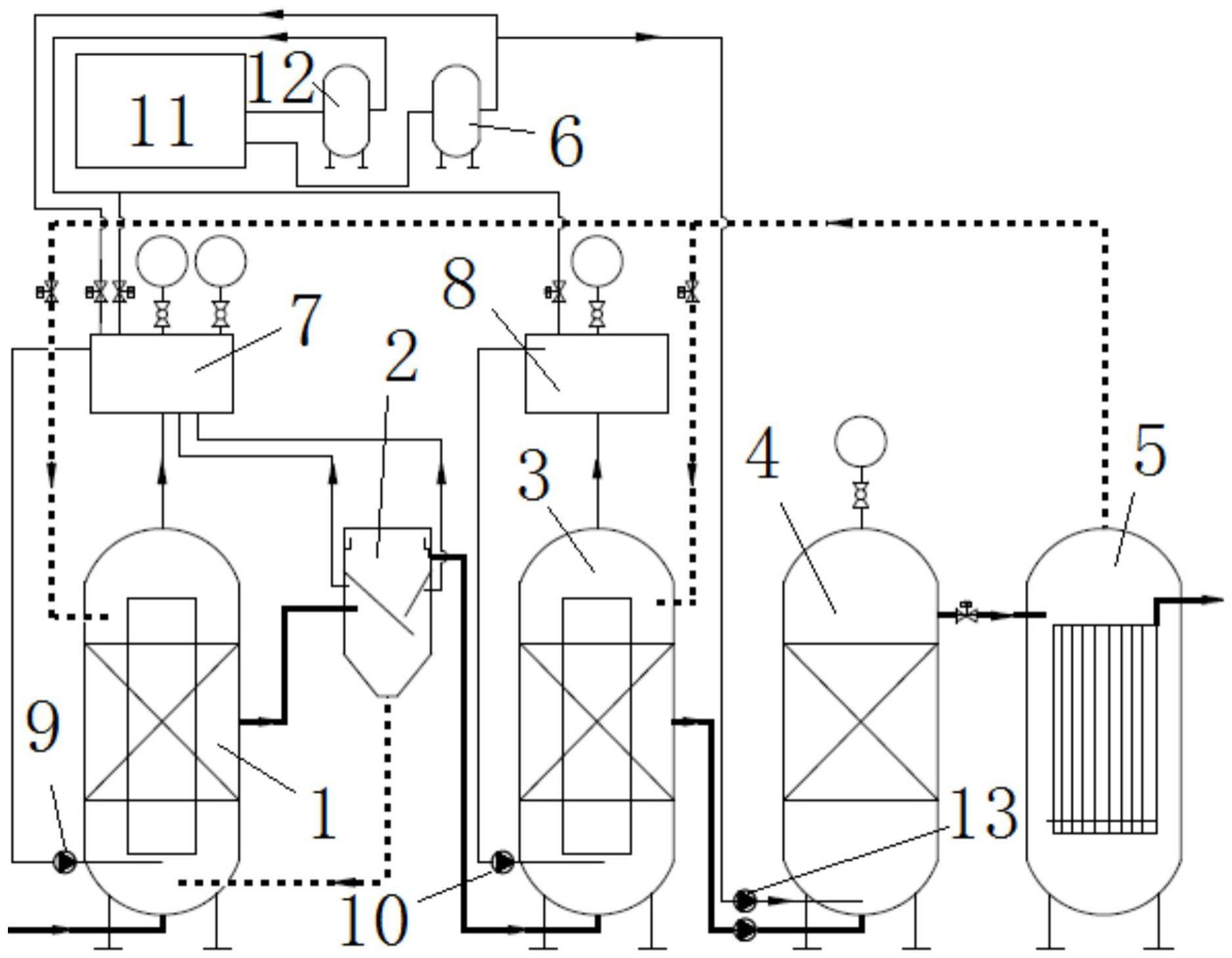
2、为实现上述目的,本发明公开了生化工业污水处理系统,包括通过水路依次连接的水解酸化器、三相分离器、缺氧反应器、好氧反应器和泥水分离器。
3、其中,所述水解酸化器通过从底部的曝气器通入氮气驱动进水和初分离污泥上下循环,使所述进水和所述初分离污泥进行泥水接触并混合,将大分子物质及部分所述污泥水解为小分子物质,形成初混物;
4、所述初混物在所述三相分离器进行分离,分离后的上清液输入所述缺氧反应器,分离后形成的所述初分离污泥回流至所述水解酸化器;
5、所述缺氧反应器通过从底部的曝气器通入氮气驱动所述上清液与二次分离污泥及硝化回流液上下循环,使所述上清液与所述二次分离污泥及硝化回流液进行泥水接触,进行混合和反硝化反应,将硝酸盐和/或亚硝酸盐还原为氮气,形成再混物;
6、所述再混物在所述好氧反应器内进行好氧微生物反应;
7、所述好氧反应器通过供氧管路从氧气储罐吸取富氧空气,通过从底部的曝气器通入所述富氧空气为内部好氧微生物供氧;
8、所述富氧空气经过增压后进入所述好氧反应器;
9、所述好氧反应器的出水进入所述泥水分离器进行泥水分离,分离后达标的所述污水排放,分流后形成的所述二次分离污泥则回流至所述缺氧反应器。
10、优选的,所述三相分离器采用重力分离或膜分离。
11、优选的,所述水解酸化器和所述三相分离器中的氮气经管路进入第一氮气循环柜;
12、所述缺氧反应器顶部通过空气管路与第二氮气循环柜连接,将氮气输入所述第二氮气循环柜;
13、所述第一氮气循环柜与所述水解酸化器之间设有包括第一氮气循环风机的第一氮气循环管路;
14、所述第二氮气循环柜与所述缺氧反应器之间设有包括第二氮气循环风机的第二氮气循环管路。
15、更优选的,所述第一氮气循环柜和所述第一氮气循环柜的压力均控制在0.053kpa至0.3kpa;
16、当第一氮气循环柜或者所述第一氮气循环柜的压力低于0.05kpa时,开启相应的所述第一氮气循环柜或者相应的所述第一氮气循环柜的氮气补气阀补充压力至0.3kpa;
17、所述第一氮气循环柜和所述第二氮气循环柜的氮气含氧量均控制在3%至10%;
18、当第一氮气循环柜或者所述第二氮气循环柜的氧量低于3%时,开启相应的所述第一氮气循环柜或者所述第二氮气循环柜的氧气补气阀补充氧气至5%。
19、更优选的,还包括空气分离器和氮气储罐;
20、所述氮气储罐和所述氧气储罐均与所述空气分离器连接,由所述空气分离器供给相应的氮气或者氧气;
21、所述氮气储罐和所述氧气储罐均通过管路分别与所述第一氮气循环柜及所述第二氮气循环柜连接。
22、优选的,所述好氧反应器的工作压力为0至0.3mpa。
23、更优选的,在所述工作压力为常压的情况,所述好氧反应器的容积负荷为3kgcod/m3/d至5kgcod/m3/d;若所述好氧反应器的所述工作压力增压到0.1mpa至0.2mpa,则容积负荷可提高到5kgcod/m3/d至10kgcod/m3/d。
24、优选的,所述供氧管路设有曝气风机,通过所述曝气风机对所述富氧空气进行增压。
25、优选的,所述泥水分离器采用重力分离或膜分离。
26、优选的,在回流至所述缺氧反应器的所述二次分离污泥及硝化回流液过多,即所述缺氧反应器内所述二次分离污泥及硝化回流液的量达到100%时,将部分所述二次分离污泥及硝化回流液分流至所述水解酸化器。
27、本发明的有益效果:
28、本发明利用空气分离装置分离氮气和氧气,分别用作搅拌和供氧,提供了良好的反应条件,提高了利用效率;
29、本发明通过向水解酸化器通入微量氧气,控制do在0.1mg/l左右,抑制厌氧反应,提高水解效率;
30、本发明将剩余污泥回流到水解酸化器水解,增加反硝化碳源,降低系统污泥产率;
31、本发明通过富氧曝气,好氧系统容积负荷提高到3kgcod/m3/d至5kgcod/m3/d,提高50%至150%;若好氧系统增压到0.1mpa至0.2mpa,则容积负荷可提高到5kgcod/m3/d至10kgcod/m3/d,提高150%至400%。
32、本发明为全密闭反应器,高效利用氮气、氧气。
33、以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
技术特征:
1.生化工业污水处理系统;其特征在于,包括通过水路依次连接的水解酸化器(1)、三相分离器(2)、缺氧反应器(3)、好氧反应器(4)和泥水分离器(5);
2.根据权利要求1所述的生化工业污水处理系统,其特征在于,所述三相分离器(2)采用重力分离或膜分离。
3.根据权利要求1所述的生化工业污水处理系统,其特征在于,所述水解酸化器(1)和所述三相分离器(2)中的氮气经管路进入第一氮气循环柜(7);
4.根据权利要求3所述的生化工业污水处理系统,其特征在于,所述第一氮气循环柜(7)和所述第一氮气循环柜(7)的压力均控制在0.053kpa至0.3kpa;
5.根据权利要求3所述的生化工业污水处理系统,其特征在于,还包括空气分离器(11)和氮气储罐(12);
6.根据权利要求1所述的生化工业污水处理系统,其特征在于,所述好氧反应器(4)的工作压力为0至0.3mpa。
7.根据权利要求5所述的生化工业污水处理系统,其特征在于,在所述工作压力为常压的情况,所述好氧反应器(4)的容积负荷为3kgcod/m3/d至5kgcod/m3/d;若所述好氧反应器(4)的所述工作压力增压到0.1mpa至0.2mpa,则容积负荷可提高到5kgcod/m3/d至10kgcod/m3/d。
8.根据权利要求1所述的生化工业污水处理系统,其特征在于,所述供氧管路设有曝气风机(13),通过所述曝气风机(13)对所述富氧空气进行增压。
9.根据权利要求1所述的生化工业污水处理系统,其特征在于,所述泥水分离器(5)采用重力分离或膜分离。
10.根据权利要求1所述的生化工业污水处理系统,其特征在于,在回流至所述缺氧反应器(3)的所述二次分离污泥及硝化回流液过多,即所述缺氧反应器(3)内所述二次分离污泥及硝化回流液的量达到100%时,将部分所述二次分离污泥及硝化回流液分流至所述水解酸化器(1)。
技术总结
本发明公开了生化工业污水处理系统;水解酸化器通过从底部的曝气器通入氮气驱动进水和初分离污泥上下循环形成初混物;初混物在三相分离器分离后的上清液输入缺氧反应器,分离后形成的初分离污泥回流至水解酸化器;缺氧反应器通过从底部的曝气器通入氮气驱动上清液与二次分离污泥及硝化回流液上下循环形成再混物;好氧反应器通过供氧管路从氧气储罐吸取富氧空气,通过从底部的曝气器通入富氧空气为内部好氧微生物供氧;好氧反应器的出水进入泥水分离器进行泥水分离。本发明利用空气分离装置分离氮气和氧气,分别用作搅拌和供氧,提供了良好的反应条件,提高了利用效率。
技术研发人员:王文标,李勇,刁荣俊,王浩,李石磊
受保护的技术使用者:上海泓济环保科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!