一种木质家具生产用水性漆处理装置和处理工艺的制作方法
本发明涉及水性漆处理,具体而言,涉及一种木质家具生产用水性漆处理装置和处理工艺。
背景技术:
1、水性漆具有对人体无害,不污染环境,漆膜丰满、晶莹透亮、柔韧性好并且具有耐水、耐磨、耐老化、耐黄变、干燥快、使用方便等特点;
2、木质家具在加工完成后,其表面会附着有大量粉尘和杂质,而水性漆的涂刷,对材质表面的清洁度要求高,因水性漆的表面张力大,粉尘和杂质易使涂膜产生缩孔,进而导致水性漆涂刷质量不合格,现有技术中,通过气枪将木质家具表面的粉尘吹除,使得粉尘在空气中飞扬,极易被人工吸入,危害人工身体健康;
3、另外水性漆易干燥,长时间储存易结块,而结块的水性漆易导致喷头堵塞,不仅会造成喷涂不够均匀,还会降低生产效率。
技术实现思路
1、为了克服现有技术中,通过气枪将木质家具表面的粉尘吹除,使得粉尘在空气中飞扬,极易被人工吸入,危害人工身体健康的缺点,提供一种处理装置,其能将木质家具表面的粉尘清除干净,并适应木质家具的形状进行喷漆。
2、本发明的另一目的在于提供一种具备上述功能的木质家具生产用水性漆处理装置。
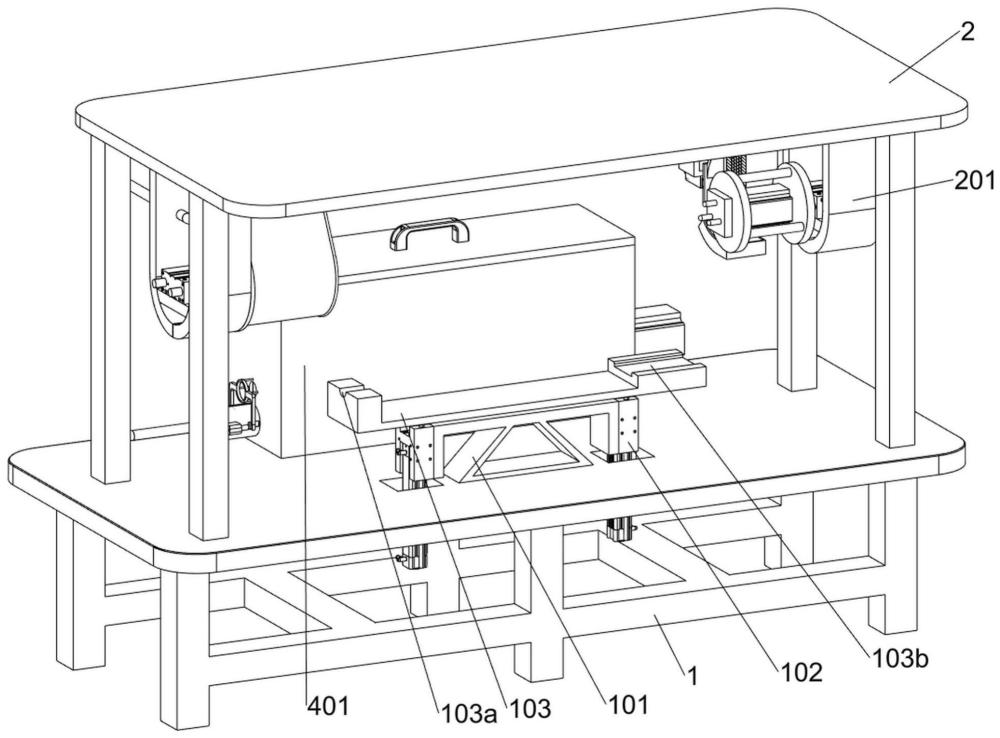
3、本发明的实施例通过以下技术方案实现:一种木质家具生产用水性漆处理装置和处理工艺,包括有底架、顶起组件、支撑架和夹持组件;底架中部连接有用于带着桌腿往上移动的顶起组件;底架左部和右部共同连接有支撑架;支撑架左部和右部共同连接有用于夹持桌腿的夹持组件;还包括有l型板、动力组件、弧形板、绒毛毡、弹力绳和收集盒;支撑架中部固接有l型板;l型板下部连接有动力组件;动力组件上连接有弧形板;弧形板前部固接有绒毛毡;绒毛毡由多个条状毛毡组成;绒毛毡内每相邻的两条毛毡之间设置有一个弹力绳;每个弹力绳表面包裹有一层绒毛;弧形板下部固接有收集盒;动力组件用于带动弧形板、绒毛毡、弹力绳和收集盒一起往右或往左移动。
4、进一步地,顶起组件包括有安装支架、第一电动推杆和承接板;底架上表面中部固接有安装支架;安装支架左侧面和右侧面各固接有一个第一电动推杆;两个第一电动推杆的伸缩部共同固接有承接板;承接板左部设置有一个弧形凹槽,且弧形凹槽与桌腿的下部圆柱相适配;承接板右部设置有一个矩形凹槽,且矩形凹槽与桌腿的上部矩形块相适配。
5、进一步地,夹持组件包括有u型板、第二电动推杆、连接座、第一电机、压块和压柱;支撑架左部和右部各固接有一个u型板;每个u型板上各固接有一个第二电动推杆;右方的第二电动推杆的伸缩部固接有连接座;连接座上固接有第一电机;第一电机输出轴固接有压块;压块左侧面设置有三个呈环形阵列分布的第一销柱;左方的第二电动推杆的伸缩部固接有压柱;压柱右侧面设置有一个第二销柱。
6、进一步地,还包括有喷涂组件;底架和支撑架连接有喷涂组件;喷涂组件与左方的u型板连接;喷涂组件包括有存储盒、盖子、圆桶、输送管、第二电动滑轨、第二电动滑块、连接块、滑柱、喷头、第四电动推杆和挡板;底架上表面后部固接有存储盒;存储盒上部可拆卸式连接有盖子;存储盒左部接通有圆桶;圆桶左端接通有输送管;输送管贯穿左方的u型板;支撑架中部固接有第二电动滑轨,并且第二电动滑轨位于l型板的前方;第二电动滑轨外表面滑动连接有第二电动滑块;第二电动滑块下表面固接有连接块;连接块前部和后部各开设有一个垂直滑槽;两个垂直滑槽内滑动设置有滑柱;l型板上开设有倾斜滑槽,倾斜滑槽轨迹与桌腿的截面形状适配;滑柱的后端位于倾斜滑槽内;滑柱中部固接有喷头;输送管与喷头连通;喷头左部固接有第四电动推杆;第四电动推杆的伸缩部固接有挡板;挡板与喷头滑动连接;挡板上开设有一个缺口。
7、进一步地,还包括有异形板、折叠帆布和异形环;左方u型板的右侧面固接有异形板;异形板右侧面固接有折叠帆布,折叠帆布与异形环的形状相同;折叠帆布右端固接有异形环;异形环与连接块固接。
8、进一步地,折叠帆布内侧面为海绵材质。
9、进一步地,还包括有防堵组件;存储盒上连接有防堵组件;防堵组件与圆桶连接;防堵组件包括有第二电机、圆轴、搅拌叶、筛网、滑环、刮板、柱体和弹性件;存储盒右侧面固接有第二电机;存储盒内部转动连接有圆轴;第二电机输出轴与圆轴固接;圆轴外表面固接有若干个呈等距分布的搅拌叶;圆桶右端内壁固接有筛网;圆轴外表面滑动连接有滑环;滑环位于所有搅拌叶的左方;滑环外环面固接有刮板;刮板与存储盒内壁接触;圆轴左部开设有圆柱滑槽;圆柱滑槽内壁滑动设置有柱体;柱体与滑环固接;柱体右侧面固接有弹性件;弹性件与圆轴固接。
10、进一步地,刮板呈倾斜设置。
11、进一步地,还包括有第五电动推杆、圆筒、针板、连接环、圆杆和圆环;圆桶外表面固接有两个第五电动推杆;两个第五电动推杆的伸缩部共同固接有圆筒;圆筒位于圆桶的内部;圆筒右端内壁固接有针板;针板上的锥针与筛网上的孔眼适配;圆筒上固接有连接环;连接环右侧面固接有四个呈环形阵列分布的圆杆;所有的圆杆均贯穿存储盒;存储盒内左壁嵌有圆环;圆环与所有的圆杆固接;圆环内径大于圆轴。
12、一种木质家具生产用水性漆处理工艺,具体步骤如下:
13、步骤一:检查产品表面颜色,对产品进行漂白,使得产品表面颜色一致;
14、步骤二:用砂纸机(目数为一百八十的砂纸)将平面的地方磨透、磨平,然后将花洞、底板、花板等其他部位磨光滑、磨透、毛头磨掉百分之五十以上;
15、步骤三:将水性底漆涂覆至每个部位,并且花根、线条不能有底漆堆积;
16、步骤四:水性底漆干透后,平面的地方用砂纸机(目数为一百八十的砂纸)磨透、磨平,花洞、花底、花板及其他部位全部要用花球或手工磨光滑、磨透;
17、步骤五:用水性底漆对着产品喷一遍,基本要到毛孔堵了百分之七十为止,底部、角落、花洞全部喷到位;
18、步骤六:水性底漆完全干透后,平面的地方用砂纸机(目数为二百十四的砂纸)磨透、磨平,花洞、花底、花板及其他部位全部要手工或花球磨光滑,待目数为二百十四的砂纸磨好之后,再用目数为三百二十的砂纸全部过一遍,面板不得有明显砂路;
19、步骤七:根据木头颜色深浅分开上,要求均匀,无明显接头,花洞颜色也要拉进去,上好颜色要先检查是否均匀和偏深现象,角头、角落、花洞有漏白要点到位,同时画好白皮;
20、步骤八:面漆要喷涂到位,白皮部位要多喷几次,要求无流挂,无气泡,无泛白,无起皱;
21、步骤九:面漆完全干透后,平面用目数为四百的砂纸磨透,要求平面平整、无颗粒、无砂痕,花板及其他部位先用旧的目数为四百的砂纸磨透,再用目数为四百的花球打磨,最后用细干砂将产品打一遍,要有光亮、光泽度,线条、花板、边角不可以打白;
22、步骤十:通过木质家具生产用水性漆处理装置将产品表面的粉尘清除干净,对产品进行喷涂水性大漆,水性大漆完全干透后方可上蜡,对整套产品上蜡,每个地方都要上到位,最后用干净的棉纱把底部、花板、平面、花洞的蜡全部擦干净,无遗漏。
23、相对于现有技术,本发明具有以下优点:
24、本发明通过上述设计得到的木质家具生产用水性漆处理装置,通过绒毛毡的绒毛对桌腿表面的粉尘进行刷除,同时弹力绳在移动过程中,会陷入桌腿的凹陷处,通过弹力绳上的绒毛将凹陷处的粉尘也刷除,并且卡在凹陷处的杂质也会被弹力绳带出,避免桌腿表面残留有粉尘,影响后续水性漆的喷涂质量。
25、本发明通过上述设计得到的木质家具生产用水性漆处理装置,当桌腿表面的粉尘清除干净后,弹力绳不在受到桌腿的限制,在自身材质的作用下,产生震动,通过震动将绒毛毡上附着的粉尘震落在收集盒内,达到自动清除绒毛毡上粉尘的效果,省去人工手动清除的步骤。
26、本发明通过上述设计得到的木质家具生产用水性漆处理装置,在对桌腿进行喷涂水性漆时,通过倾斜滑槽对滑柱进行限制,使得滑柱顺着倾斜滑槽的轨迹移动,让滑柱带着喷头与桌腿外表面始终保持一定的间距,适应桌腿的形状进行喷涂水性漆,进而保证水性漆的喷涂均匀,避免重新喷涂,造成漆面厚度不一的问题。
27、本发明通过上述设计得到的木质家具生产用水性漆处理装置,当喷头对桌腿矩形块的四个侧面进行喷涂时,通过移动挡板,不再封堵喷头的出料口,增大喷头的喷涂范围,让喷头的出料口与桌腿的矩形块上表面处于水平状,然后喷头依次将桌腿矩形块的四个侧面喷涂完成。
28、本发明通过上述设计得到的木质家具生产用水性漆处理装置,通过喷头在喷涂过程中,会有部分水性漆往四周飘散,通过折叠帆布将往四周飘散的水性漆拦截住,避免附着在设备上,对设备造成污染,再利用折叠帆布内侧设置的海绵材质,将所有水性漆吸附住,防止水性漆形成液滴后,继续往下掉落,对设备造成污染。
29、本发明通过上述设计得到的木质家具生产用水性漆处理装置,通过筛网将水性漆内的碎块拦截住,避免碎块进入输送管或喷头内,将其堵塞,接着通过刮板将筛网外侧的碎块刮除,并往远离筛网的方向推去,防止碎块堆积在筛网外侧将孔眼堵住,最后通过针板上的锥针对堵塞筛网的孔眼进行疏通,避免断裂的碎块卡在筛网的孔眼内,影响水性漆的流速。
- 还没有人留言评论。精彩留言会获得点赞!