用于多部件式喷涂器的流体盒的制作方法
用于多部件式喷涂器的流体盒
1.相关申请的交叉引用
2.本申请要求2018年10月26日递交的标题为“replaceable head for plural component sprayer(gun)(用于多部件式喷涂器(枪)的可更换头部)”的美国临时申请号62/751,148的权益和2019年2月4日递交的标题为“mixing cartridge and mixing cartridge assembly for plural component sprayer(用于多部件式喷涂器的混合盒和混合盒组件)”的美国临时申请号62/800,659的权益,这些美国临时申请的公开内容由此通过引用其全部内容而被并入本文中。
背景技术:
3.本公开涉及喷涂器。更特别地,本公开涉及多部件式喷涂枪。
4.多部件式喷涂器接收多种成分物料并将所述多种成分物料结合以形成多成分物料。例如,一些多部件式喷涂器接收催化剂(诸如异氰酸盐)和树脂,所述催化剂和树脂结合以形成喷涂泡沫。喷涂泡沫隔热物可以被施加至基材以提供隔热。所述喷涂枪被触发以打开从所述枪出去的通路并喷射所述多成分物料。所述成分物料可能窜流(cross
‑
over)到其它成分物料的通路中,这可能导致所述枪内的固化。多部件式喷涂器的修理要求折卸整个流体头部以供维护、维修,并要求解决可能引发喷涂故障的任何问题。
技术实现要素:
5.根据本公开的一个方面,混合腔被配置成设置在喷涂枪中的盒孔中,以从所述喷涂枪中的第一流体通道接收第一成分流体并从所述喷涂枪中的第二流体通道接收第二成分流体,第一侧部密封件被设置在所述第一流体通道中以密封所述混合腔,并且第二侧部密封件被设置在所述第二流体通道中以密封所述混合腔。所述混合腔包括在第一端与第二端之间延伸且沿主体轴线伸长的腔主体,所述腔主体包括平坦的第一横向侧面和平坦的第二横向侧面。所述混合腔还包括:延伸到所述平坦的第一横向侧面中且延伸至混合孔的第一入口孔,所述混合孔延伸至喷涂孔口,所述第一入口孔被配置成从所述第一流体通道接收所述第一成分流体;延伸到所述平坦的第二横向侧面中且延伸至所述混合孔的第二入口孔,所述第二入口孔被配置成从所述第二流体通道接收所述第二成分流体;以及设置在所述第一端附近的斜面特征部。所述斜面特征部被配置成当所述混合腔沿第一方向移动通过所述盒孔时分别接触所述第一侧部密封件和第二侧部密封件并推动所述第一侧部密封件和第二侧部密封件远离所述主体轴线,以增大所述第一侧部密封件与所述第二侧部密封件之间的间隙,使得所述第一侧部密封件接合所述第一横向侧面并且所述第二侧部密封件接合所述第二横向侧面。
6.根据本公开的另一方面,在多部件式喷涂枪中进行组装的方法包括:将混合腔附接至所述多部件式喷涂枪的致动器;使流体盒在所述混合腔上沿第一方向行进,使得所述混合腔通过所述流体盒进入盒孔的后部开口中;将设置在所述流体盒中的第一密封构件和第二密封构件与所述混合腔的斜面特征部接合,所述斜面特征部是所述混合腔的用于接触
所述第一密封构件和第二密封构件的第一部分,其中所述第一密封构件和第二密封构件被预加载,使得弹簧力将所述第一密封构件和第二密封构件至少部分地偏压到所述盒孔中;通过所述斜面特征部来推动所述第一密封构件和第二密封构件远离腔轴线,以加宽所述第一密封构件和第二密封构件之间的间隙;以及使所述第一密封构件从所述斜面特征部行进到所述混合腔的平坦的第一横向侧面上,并且使所述第二密封构件行进到所述混合腔的平坦的第二横向侧面上。
7.根据本公开的又一方面,用于多部件式喷涂器的流体盒包括:盒主体,所述盒主体具有第一端和第二端;盒孔,所述盒孔在所述第一端与所述第二端之间轴向地延伸穿过所述主体;从所述第二端延伸至所述盒孔的第一物料流路和从所述第二端延伸至所述盒孔的第二物料流路;在所述第一物料路径中设置在所述第一物料路径的第一入口附近的第一流体止回件和在所述第二物料路径中设置在所述第二物料路径的第二入口附近的第二流体止回件,所述第一流体止回件和第二流体止回件被设置成防止物料通过所述第一入口和第二入口的回流;在所述盒孔附近设置在所述第一物料路径中的第一侧部密封件,所述第一侧部密封件包括第一密封构件和第一侧部弹簧,所述第一侧部弹簧将所述第一密封构件至少部分地偏压到所述盒孔中,使得所述第一侧部密封件被预加载;以及在所述盒孔附近设置在所述第二物料路径中的第二侧部密封件,所述第二侧部密封件包括第二密封构件和第二侧部弹簧,所述第二侧部弹簧将所述第二密封构件至少部分地偏压到所述盒孔中,使得所述第二侧部密封件被预加载。
8.根据本公开的又一方面,用于在所述多部件式喷涂器中使用的流体盒被配置成从所述多部件式喷涂器接收第一成分物料和第二成分物料、并从所述多部件式喷涂器接收吹扫空气。所述流体盒包括:限定盒孔的盒主体;安装至所述盒主体的第一密封壳体,所述第一密封壳体包括第一柱,所述第一柱从所述第一密封壳体向后延伸且被配置成被接收在第一物料端口中,以从所述第一物料端口接收所述第一成分物料;安装至所述盒主体的第二密封壳体,所述第二密封壳体包括第二柱,所述第二柱从所述第二密封壳体向后延伸且被配置成被接收在第二物料端口中,以从所述第二物料端口接收所述第二成分物料;第三柱,所述第三柱从所述盒主体向后延伸且配置成被接收在吹扫端口中,以从所述吹扫端口接收吹扫空气;设置在第一物料路径中的第一流体止回件,所述第一物料路径从所述第一柱穿过所述第一密封壳体延伸到所述盒孔;设置在第二物料路径中的第二流体止回件,所述第二物料路径从所述第二柱穿过所述第二密封壳体延伸到所述盒孔;设置在吹扫路径中的第三流体止回件,所述吹扫路径从从第三柱穿过所述盒主体延伸到所述盒孔中的吹扫腔;在所述盒孔附近设置在所述第一物料路径中的第一侧部密封件,所述第一侧部密封件包括第一密封构件和第一侧部弹簧,所述第一侧部弹簧将所述第一密封构件至少部分地偏压到所述盒孔中,使得所述第一侧部密封件被预加载;以及在所述盒孔附近设置在所述第二物料路径中的第二侧部密封件,所述第二侧部密封件包括第二密封构件和第二侧部弹簧,所述第二侧部弹簧将所述第二密封构件至少部分地偏压到所述盒孔中,使得所述第二侧部密封件被预加载。
附图说明
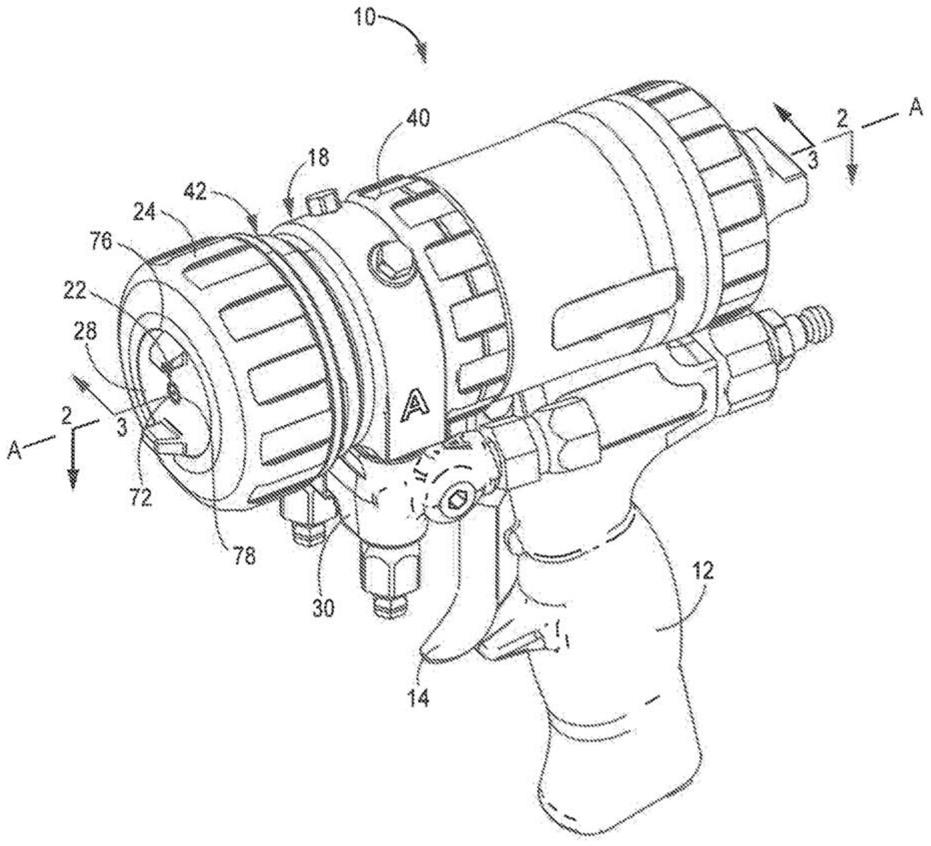
9.图1a是多部件式喷涂器的等轴侧视图。
10.图1b是多部件式喷涂器的爆炸图。
11.图2a是沿图1a中的线2
‑
2截取的截面图。
12.图2b是图2a中的细节z的放大图。
13.图3a是沿图1a中的线3
‑
3截取的截面图。
14.图3b是图3a中的细节y的放大图。
15.图4a是安装头部的主视等轴侧视图。
16.图4b是图4a中示出的所述安装头部的主视立视图。
17.图4c是图4a中示出的所述安装头部的仰视平面图。
18.图5a是流体盒的第一等轴侧视图。
19.图5b是图5a中示出的所述流体盒的第二等轴侧视图。
20.图6a是混合腔的等轴侧视图。
21.图6b是图6a中示出的所述混合腔的第一平面图。
22.图6c是图6a中示出的所述混合腔的第一侧视立视图。
23.图6d是图6a中示出的所述混合腔的第二侧视立视图。
24.图6e是图6a中示出的所述混合腔的第二平面图。
25.图7a是混合腔的等轴侧视图。
26.图7b是图7a中示出的所述混合腔的平面图。
27.图8a是混合腔的等轴侧视图。
28.图8b是图8a中示出的所述混合腔的主视立视图。
29.图9a是混合腔的第一等轴侧视图。
30.图9b是图9a中示出的所述混合腔的第二等轴侧视图。
31.图10a是混合腔组件的等轴侧视图。
32.图10b是沿图10a中的线b
‑
b截取的截面图。
33.图11是多部件式喷涂器的部分爆炸等轴侧视图。
具体实施方式
34.图1a是多部件式喷涂器10的等轴侧视图。图1b是多部件式喷涂器10的爆炸图。图1a和图1b将被一起论述。多部件式喷涂器10包括手柄12、扳机14、致动器16(图1b)、安装头部18、流体盒20(图1b)、混合腔组件22、保持帽24、帽密封件26(图1b)、空气帽28、以及歧管30。致动器16包括突片锁定部32(图1b)。安装头部18包括中心孔34(图1b);物料端口36a、36b(图1b);腔壁38(图1b);头部连接器40;接收部分42;以及销44(图1b)。接收部分42限定头部腔46(图1b)并且包括狭槽48a、48b(图1b)。流体盒20包括第一端50(图1b)、第二端52(图1b)、盒孔54(图1b)、突出部56a、56b(图1b)、流体柱58a、58b(图1b)(仅示出所述流体柱58a、58b(图1b)中的一个)、吹扫柱60(图1b)、以及中心延伸部62(图1b)。混合腔组件22包括混合腔64(图1b)和腔连接器66(图1b)。示出了混合腔64的主体68(图1b)、头部70(图1b)、和喷涂孔口72。腔连接器66包括锁定突片74(图1b)。保持帽24包括帽孔76。空气帽28包括开口78。
35.多部件式喷涂器10被配置成接收并混合多成分物料以形成向表面施加的多成分物料。所述成分物料由上游压力源(诸如泵)驱动到多部件式喷涂器10。所述上游压力驱动
所述成分物料和所产生的多成分物料通过多部件式喷涂器10,从而引起喷涂。例如,多部件式喷涂器10可以接收第一成分物料(诸如树脂)和第二成分物料(诸如催化剂(例如,异氰酸酯)),所述第一成分物料与所述第二成分物料组合以形成喷涂泡沫。所述喷涂泡沫以喷涂方式从多部件式喷涂器10排出并被施加至所述表面。
36.手柄12被配置成由使用者的手抓握。扳机14被可枢转地安装在多部件式喷涂器10的所述主体上。扳机14可以由抓握手柄12的手来致动。扳机14通过多部件式喷涂器10来控制喷涂。致动器16被设置在多部件式喷涂器10内的腔中。突片锁定部32被形成在致动器16上并将混合腔组件22固定至致动器16。扳机14被配置成引起致动器16的位移,所述致动器16的位移进而使混合腔组件22移位以通过多部件式喷涂器10控制喷涂。例如,致动器16可以包括设置在多部件式喷涂器10内的气动活塞。在这样的示例中,扳机14控制到达所述气动活塞的压缩空气的流量以控制位移所述气动活塞的位移.
37.歧管30被附接至安装头部18。歧管30被配置成接收向多部件式喷涂器10提供第一成分物料和第二成分物料的流体管线(未示出)。歧管30向安装头部18提供第一成分物料和第二成分物料。歧管30可以包括允许使用者在多部件式喷涂器10的组装和拆卸期间关断通过歧管30的流的内阀。
38.安装头部18安装至多部件式喷涂器10。更具体地,安装头部18的头部连接器40将安装头部18固定至多部件式喷涂器10。在示出的示例中,头部连接器40和多部件式喷涂器10包括接口螺纹。头部连接器40能够相对于安装头部18转动以螺纹连接到多部件式喷涂器10上。然而,应该理解,安装头部18可以以任何期望的方式被附接至多部件式喷涂器10。中心孔34在轴线a
‑
a上轴向地延伸穿过安装头部18。物料端口36a、36b被形成在安装头部18中并延伸到腔壁38中。物料端口36a、36b提供出口端口,第一成分物料和第二成分物料可以通过所述出口端口离开安装头部18。
39.接收部分42在安装头部18的主体的与头部连接器40相反的一侧从所述主体延伸。腔壁38限定头部腔46的基部。狭槽48a、48b朝向安装头部18的主体轴向地延伸到接收部分42中。如示出的,狭槽48a、48b被设置在接收部分42的相反的横向侧面上。狭槽48a、48b可以被偏移约180度。然而,应该理解,狭槽48a、48b可以被设置在接收部分42上的任何期望的部位处。此外、狭槽48a、48b可以被偏移任何期望的程度或度数。在一些示例中,安装头部18仅包括单个狭槽48a、48b。在其它示例中,安装头部18包括多于两个的狭槽48a、48b,诸如三个、四个或更多个狭槽48a、48b。狭槽48a、48b可以通过防止安装不能与狭槽48a、48b配合以安装在头部腔46中的任何流体盒20来提供防错措施。
40.销44被设置在狭槽48a、48b的靠近安装头部18的主体的封闭端处。销44由弹性材料(诸如硬化钢)形成,并且提供支架,使用者可以抵靠所述支架来支抵工具以促进从安装头部18移除流体盒20。例如,使用者可以使用支抵在销44中的一个销44上的杠杆臂(诸如螺丝刀)来将流体盒20从安装头部18撬出。销44防止所述杠杆损坏安装头部18,所述安装头部18可以由弹性较小的材料(诸如塑料)制成。
41.流体盒20被安装在安装头部18的头部腔46内。接收部分42围绕流体盒20延伸。突出部56a、56b分别延伸到狭槽48a、48b中。与狭槽48a、48b界面地连接的突出部56a、56b防止流体盒20相对于安装头部18的不期望的转动。盒孔54延伸穿过流体盒20且被设置在轴线a
‑
a上。流体柱58a、58b从流体盒20的第二端52突出。流体柱58a、58b延伸到物料端口36a、36b
中以形成安装头部18与流体盒20之间的流体连接。流体柱58a、58b从安装头部18接收第一成分物料和第二成分物料。吹扫柱60从第二端52突出。吹扫柱60延伸到形成在安装头部18的腔壁38中的吹扫空气端口(诸如吹扫端口136(如图3a和图3b中示出的))中。吹扫柱60从安装头部18接收吹扫空气。
42.流体盒20将现有的多部件式头部的大约15个零件合并到一个盒中,这导致与用于施加二元化合物(比如,环氧树脂)的现有的多部件式头部相比更快地更换头部,现有的多部件式头部要求在两个部件结合的点处被定期清洁或更换以进行操作。在许多实施例中,用于a(异丙肌苷)和b(树脂)的金属和/或塑料壳体包含以容易移除和更换的方式设计的侧部密封件、侧部密封o形圈、弹簧、止回阀,以最小化停机时间。流体盒20可以是一次性的以最小化维护时间且易于进行预防性维修。
43.混合腔组件22延伸穿过中心孔34和盒孔54,并且能沿轴线a
‑
a移动。混合腔组件22能在喷涂状态与吹扫状态之间移动,在喷涂状态下,混合腔64接收第一成分物料和第二成分物料并且将产生的多成分物料通过喷涂孔口72喷涂,在吹扫状态下,混合腔64接收吹扫空气并将所述吹扫空气通过喷涂孔口72喷涂。腔连接器66被安装至混合腔64以形成混合腔组件22。
44.混合腔组件22被连接至致动器16,使得致动器16在所述喷涂状态与所述吹扫状态之间驱动混合腔组件22。锁定突片74从腔连接器66的与混合腔64相反的端部突出。锁定突片74形成混合腔组件22的安装特征部。锁定突片74延伸到突片锁定部32中,并且通过突片锁定部32来锁定所述锁定突片74以防止相对于致动器16的轴向位移。这样,致动器16可以沿轴线a
‑
a在所述喷涂状态与吹扫状态之间驱动混合腔组件22。突片锁定部32可以被形成在致动器16上、或被形成在附接至致动器16的另一部件上。混合腔组件22与致动器16之间的界面式连接促进多部件式喷涂器10的简单且快速的组装和拆卸。通过将锁定突片74与突片锁定部32的所述开口的定向对准,将混合腔组件22附接至致动器16。锁定突片74通过所述开口被插入到突片锁定部32中且被转动,使得突片锁定部32的锁定凸缘覆盖锁定突片74并将所述锁定突片74轴向地固定在突片锁定部32中。通过使扭转运动反向并轴向地远离突片锁定部32来拉动混合腔组件22,可以移除混合腔组件22。当混合腔组件22被描述为通过锁定突片74和突片锁定部32安装至致动器16时,应该理解,混合腔组件22可以通过任何适当的连接界面被安装至致动器16。
45.混合腔64接收第一成分物料和第二成分物料并从喷涂孔口72发射所述多成分物料。头部70从主体68的与腔连接器66相反的端部延伸。喷涂孔口72被形成在头部70的所述端部中。空气帽28被配置成安装至头部70。在示出的示例中,空气帽28和头部70可以包括接口螺纹以将空气帽28固定至混合腔64。然而,应该理解,空气帽28和混合腔64可以以任何期望的方式来连接。在空气帽28被固定至混合腔64的情况下,喷涂孔口72被设置在空气帽28的开口78处。空气流过空气帽中的开口(未示出)以帮助清洁混合腔64。
46.保持帽24连接至接收部分42并且将流体盒20固定在头部腔46内。在示出的示例中,保持帽24包括被配置成与接收部分42上的外螺纹界面地连接的内螺纹。然而,应该理解,保持帽24可以以任何期望的方式被固定至接收部分42。保持帽24包括被设置在轴线a
‑
a上的帽孔76。混合腔64的一部分延伸穿过帽孔76。帽密封件26绕帽孔76被设置在保持帽24中。当混合腔64处于所述喷涂状态以保证清洁空气流过空气帽28时,帽密封件26与空气帽
28界面地连接。
47.多部件式喷涂器10可以被容易地组装和拆卸。由此,多部件式喷涂器10减少停机时间并增加喷涂操作的效率。为了组装多部件式喷涂器10,锁定突片74与突片锁定部32中的所述开口对准并被插入到突片锁定部32中。混合腔组件22被转动,由此将锁定突片74固定在突片锁定部32中。安装头部18在混合腔组件22上行进,使得混合腔组件22延伸穿过中心孔34。安装头部18通过头部连接器40被安装至多部件式喷涂器10。歧管30被附接至安装头部18。流体盒20被插入到头部腔46中,使得突出部56a、56b被设置在狭槽48a、48b中。流体柱58a、58b延伸到物料端口36a、36b中。中心延伸部62延伸到中心孔34中,并且混合腔组件22穿过盒孔54。吹扫柱60延伸到所述吹扫端口中。保持帽24被安装在接收部分42上,以将流体盒20固定在头部腔46内。空气帽28被附接至混合腔64的头部70上。多部件式喷涂器10因而准备开始喷涂。
48.多部件式喷涂器10可以要求折卸和更换零件。空气帽28从头部70分离,并且保持帽24从接收部分42移除。然后,流体盒20可以被轴向地拉动远离安装头部18并被拉出头部腔46。使用者可以在销44与流体盒20的一部分(诸如突出部56a、56b)之间放置杠杆臂(诸如螺丝刀),并且将所述杠杆臂抵靠销44支抵以帮助从头部腔移除流体盒20。如上文所论述的,流体盒20将多个更换零件合并成单个模块。新的流体盒20可以被安装至安装头部18。多部件式喷涂器10可以被重新组装并恢复操作。
49.在一些情况下,混合腔组件22还可以要求更换。使用者可以从多部件式喷涂器10移除安装头部18以暴露混合腔组件22。通过转动混合腔组件22并且然后拉动混合腔组件22轴向地远离致动器16使得锁定突片74离开突片锁定部32,混合腔组件22被拆卸。新的混合腔组件22可以被安装至致动器16,并且多部件式喷涂器10可以被快速重新组装并恢复操作。混合腔组件22促进混合腔64的无工具式更换。
50.在操作期间,第一成分物料和第二成分物料进入歧管30并流入安装头部18中。所述第一成分物料在被设置在物料端口36a中的流体柱58a处进入流体盒20,并且第二成分物料在被设置在物料端口36b中的流体柱58b处进入流体盒20。混合腔64最初处于所述吹扫状态,使得阻止所述第一成分物料和第二成分物料流动至喷涂孔口72,如本文中进一步论述的。
51.使用者触发扳机14,扳机14触发致动器16,使得混合腔64变换至所述喷涂状态。所述成分物料进入混合腔64并混合在一起以形成所述多成分物料。所述多成分物料流过混合腔64并被喷射为穿过喷涂孔口72的喷剂。将所述成分物料驱动至多部件式喷涂器10的上游压力驱动所述第一成分物料和第二成分物料以及产生的多成分物料通过歧管30、安装头部18、流体盒20、和混合腔64,并通过喷涂孔口72离开。
52.使用者释放扳机14,这导致致动器16移动,使得混合腔64被致动器16驱动回到所述吹扫状态。混合腔64与流体盒20中的所述成分物料流路流体地断开连接,从而使所述第一成分物料和第二成分物料两者停止流动至混合腔64中。在所述吹扫状态中,吹扫空气流过混合腔64并流出喷涂孔口72以将任何剩余的物料吹出混合腔64。当混合腔64处于所述吹扫状态中时,所述吹扫空气可以不断地流过混合腔64。所述吹扫空气防止在混合腔64内的固化,所述固化可能破坏混合腔64的可操作性。
53.多部件式喷涂器10提供显著的优点。多部件式喷涂器10可以简单且快速地组装和
拆卸。快速组装减少了由于零件更换导致的停机时间,从而提高生产率。通过提供包含多个密封件和先前要求在原位上单独组装的其它部件的单个模块,流体盒20进一步促进快速组装。流体盒20可以是一次性的并且用新的流体盒20更换,以重新开始喷涂操作。流体盒20提供单个更换零件,所述单个更换零件还减少使用者需要追踪的零件的数量的单个更换零件,从而简化操作并向使用者提供较容易的追踪。混合腔组件22还易于移除和更换,从而进一步减少停机时间并提高生产率。
54.图2a是沿图1a中的线2
‑
2截取的多部件式喷涂器10的截面图。图2b是图2a中的细节z的放大图。图2a和图2b将被一起论述。致动器16、安装头部18、流体盒20、混合腔组件22、保持帽24、空气帽28、以及歧管30。致动器16包括突片锁定部32。示出了安装头部18的中心孔34、物料端口36a、36b;腔壁38;头部连接器40;销44;狭槽48a、48b;以及物料通道80a、80b。示出了流体盒20的第一端50,第二端52,盒孔54,突出部56a、56b;流体柱58a、58b;中心延伸部62;混合器主体82;密封壳体84a、84b;流体止回件86a、86b;侧部密封件88a、88b;物料通路90a、90b;盒盖92;吹扫腔94;以及保持构件103a、103b。流体止回件86a、86b分别包括弹簧96a、96b和滚珠98a、98b。侧部密封件88a、88b分别包括侧部弹簧100a、100b和密封构件102a、102b。密封构件102a、102b分别包括密封通道120a、120b。混合腔组件22包括混合腔64和腔连接器66。示出了混合腔64的主体68,头部70,喷涂孔口72,尾部104,入口孔106a、106b;以及混合孔108。主体68包括第一主体端110,第二主体端112,横向侧面114a、114b,以及斜面116a、116b。尾部104包括销孔118。腔连接器66包括锁定突片74。
55.安装头部18被安装至多部件式喷涂器10的主体。头部连接器40被能够转动地设置在安装头部18上。头部连接器40将安装头部18固定至多部件式喷涂器10。物料通道80a、80b延伸穿过安装头部18并分别将所述第一成分物料和第二成分物料从歧管30传输至物料端口36a、36b。物料端口36a、36b延伸到安装头部18的腔壁38中。中心孔34轴向地延伸穿过安装头部18。狭槽48a、48b被形成在安装头部18的接收部分42(图1b和图3a至图4b)中。狭槽48a、48b确保流体盒20在组装期间的适当的对准并防止流体盒20相对于安装头部18的转动,以帮助在组装和操作期间将流体盒20保持在适当的位置处。销44被设置在狭槽48a、48b的封闭端处。
56.流体盒20被流体地连接至安装头部18并被固定在所述接收部分42内。保持帽24被附接至安装头部18并且将流体盒20固定在所述头部腔46内。密封壳体84a、84b被设置在混合器主体82的相反侧上。突出部56a、56b由密封壳体84a、84b的多个部分来形成。突出部56a、56b被接收在狭槽48a、48b中。盒盖92在密封壳体84a、84b和混合器主体82的多个部分上延伸以将密封壳体84a、84b和混合器主体82固定在一起从而形成流体盒20。在一些示例中,盒盖92可以形成永久性连接,使得拆卸流体盒20将破坏形成流体盒20的一个或更多个零件的可操作性。在一些示例中,紧固件122(诸如销或螺旋)以及其它选择一起延伸穿过混合器主体82和密封壳体84a、84b以将混合器主体82和密封壳体84a、84b连结在一起。盒盖92可以覆盖紧固件122延伸穿过的开口。当流体盒20被描述为由分立的密封壳体84a、84b;混合器主体82;以及盒盖92形成时,应该理解,流体盒20可以形成为单一零件。例如,流体盒20可以通过模塑、铸造、增材制造、或任何其它适合的制造过程而形成。另外,在一些示例中,形成流体盒20的部件可以被永久地连结,使得拆卸所述部件会破坏流体盒20的可操作性。
57.物料通路90a、90b分别延伸穿过密封壳体84a、84b。物料通路90a、90b提供用于使
所述第一成分物料和第二成分物料流过流体盒20到达中心孔34的流路。流体止回件86a、86b分别被设置在物料通路90a、90b的输入端处。流体柱58a、58b从流体盒20的第二端52突出并且被配置成分别延伸到物料端口36a、36b中。流体止回件86a、86b被设置在物料通路90a、90b的输入端处,并且在示出的示例中至少部分地设置在流体柱58a、58b中。滚珠98a、98b被设置在物料通路90a、90b中并且弹簧96a、96b与滚珠98a、98b界面地连接,以将滚珠98a、98b偏压到闭合位置处。每个流体止回件86a、86b的座位由附接至流体柱58a、58b的部件形成。所述座位部分可以以任何期望的方式,诸如压配合或螺纹连接、以及其它选择,被附接至流体柱58a、58b。流体止回件86a、86b防止流体回流离开流体盒20并进入安装头部18的物料通道80a、80b中。这样,流体止回件86a、86b保证任何窜流都不能流入到安装头部18中并污染所述安装头部18。
58.侧部密封件88a、88b分别被至少部分地设置在物料通路90a、90b中。侧部弹簧100a、100b被设置在物料通路90a、90b中并朝向轴线a
‑
a偏压密封构件102a、102b。密封构件102a、102b包括用于与混合腔64的平坦的横向侧面114a、114b接合和密封的平坦的面。密封构件102a、102b向入口孔106a、106b提供所述成分物料。密封构件102a、102b包括密封通道120a、120b,所述成分物料流过所述密封通道120a、120b。侧部密封件88a、88b被预加载,这意味着侧部弹簧100a、100b向密封构件102a、102b施加力,以在安装混合腔组件22之前将密封构件102a、102b偏压到盒孔54中。密封构件102a、102b部分地突出离开物料通路90a、90b并进入盒孔54中。保持构件103a、103b(诸如夹子)在物料通路90a、90b中被设置在盒孔54附近并与密封构件102a、102b界面地连接,以将密封构件102a、102b保持在物料通路90a、90b中并限制密封构件102a、102b可以突入到盒孔54中的程度。密封构件102a、102b在安装混合腔组件22之前突入到盒孔54中,以确保密封构件102a、102b与横向侧面114a、114b之间的适当的接合以及密封。
59.中心延伸部62由混合器主体82的延伸超过流体盒20的第二端52的一部分形成。中心延伸部62延伸到安装头部18的盒孔54中。盒孔54轴向地延伸穿过混合腔64。吹扫腔94被形成在盒孔54的一部分中。混合腔64被设置在盒孔54中且能沿轴线a
‑
a移动。
60.混合腔组件22被设置在轴线a
‑
a上。混合腔组件22被附接至致动器16以沿轴线a
‑
a移动。混合腔组件22接收所述第一成分物料和第二成分物料。所述多成分物料被形成在混合腔组件22中且从形成在混合腔64中的喷涂孔口72喷出。腔连接器66通过延伸穿过腔连接器66和销孔118的销而被安装至尾部104。然而,应该理解,所述腔连接器66可以以诸如通过接口螺纹以及其它选择的任何期望的方式被附接至混合腔64。锁定突片74被设置在腔连接器66的与混合腔64相反的端部处。锁定突片74被突片锁定部32接收以将混合腔组件22固定至致动器16。
61.盒主体68在第一主体端110与第二主体端112之间延伸。头部70从第一主体端110突出。空气帽28被安装在头部70上且可以以任何期望的方式被附接至头部70。例如,头部70和空气帽28可以包括接口螺纹以及其它选择。尾部104从第二主体端112延伸。销孔118通过尾部104突出。
62.横向侧面114a、114b在第一主体端110与第二主体端112之间延伸。横向侧面114a、114b形成平坦的轴向面,所述平坦的轴向面促进密封构件102a、102b与横向侧面114a、114b之间的滑动接合。斜面116a、116b形成第一端50与第二端52之间的过渡部。斜面116a、116b
促进混合腔64的安装,所述混合腔64从第二端52且沿方向d1被插入到盒孔54中。斜面116a、116b接合密封构件102a、102b并推动密封构件102a、102b远离轴线a
‑
a,以加宽密封构件102a、102b之间的间隙并允许混合腔64在密封构件102a、102b下方行进,使得密封构件102a、102b行进到横向侧面114a、114b上并与横向侧面114a、114b接合。斜面116a、116b形成混合腔64的过渡特征部,所述过渡特征部促进通过预加载侧部密封件88a、88b而进行的混合腔64的安装。
63.入口孔106a、106b分别延伸到横向侧面114a、114b中并穿过主体68到达混合孔108。在一些示例中,入口孔106a、106b径向地延伸穿过主体68。然而,应该理解,所述入口孔106a、106b可以被设置成处于提供至混合孔108的流体流路的、相对于轴线a
‑
a的任何期望的定向。混合孔108在入口孔106a、106b与喷涂孔口72之间延伸穿过混合腔64。混合孔108从入口孔106a、106b接收流体并将所述流体提供至喷涂孔口72。混合腔64沿轴线a
‑
a在与所述喷涂状态相关联的第一位置和与所述吹扫状态相关联的第二位置之间移动,在所述第一位置处混合腔64从入口孔106a、106b接收单独的成分物料并将所产生的多成分物料提供至喷涂孔口72,在所述第二位置处混合腔从入口孔106a、106b接收吹扫空气并将所述吹扫空气提供至喷涂孔口72。
64.混合腔组件22、安装头部18和流体盒20能从多部件式喷涂器10移除。在组装期间,混合腔组件22被安装至致动器16。锁定突片74被插入突片锁定部32中并被转动以将锁定突片74固定至致动器16。安装头部18沿方向d2被轴向地移动使得混合腔64行进穿过中心孔34。头部连接器40被固定至枪主体68。
65.流体盒20沿方向d2被轴向地移动并被移动到安装头部18上。流体柱58a、58b延伸到物料端口36a、36b中并被所述物料端口36a、36b接收,由此形成安装头部18与流体盒20之间的流体和机械连接。中心延伸部62延伸到中心孔34中并被所述中心孔34接收。突出部56a、56b由狭槽48a、48b接收,从而在流体盒20被移动到安装头部18上的位置处时促进流体盒20与安装头部18的适当的对准。
66.当流体盒20沿方向d2移动时,混合腔64行进穿过盒孔54。斜面116a、116b是混合腔64的用于与密封构件102a、102b接触的第一部分。斜面116a、116b形成推动密封构件102a、102b远离轴线a
‑
a的倾斜过渡特征部,从而在混合腔64行进穿过盒孔54时加宽密封构件102a、102b之间的间隙。横向侧面114a、114b在密封构件102a、102b下方行进并被密封构件102a、102b密封地接合。密封构件102a、102b形成在整个操作期间保持与横向侧面114a、114b接合的滑动密封件。
67.盒盖92被附接至安装头部18以将流体盒20固定在安装头部18上的适当的位置处。空气帽28被附接至头部70。歧管30被附接至安装头部18。多部件式喷涂器10因而准备好操作。尽管安装头部18和流体盒20被描述为单独形成的部件,但是应该理解,安装头部18和流体盒20可以被永久地附接或被整体形成,使得安装头部18和流体盒20形成可移除的安装和混合组件。
68.流体盒20促进流体密封部件(诸如侧部密封件88a、88b)的快速且容易的更换,由此减少在操作期间的停机时间。另外,流体盒20将所述流体密封部件合并成单个组件,由此将更换零件的数目减小至一个,从而进一步减少停机时间并提高生产率。为了更换流体盒20,使用者移除空气帽28和盒盖92。流体盒20沿方向d1被轴向地拉动,从而从物料端口36a、
36b移除流体柱58a、58b并从中心孔34移除中心延伸部62。流体盒20沿方向d2移动通过盒孔54并被从盒孔54移除。新的流体盒20可以随后如上文所论述的那样被安装。多部件式喷涂器10准备好用于喷涂。
69.如果需要新的混合腔64,则安装头部18可以与枪主体68断开连接并沿方向d1拉动离开混合腔64。歧管30可以在折卸期间保持连接至安装头部18。混合腔组件22被转动并沿方向d1被拉动以从突片锁定部32移除锁定突片74。新的混合腔64组件可以被附接在突片锁定部32处并且安装头部18和流体盒20可以如上文所论述的那样被安装。在一些示例中,所述销可以被从销孔118拉动,由此将腔连接器66与混合腔64断开连接。新的混合腔64可以被附接至腔连接器66以形成新的混合腔组件22。在一些示例中,使用者可以更换具有不同的喷涂孔口结构的不同的混合腔组件22以提供不同的喷涂模式。混合腔组件22促进多部件式喷涂器10的所述流体处理部件的容易的移除和更换。
70.在操作期间,致动器16沿方向d1被驱动以停止所述多成分物料的喷涂并且沿方向d2被驱动以启动所述多成分物料的喷涂。然而,应该理解,所述多部件式喷涂器10可以被配置成使得致动器16沿方向d1被驱动以启动喷涂并且沿方向d2被驱动以停止喷涂。例如,混合腔64可以被配置成使得在混合腔64处于所述吹扫状态的情况下,入口孔106a、106b被设置在密封构件102a、102b的与喷涂孔口72相反的一侧上。
71.致动器16和混合腔组件22在图2a和图2b中被示出为处于所述喷涂状态。最初,混合腔组件22处于第一位置,在所述第一位置处,入口孔106a、106b沿方向d1相对于密封构件102a、102b移动,使得入口孔106a、106b位于密封构件102a、102b前方并通过密封构件102a、102b与物料通路90a、90b流体地隔离。在所述第一位置处,入口孔106a、106b被定位在吹扫腔94中以接收吹扫空气,如下文关于图3a和图3b进一步论述的。所述吹扫空气流过入口孔106a、106b和混合孔108并流出喷涂孔口72。在一些示例中,所述吹扫空气不断地流动至吹扫腔94,并且因此当混合腔64处于所述吹扫状态时流过混合腔64。所述吹扫空气将残留在混合腔64中的任何成分物料通过喷涂孔口72吹出混合腔64,从而防止在混合腔64中固化并保持混合腔64的可操作性。
72.所述第一成分物料进入安装头部18中并且流过物料通道80a到达物料端口36a。所述第一成分物料的上游压力使流体止回件86a打开并驱动所述第一成分物料通过流体止回件86a。所述第一成分物料流过物料通路90a和密封构件102a并且紧紧地抵住横向侧面114a。所述上游压力推动密封构件102a与横向侧面114a接合,从而加强了形成在所述密封构件102a与所述横向侧面114a之间的密封。在示出的示例中,密封构件102a形成横向侧面114a上的环状密封。当混合腔64移动位置时,侧部密封件88a进一步擦拭横向侧面114a,以防止任何第一成分物料的残余物残留在横向侧面114a上,所述物料可能在横向侧面114a上固化并损坏密封构件102a。
73.所述第二成分物料进入安装头部18中并且流过物料通道80b到达物料端口36b。所述第二成分物料的上游压力使流体止回件86b打开并驱动所述第二成分物料通过流体止回件86b。所述第二成分物料流过物料通路90b和密封构件102a并且紧紧抵住横向侧面114b。所述上游压力进一步推动密封构件102b与横向侧面114b接合,从而加强了形成在所述密封构件102b与所述横向侧面114b之间的密封。在示出的示例中,密封构件102b形成横向侧面114b上的环状密封。当混合腔64移动位置时,侧部密封件88b擦拭横向侧面114b,以防止任
何第二成分物料的残余物残留在横向侧面114b上,所述物料可能在横向侧面114b上固化并损坏密封构件102b。
74.为了启动喷涂,致动器16沿方向d2被驱动。致动器16沿方向d2拉动混合腔组件22并进入所述喷涂状态。入口孔106a、106b在密封构件102a、102b下方行进并与物料通路90a、90b流体连通。物料通路90a中的上游压力驱动所述第一成分物料通过入口孔106a到达混合孔108。物料通路90b中的上游压力驱动所述第二成分物料通过入口孔106b到达混合孔108。所述第一成分物料和第二成分物料在混合孔108中结合以形成所述多成分物料。所述多成分物料作为喷剂被喷射通过喷涂孔口72。
75.为了停止喷涂,致动器16沿方向d2被驱动。致动器16沿方向d1推动混合腔组件22进入所述吹扫状态。入口孔106a、106b在密封构件102a、102b下方行进并与物料通路90a、90b脱离流体连通。所述吹扫空气流过入口孔106a、106b和混合孔108并将在入口孔106a、106b和混合孔108中剩余的物料吹出喷涂孔口72。
76.在一些情况下,所述第一成分物料或第二成分物料可能窜流到相反的物料通道80a、80b中,从而导致在所述部位处的固化。例如,在所述第一成分物料和第二成分物料的上游压力不平衡时可能发生这样的窜流。流体止回件86a、86b防止这样的窜流离开流体盒20。这样,所述窜流和污染物被包含在流体盒20内。流体止回件86a、86b防止安装头部18在窜流的情况下被污染。如上文所论述的,流体盒20可以被容易地移除且新的流体盒20可以被容易地安装以使多部件式喷涂器10恢复操作。
77.多部件式喷涂器10提供显著的优点。流体盒20促进可以被窜流污染的所述流体处理部件的快速且简单的更换。流体盒20提供单个更换零件,从而减少使用者的零件的数量和库存、减少停机时间并增加操作效率。混合腔64通过被预加载的侧部密封件88a、88b促进在流体盒20内的的安装。混合腔组件22可以被容易地附接至致动器16并从致动器16分离,从而促进快速更换、减少停机时间并增加操作效率。
78.图3a是沿图1a中的线3
‑
3截取的多部件式喷涂器10的截面图。图3b是图3a中的细节y的放大图。图3a和图3b将被一起论述。多部件式喷涂器10包括手柄12;扳机14;致动器16;安装头部18;流体盒20;混合腔组件22;保持帽24;空气帽28;歧管30;控制阀124(图3a);空气入口126(图3a);空气排出口128(图3a);控制路径130a、130b(图3a);以及吹扫空气路径132。致动器16包括突片锁定部32。示出了安装头部18的中心孔34、头部连接器40、腔壁38、接收部分42、吹扫孔134、吹扫端口136、以及紧固件孔138。接收部分42限定头部腔46。示出了流体盒20的第一端50、第二端52、盒孔54、吹扫柱60、中心延伸部62、混合器主体82、流体止回件86c、盒盖92、吹扫腔94、吹扫路径140、以及定位销142。流体止回件86c包括弹簧96c和滚珠98c。混合腔组件22包括混合腔64和腔连接器66。示出了混合腔64的主体68、头部70、喷涂孔口72、尾部104、以及入口孔106。主体68包括第一主体端110、第二主体端112、以及狭槽144。尾部104包括销孔118。腔连接器66包括锁定突片74。
79.空气入口126延伸到多部件式喷涂器10中并且被配置成接收从压缩空气来源(未示出)(诸如空气压缩机或空气罐)延伸的供气管线(未示出)。空气入口126提供用于压缩空气进入多部件式喷涂器10中的通路。多个空气入口126提供所述供气管线的替代连接点。未使用的所述空气入口126可以被塞住。空气入口126延伸至控制阀124。空气排出口128从控制阀124延伸通过手柄12。空气排出口128提供用于使压缩空气从多部件式喷涂器10排出的
通路。
80.致动器16被设置在多部件式喷涂器10中并且被配置成在所述喷涂状态与所述吹扫状态之间致动混合腔64,在所述喷涂状态中,混合腔64被定位成接收所述第一成分物料和第二成分物料并从喷涂孔口72喷射所述多成分物料,在所述吹扫状态中,混合腔64与所述第一成分物料和第二成分物料流体地断开连接并被替代地定位成从吹扫腔94接收吹扫空气。在示出的示例中,致动器16是气动活塞。
81.控制阀124被设置在多部件式喷涂器10中并且控制通过控制路径130a、130b流至致动器16和来自致动器16的空气的流量。扳机14被可枢转地连接至多部件式喷涂器10并且在第一位置与第二位置之间致动控制阀124,在所述第一位置处,控制阀124引导压缩空气从空气入口126经由控制路径130a流至致动器16并引导用过的压缩空气从致动器16经由控制路径130b流至空气排出口128,在所述第二位置处,控制阀124引导压缩空气从空气入口126经由控制路径130b流至致动器16并且引导用过的压缩空气从致动器16经由控制路径130a流至空气排出口128。经由控制路径130a引导所述压缩空气会沿方向d2驱动致动器16并且因此驱动混合腔组件22,以将混合腔组件22放置在所述喷涂状态,使得混合腔64接收第一成分流体和第二成分流体。经由控制路径130b引导所述压缩空气会沿方向d1驱动致动器16并且因此驱动混合腔组件22以使混合腔组件22与第一成分流体流和第二成分流体流流体地断开连接并将混合腔组件22放置在所述吹扫状态。
82.吹扫空气路径132从控制阀124延伸至安装头部18中的吹扫端口136。吹扫空气路径132被不断地连接至经由空气入口126进入多部件式喷涂器10中的压缩空气流。所述吹扫空气是所述压缩空气的经由空气入口126提供的并通过吹扫空气路径132流至安装头部18的一部分。
83.安装头部18被安装至多部件式喷涂器10。安装头部18将安装头部18固定至枪主体68。在示出的示例中,头部连接器40和多部件式喷涂器10包括接口螺纹。歧管30被安装至安装头部18以将所述第一成分物料和第二成分物料提供至安装头部18。在示出的示例中,歧管紧固件146延伸到形成在安装头部18中的紧固件孔138中。然而,应该理解,所述歧管30可以以任何期望的方式被安装至安装头部18上。
84.接收部分42从安装头部18的与头部连接器40相反的端部延伸。头部腔46由接收部分42来限定并且被配置成接收流体盒20。吹扫孔134延伸穿过安装头部18到达吹扫端口136。吹扫端口136延伸到腔壁38中。吹扫孔134从吹扫空气路径132接收吹扫空气。吹扫孔134向位于吹扫孔134处的流体盒20提供所述吹扫空气。
85.流体盒20被设置在头部腔46中。中心延伸部62沿轴线a
‑
a延伸并且突出超过流体盒20的第二端52。中心延伸部62由混合器主体82的延伸超过第二端52的一部分形成。中心延伸部62延伸到安装头部18的中心孔34中。盒孔54从第一端50延伸穿过流体盒20,并延伸穿过中心延伸部62。盒孔54接收混合腔64。混合腔64可以沿轴线a
‑
a在盒孔54内轴向地移动。狭槽144被形成在主体68的底部中。狭槽144沿轴线a
‑
a在第一主体端110与第二主体端112之间延伸。定位销142被安装至混合器主体82并且延伸到盒孔54中。定位销142被设置在狭槽144内并且当混合腔64在所述喷涂状态与吹扫状态之间变换时沿狭槽144滑动。与狭槽144界面地连接的定位销142会确保混合腔64的适当的安装和对准。因为定位销142将防止不正确地配置的混合腔64行进穿过盒孔54,所以定位销142和狭槽144确保混合腔64被正确
地安装。另外,定位销142和狭槽144通过防止混合腔64被反向安装来提供防错措施。在一些示例中,尽管定位销142被示出与主体68单独地形成,但是应该理解,定位销142和主体68可以被形成为单个零件。尽管流体盒20被示出为包括定位销142,但是应该理解,流体盒20可以包括适于与狭槽144界面地连接的任何期望类型的突出部。例如,定位销142可以被形成为导轨或其它细长形的突出部、或被形成为一系列分立的突出部。
86.吹扫柱60从第二端52突出。吹扫柱60延伸到安装头部18的吹扫孔134中。流体止回件86c被设置在流体盒20中并且被吹扫柱60保持在流体盒20内。在示出的示例中,吹扫柱60的一部分形成用于流体止回件86c的滚珠98的座位。弹簧96将滚珠98偏压到闭合位置处,使得滚珠98通常地座接于闭合位置。
87.吹扫路径140从吹扫柱60穿过流体盒20延伸至盒孔54。吹扫路径140被配置成将吹扫空气提供至盒孔54的吹扫腔94。流体止回件86c允许在吹扫空气进入吹扫路径140的同时防止空气或物料从吹扫路径140回流到安装头部18中。例如,如果发生所述成分物料的窜流或其它渗漏,则所述成分物料可能流入吹扫路径140中。流体止回件86c防止所述物料从流体盒20回流到吹扫孔134中。这样,流体止回件86c保持安装头部18和多部件式喷涂器10内的空气路径免受物料污染。如果这样的污染确实发生于流体盒20中,则污染被限于流体盒20,使得使用者仅需要更换流体盒20而不是安装头部18或其它上游部件,以使多部件式喷涂器10恢复操作。尽管流体止回件86c被示出为球形止回阀,但是应该理解,流体止回件86c可以属于适于确保通过吹扫柱60的单向流的任何期望的结构。
88.混合腔组件22被可操作地连接至致动器16。腔连接器66被设置在混合腔64的尾部104上并被连接至所述尾部104。锁定突片74从腔连接器66的与混合腔64相反的端部突出。锁定突片74被设置在致动器16的突片锁定件34中。
89.在操作期间,控制阀124最初被定位成经由控制路径130b引导压缩空气。所述压缩空气流动至容纳致动器16的腔并沿方向d1推动致动器16。致动器16沿方向d1推动混合腔组件22进入所述吹扫状态。所述压缩空气的所述吹扫空气部分从控制阀124流过多部件式喷涂器10中的吹扫空气路径132并流过安装头部18中的吹扫孔134。所述吹扫空气具有足够的压力来打开流体止回件86c。所述吹扫空气流过吹扫路径140并且流至吹扫腔94。在混合腔组件22处于所述吹扫状态的情况下,入口孔106a、106b(在图2a和图2b中最佳示出)被流体地连接至吹扫腔94。所述吹扫空气通过入口孔106a、106b进入混合腔并通过混合孔108流至喷涂孔口72。所述吹扫空气将混合腔64中的任何成分物料或残余物携带离开并穿过喷涂孔口72,从而防止混合腔64内的不期望的固化。
90.为了启动喷涂,使用者致动扳机14,这将致动控制阀124,使得控制阀124将控制路径130a与空气入口126流体地连接,并且将空气排出口与控制路径130b流体地连接。压缩空气的沿方向d1偏压致动器16的部分被通过控制路径130b和空气排出口128排出。压缩空气的另一部分经由控制路径130a被提供至致动器16。压缩空气的所述部分沿方向d2驱动致动器16。致动器16将混合腔64拉动至所述喷涂状态。混合腔64接收第一成分物料和第二成分物料并从喷涂孔口72发射所述多成分物料的喷剂。所述吹扫空气继续以流动至吹扫腔但被密封构件102a、102b(图2a和图2b)防止进入混合腔中。
91.使用者释放扳机14并且控制阀124恢复所述初始位置。压缩空气沿方向d1驱动致动器16并且致动器16将混合腔64推动至所述吹扫状态。所述吹扫空气清洁来自混合孔108
的任何剩余的物料。
92.流体盒20提供显著的优点。流体盒20促进可以被窜流污染的所述流体处理部件的快速且简单的更换。流体盒20提供单个更换零件,从而减少使用者的零件的数量和库存、减少停机时间并增加操作效率。流体止回件86c允许吹扫空气进入流体盒20但防止任何上游的流流出吹扫路径140到达安装头部18。这样,可能存在于流体盒20中的任何污染物都被限于流体盒20。流体止回件86c上游的空气路径被保护免受污染。
93.图4a是安装头部18的主视等轴侧视图。图4b是安装头部18的主视立视图。图4c是安装头部18的仰视平面图。图4a至图4c将被一起论述。安装头部18包括中心孔34(图4a和图4b),物料端口36a、36b(图4a和图4b);腔壁38(图4a和图4b),接收部分42,销44(图4a和图4b),吹扫端口136(图4b),紧固件孔138(图4c),清洁空气端口148(图4b),清洁控制端口150(图4a),润滑油入口152(图4a),润滑油出口154(图4b),以及入口端口156(图4c)。接收部分42限定头部腔46(图4a和图4b)并且包括狭槽48a、48b(图4a和图4b)。
94.安装头部18连接至多部件式喷涂器(在图1a、图1b、图2a和图3a中最佳示出)并且从歧管30(在图1b中最佳示出)接收所述第一成分物料和第二成分物料。连接器(诸如头部连接器40(图1a至图3b))被连接至安装头部18的与接收部分42相反的端部。接收部分42从安装头部18突出并且被配置成接收流体盒20(在图2b、图3b、图5a和图5b中最佳示出)。腔壁38限定接收部分42的端部。接收部分42包括用于接收盖(诸如保持帽24(图1a至图3b))的外螺纹以将流体盒20固定在接收部分42内。中心孔34轴向地延伸穿过安装头部18。中心孔34提供通道,混合腔组件(诸如混合腔组件22(图1b至图3b))可以延伸通过所述通道。
95.狭槽48a、48b朝向安装头部18的主体轴向地延伸到接收部分42中。然而,应该理解,所述狭槽48a、48b可以被设置在接收部分42上的任何期望的部位处。狭槽48a、48b被配置成接收流体盒20的突出部56a、56b(在图1b、图5a和图5b中最佳示出)以确保在组装期间流体盒20在接收部分42中的适当的对准,并防止流体盒20相对于安装头部18转动。销44被设置在狭槽48a、48b的靠近安装头部18的主体的封闭端处。销44由弹性材料(诸如硬化钢)形成,并且提供支架,使用者可以抵靠所述支架以支抵杠杆臂(诸如螺丝刀)以促进从安装头部18移除流体盒20。
96.润滑油入口152延伸到安装头部18中。润滑油入口152提供端口,使用者可以通过所述端口将润滑油供应至多部件式喷涂器10的部件。所述润滑油从润滑油入口152流过安装头部18到达润滑油出口154。清洁空气端口148延伸到腔壁38中。清洁空气端口148被配置成将清洁空气提供至空气帽,诸如空气帽28(图1a至图3b)。所述清洁空气在清洁空气端口148处离开流体头部并流过流体盒20到达空气帽28。控制阀(诸如针阀)可以被在清洁控制端口150处安装至安装头部18以控制通过安装头部18的清洁空气的流量。空气帽28包括内部通道,所述内部通道被配置成在所述混合腔的喷涂孔口附近喷射所述清洁空气。
97.紧固件孔138延伸到安装头部18的底部中。紧固件孔138被配置成接收紧固件(诸如螺钉)以将歧管30固定至安装头部18。入口端口156延伸到安装头部18的底部中并且被配置成从歧管30接收单独的成分物料。物料端口36a、36b延伸到安装头部18的腔壁38中。每个物料端口36a、36b被流体地连接至入口端口156中的一个入口端口。物料端口36a、36b被配置成接收从流体盒20突出的流体柱。物料端口36a、36b将所述成分物料提供至流体盒20。吹扫端口136延伸到腔壁38中。吹扫端口136被配置成从流体盒20接收吹扫柱突出部以将吹扫
空气提供至流体盒20。
98.安装头部18促进多部件式喷涂器10的快速且简单的组装和拆卸。安装头部18可以经由所述连接器与多部件式喷涂器10连接和断开连接。在一些示例中,安装头部18促进现有的多部件式喷涂器的改造。例如,上述的部件可以被移除并且安装头部18可以被连接至现有的喷涂器的枪主体。安装头部18提供必需的流路以将成分物料、空气和润滑油提供至多部件式喷涂器10的所述流体处理部件(诸如流体盒20和混合腔64)。
99.图5a是流体盒20的第一等轴侧视图。图5b是流体盒20的第二等轴侧视图。图5a和图5b将被一起论述。流体盒20包括第一端50;第二端52;盒孔54;突出部56a、56b;流体柱58a、58b;吹扫柱60;中心延伸部62;混合器主体82;密封壳体84a、84b;盒盖92;润滑油端口158;清洁入口160;以及清洁出口162。盒盖92包括盖狭槽93a、93b。
100.密封壳体84a、84b被设置在混合器主体82的相反侧上。中心延伸部62由混合器主体82的延伸超过第二端52的一部分形成。盒孔54从第一端50轴向地延伸穿过流体盒20并延伸穿过中心延伸部62。中心延伸部62延伸到安装头部18(在图4a至图4c中最佳示出)的中心孔34(图1b至图4b)中。中心孔34接收混合腔,诸如混合腔64(在图6a至图6d中最佳示出)、混合腔64
′
(图7a和图7b)、混合腔64
″
(图8a和图8b)、混合腔64
″′
(图9a和图9b)、以及混合腔64
″″
(图10a和图10b)。设置在密封壳体84a、84b内的侧部密封件88a、88b(图2a和图2b)被预加载,并且所述侧部密封件88a、88b的密封构件102a、102b(图2a和图2b)从密封壳体84a、84b突出到中心孔34中。
101.流体柱58a、58b分别从密封壳体84a、84b延伸。流体柱58a、58b从流体盒20的第二端52突出。在示出的示例中,流体柱58a、58b从密封壳体84a、84b突出。流体柱58a、58b被配置成延伸到安装头部18的物料端口36a、36b(在图2b中最佳示出)中。流体柱58a接收第一成分物料并且流体柱58b从安装头部18接收第二成分物料。如上文所论述的,止回阀在流体柱58a、58b附近设置在流体盒20中以防止物料回流离开流体柱58a、58b。流路从流体柱58a、58b延伸穿过流体盒20到达盒孔54,以将第一成分物料和第二成分物料提供至设置在盒孔54中的所述混合腔。流体柱58a、58b被设置在中心延伸部62的相反侧上。然而,应该理解,所述流体柱58a、58b可以被设置在与物料端口36a、36b的部位相对应的任何期望的部位处。
102.突出部56a、56b分别由密封壳体84a、84b形成。盒盖92包括围绕突出部56a、56b延伸的盖狭槽93a、93b。突出部56a、56b被配置成延伸到安装头部18的狭槽48a、48b(在图4a和图4b中最佳示出)中。突出部56a、56b为使用者提供抓握点以操作流体盒20,确保在安装期间流体盒20的适当的对准,并防止流体盒20相对于安装头部18的转动。
103.吹扫柱60从流体盒20的第二端52延伸。吹扫柱60被配置成延伸到安装头部18的吹扫端口136(图3b和图4b)中。吹扫柱60从安装头部18接收吹扫空气。穿过流体盒20的内部流路将所述吹扫空气提供至盒孔54。如上文所论述的,止回阀在吹扫柱60附近设置在流体盒20中。所述止回阀防止流体回流通过吹扫柱60。
104.润滑油端口158延伸到流体盒20的第二端52中。流路从润滑油端口158延伸通过混合器到达盒孔54以将润滑油提供至盒孔54。清洁入口160延伸到流体盒20的第二端52中。清洁出口162延伸到流体盒20的第一端50中。在示出的示例中,清洁出口162延伸穿过盒盖92。流路延伸穿过混合器主体82以将清洁空气从清洁入口160提供至清洁出口162。
105.盒盖92在混合器主体82和密封壳体84a、84b的多个部分上延伸。盒盖92提供均一
的外表面以促进使用者操作流体盒20。在一些示例中,盒盖92将密封壳体84a、84b和混合器主体82保持在一起以形成流体盒20。盒盖92覆盖混合器主体82和密封壳体84a、84b并且保护所述混合器主体82和密封壳体84a、84b免受冲击损坏。盒盖92可以包括向后延伸的柱164,所述向后延伸的柱164被配置成装配在形成在混合器主体82中的凹槽166内。存在于凹槽166中的、用于将盒盖92锁定至混合器主体82的柱164确保在流体盒20的组装期间的适当的对准。
106.在示出的示例中,盒盖92包括外部凹槽,所述外部凹槽被配置成促进使用者抓握流体盒20。尽管盒盖92被示出为包括凹槽,但是应该理解,盒盖92可以包括适于加强使用者抓握流体盒20的任何期望的结构的特征部。例如,盒盖92可以包括带凹槽的、带凸边的、带纹理的、或其它非光滑表面。
107.流体盒20将现有的多部件式头部的大约十五个零件合并到一个盒中,这导致与用于施加二元化合物(比如,环氧树脂)的现有的多部件式头部相比更快的头部更换,现有的多部件式头部要求在两个部件结合的点处被定期清洁或更换以进行操作。由此,流体盒20提供并入所有更换零件的单个可更换的盒。在许多实施例中,金属和/或塑料密封壳体84a、84b包含以容易移除和更换的方式设计的侧部密封件、侧部密封o形圈、弹簧、止回阀,以最小化停机时间。流体盒20可以是一次性的以最小化维护时间且易于进行预防性维修。由此,流体盒20促进快速且容易地更换多部件式喷涂器中通常要求维护的零件。
108.流体盒20提供显著的优点。如上文所论述的,第一成分物料和第二成分物料被混合以在设置在中心孔34中的所述混合腔中形成所述多成分物料。如果发生窜流,则所述多成分物料可能被形成在所述密封部件内和位于流体盒20中的通路内,从而导致那些部件发生故障或卡住。在这样的窜流的情况下,流体盒20可以从多部件式喷涂器10移除并且由新的流体盒20更换,由此更换所有那些发生故障的部件。另外,位于吹扫柱60和流体柱58a、58b处的所述止回阀防止任何窜流从流体盒20上游流动到安装头部18中。这样,流体盒20防止污染安装头部18。这样,流体盒20提供可以由新的流体盒20快速更换的单个更换零件。这减少了停机时间、增加了喷涂过程的效率、并且消除了使用者追踪多个较小的更换零件的需要。密封壳体84a、84b还包含预组装的流体盒20中的大部分或全部密封元件。这防止使用者不得不在修理和更换期间追踪多个较小的零件。流体盒20还促进安装具有不同配置或构造的不同混合腔,从而提供多部件式喷涂器10(在图1a和图1b中最佳示出)的模块化。
109.图6a是混合腔64的等轴侧视图。图6b是混合腔64的俯视平面图。图6c是混合腔64的左侧立面图。图6d是混合腔64的右侧立面图。图6e是混合腔64的仰视平面图。图6a至图6e将被一起论述。混合腔64包括主体68、头部70、喷涂孔口72、以及尾部104。主体68包括第一主体端110;第二主体端112;横向侧面114a、114b;斜面116a、116b;顶侧面168;以及底侧面170。横向侧面114a、114b分别包括入口端口172a、172b。尾部104包括销孔118。底侧面170包括狭槽144。混合腔64沿腔轴线a
m
‑
a
m
伸长。
110.头部70从主体68的第一主体端110延伸。头部70被配置成连接至空气帽,诸如空气帽28(图1a至图3b)。例如,头部70可以包括被配置成连接至所述空气帽上的外螺纹的外螺纹。尾部104从主体68的第二主体端112延伸。销孔118侧向地延伸穿过尾部104。尾部104被配置成接收连接器(诸如腔连接器66(图1b至图3b和图10a至图10b)),所述连接器促进将混合腔64连接至多部件式喷涂器的致动器(诸如多部件式喷涂器10(在图1a和图1b中最佳示
出)的致动器16(在图2a和图3a中最佳示出))。销可以延伸穿过销孔118以将所述连接器固定至尾部104。
111.狭槽144被形成在混合腔64的底侧面170上。狭槽144沿主体68从第一主体端110轴向地延伸至第二主体端112。狭槽144被配置成接收突出部,诸如定位销142(图3b)、翅片、导轨、或其它这样的突出部。所述突出部可以被形成在安装头部18(在图4a至图4c中最佳示出)的中心孔34(图1b至图4b)中和/或形成在流体盒20(在图5a和图5b中最佳示出)的盒孔54(图1b至图3b、图5a和图5b)中。接收所述突出部的狭槽144通过防止使用者将混合腔64无意地安装在反向位置处来提供防错措施。另外,狭槽144提供键锁特征部,所述键锁特征部防止在多部件式喷涂器10中安装不正确的混合腔。尽管狭槽144被描述为形成在底侧面170上,但是应该理解,狭槽144可以被形成在顶侧面168上。尽管狭槽144被示出为从第一主体端110延伸至第二主体端112,但是应该理解,狭槽144可以沿主体68的轴向长度部分地延伸,使得狭槽144包括一个敞开端和一个封闭端。
112.入口端口172a、172b分别延伸到横向侧面114a、114b中。入口端口172a、172b接收成分物料和吹扫空气,并将所述成分物料和吹扫空气传输到入口孔106a、106b(图2b和图10b)和混合腔64中的物料通路(诸如混合孔108(图2b、图3b和图10b))。喷涂孔口72被设置在头部70的与第一主体端110相反的远端处。喷涂孔口72从所述物料通路发射所述物料和空气。
113.横向侧面114a、114b是设置在主体68的相反侧上的平坦的侧面。第一主体端110被设置成正交于横向侧面114a、114b。顶侧面168在横向侧面114a、114b之间延伸并且在所述被示出的示例中是弯曲的。底侧面170在横向侧面114a、114b之间延伸并且在所述被示出的示例中是弯曲的。
114.斜面116a被设置在第一主体端110与横向侧面114a之间并且形成介于第一主体端110与横向侧面114a之间的过渡部。斜面116b被设置在第一主体端110与横向侧面114b之间并且形成介于第一主体端110与横向侧面114b之间的过渡部。斜面116a、116b一起形成混合腔64的斜面特征部。在示出的示例中,斜面116a、116b被一体地形成在混合腔64上。
115.如图6b所示,斜面116a被设置成角θ的定向并且斜面116b被设置成角β的定向。角θ介于约7度至30度之间。角β介于约7度至30度之间。在一些示例中,角θ和角β具有同一值,但是应该理解,角θ和角β可以不同。
116.如图6c中示出的,斜面116a具有高度h1,而形成横向侧面114a的平坦部分具有高度h2。高度h1小于高度h2。然而,应该理解,在一些示例中,高度h1与高度h2相同或大于高度h2。如图6d中示出的,斜面116b具有高度h3并且形成横向侧面114b的平坦部分具有高度h4。高度h3小于高度h4。然而,应该理解,在一些示例中,高度h3与高度h4相同或大于高度h4。
117.斜面116a、116b促进将混合腔64安装在流体盒20中。侧部密封件88a、88b(图2a和图2b)突出到所述中心孔34中并被预加载,使得弹簧力将所述密封构件102a、102b(图2a和图2b)偏压到中心孔中。在安装期间,混合腔64被推动通过侧部密封件88a、88b,并且侧部密封件88a、88b分别接合和密封横向侧面114a、114b。斜面116a、116b是混合腔64的用于在安装期间接合所述侧部密封件88a、88b的第一部分。斜面116a、116b推动密封构件102a、102b远离轴线a
‑
a(在图2b中最佳示出),使得侧部密封件88a、88b之间的间隙加宽至使侧部密封件88a、88b行进到横向侧面114a、114b上并接合所述横向侧面114a、114b的足够的宽度。
118.混合腔64提供显著的优点。混合腔64能容易地被插入到流体盒20中并从所述流体盒20移除,以允许使用者简单且容易地进行更换。通过接合预加载的侧部密封件88a、88b以及加宽所述预加载的侧部密封件88a、88b之间的间隙以允许所述侧部密封件88a、88b接合横向侧面114a、114b,斜面116a、116b促进在流体盒20内的安装。斜面116a、116b被倾斜成使得斜面116a、116b不损坏侧部密封件88a、88b的密封表面。
119.图7a是混合腔64
′
的等轴侧视图。图7b是混合腔64
′
的仰视平面图。图7a和图7b将被一起论述。混合腔64
′
包括主体68、头部70、喷涂孔口72、以及尾部104。主体68包括第一主体端110,第二主体端112,横向侧面114a、114b;斜面116a、116b;凹槽144
′
;顶侧面168;以及底侧面170。横向侧面114a、114b分别包括入口端口172a、172b(仅示出入口端口172b)。尾部104包括销孔118。混合腔64
′
沿腔轴线a
m
‑
a
m
是伸长的。
120.混合腔64
′
大体上类似于混合腔64(在图6a至图6e中最佳示出)。凹槽144
′
沿混合腔64
′
轴向地延伸并且被形成在头部70、主体68和尾部104上。更具体地,相比于凹槽144(图3b、图6a和图6e),凹槽144
′
更远地延伸到混合腔64
′
的底侧面170中。这样,凹槽144
′
形成“深凹槽”。凹槽144
′
被配置成接收突出部(诸如销、翅片、导轨或其它这样的突出部),所述突出部可以被形成在安装头部18(在图4a至图4c中最佳示出)的中心孔34(在图2b和图3b中最佳示出)中和/或被形成在流体盒20(在图2b、图3b、图5a和图5b中最佳示出)的盒孔54(在图2b和图3b中最佳示出)中。接收所述突出部的凹槽144
′
通过防止使用者将混合腔64
′
无意地安装在反向位置处来提供防错措施。另外,凹槽144
′
提供键锁特征部,所述键锁特征部防止在多部件式喷涂器10(在图1a和图1b中最佳示出)中安装不正确的混合腔。尽管凹槽144
′
被描述为形成在底侧面170上,但是应该理解,凹槽144
′
可以被形成在顶侧面168上。
121.图8a是混合腔64
″
的等轴侧视图。图8b是混合腔64
″
的主视立视图。图8a和图8b将被一起论述。混合腔64
″
包括主体68、头部70、喷涂孔口72、以及尾部104。主体68包括第一主体端110,第二主体端112,横向侧面114a、114b;斜面116a、116b;顶侧面168;以及底侧面170
′
。横向侧面114a、114b分别包括入口端口172a、172b(仅示出入口端口172b)。尾部104包括销孔118。混合腔64
″
沿腔轴线a
m
‑
a
m
是伸长的。
122.混合腔64
″
大体上类似于混合腔64(在图6a至图6d中最佳示出)和混合腔64
′
(图7a和图7b)。混合腔64
″
的底侧面170
′
是平坦的并在横向侧面114a、114b之间延伸且在第一主体端110与第二主体端112之间延伸。如图8b中最佳示出的,底侧面170
′
被设置成横向于横向侧面114a、114b。在示出的示例中,底侧面170
′
被设置成正交于横向侧面114a、114b,但是应该理解,底侧面170
′
可以被设置为横向于横向侧面114a、114b的其它定向。
123.底侧面170
′
被形成为平坦的侧面,该平坦的侧面与安装头部18(在图4a至图4c中最佳示出)的中心孔34(在图2b和图3b中最佳示出)的相应的平坦部分配合,和/或被形成在流体盒20(在图2b、图3b、图5a和图5b中最佳示出)的盒孔54(在图2b和图3b中最佳示出)中。底侧面170
′
是平坦的而顶侧面168是圆形的,这通过防止使用者将混合腔64
″
无意地安装在反向位置处来提供防错措施。另外,包括三个平坦的侧面(横向侧面114a、114b和底侧面170
′
)的混合腔64
″
提供键锁特征部以防止在多部件式喷涂器10(在图1a和图1b中最佳示出)中安装不正确的混合腔。尽管底侧面170
′
被描述为平坦的,但是应该理解,顶侧面168可以是平坦的并且底侧面170
′
可以是圆形的。在另一示例中,底侧面170
′
和顶侧面168两者可以是平坦的,使得主体68具有正交于轴线a
m
‑
a
m
的大体上正方形的截面。所述大体上正方形
的截面可以形成有或不形成有波状边缘/带形状的边缘。
124.图9a是混合腔64
″′
的第一等轴侧视图。图9b是混合腔64
″′
的第二等轴侧视图。图9a和图9b将被一起论述。混合腔64
′
包括主体68、头部70、尾部104、以及喷涂孔口72。主体68包括第一主体端110,第二主体端112,横向侧面114a、114b;斜面116a、116b;顶侧面168;以及底侧面170。横向侧面114a、114b分别包括入口端口172a、172b。尾部104包括销孔118。混合腔64
″′
大体上类似于混合腔64(在图6a至图6d中最佳示出)、混合腔64
′
(图7)、以及混合腔64
″
(图8)。
125.图10a是混合腔组件22
′
的等轴侧视图。图10b是沿图10a中的线b
‑
b截取的混合腔组件22
′
的截面图。图10a和图10b将被一起论述。混合腔组件22
′
包括混合腔64
″″
和腔连接器66。混合腔64
″″
包括主体68
′
;头部70
′
;喷涂孔口72;尾部104;入口孔106a、106b;混合孔108;以及斜面116
′
。主体68
′
包括第一主体端110,第二主体端112,横向侧面114a、114b;顶侧面168;以及底侧面170。横向侧面114a、114b分别包括入口端口172a、172b。尾部104包括销孔118。斜面116
′
包括波状端174。腔连接器66包括锁定突片74、附接部分176、以及轴178。附接部分176包括开口180。
126.混合腔组件22
′
大体上类似于混合腔组件22(图1b至图3b)。混合腔64
″″′
大体上类似于混合腔64(在图6a至图6e中最佳示出)、混合腔64
′
(图7)、混合腔64
″
(图8)、以及混合腔64
″′
(图9)。斜面116
′
被设置在头部70
′
上。斜面116
′
形成混合腔64
″″
的斜面特征部,混合腔64
″″
的斜面特征部类似于由斜面116a、116b(在图6b至图6d中最佳示出)形成的斜面特征部。
127.腔连接器66被附接至混合腔64
″″
以形成混合腔组件22
′
。尽管腔连接器66被示出为分别形成和附接至混合腔64
″″
,但是应该理解,在一些示例中,腔连接器66和混合腔64
″″
可以被一体地形成以提供单个混合腔组件22
′
。腔连接器66可以被可移除地或永久地安装至混合腔64
″″
。在示出的示例中,附接部分176接收尾部104,并且锁定装置(诸如销、木钉、其它类似的装置)被插入穿过销孔118和开口180以将腔连接器66固定至混合腔64
″″
。尽管腔连接器66和混合腔64
″″
被描述为通过销连接来附接,但是应该理解,可以使用任何适当的连接界面,诸如螺纹连接、压配合或卡扣连接以及其它选择。
128.轴178从附接部分176延伸至锁定突片74。锁定突片74从轴178的端部径向地突出。锁定突片74将混合腔组件22
′
固定至致动器16(在图2a和图3a中最佳示出),使得致动器16可以在不同的状态之间驱动混合腔组件22
′
。
129.头部70
′
从第一主体端110延伸。斜面116
′
被安装在头部70
′
上。在一些示例中,斜面116
′
能从头部70
′
移除,使得斜面116
′
可以被移除和更换。主体68
′
和头部70
′
可以由耐用材料(诸如硬化钢或其它类似的金属,或合适地硬质塑料或聚合物)形成。当混合腔组件22
′
在安装期间在所述预加载的密封构件102a、102b下方行进时,这样的耐用材料可能损坏密封构件102a、102b(在图2b中最佳示出)。
130.斜面116
′
包括波状端174并且可以由塑料或其它适当屈从的材料构成。斜面116
′
不包括任何尖锐边缘并且是适当屈从的,使得斜面116
′
不划刻或以其它方式损坏密封构件102a、102b。斜面116
′
是混合腔64
″″
的用于在安装期间接合侧部密封件88a、88b(在图2b中最佳示出)的第一部分。波状端174接合密封构件102a、102b并且推动所述密封构件102a、102b远离轴线a
‑
a(在图2b中最佳示出),使得侧部密封件88a、88b之间的间隙加宽至斜面
116
′
的最宽部分的宽度w1。横向侧面114a、114b被间隔开宽度w2。在一些示例中,宽度w1大于宽度w2,使得密封构件102a、102b比横向侧面114a、114b被间隔开更远,以促进横向侧面114a、114b在密封构件102a、102b下方行进并被密封构件102a、102b接合。宽度w2比宽度w1宽还防止密封构件102a、102b无意地接触第一主体端110与横向侧面114a、114b之间的拐角。在一些示例中,宽度w1与宽度w2相同。
131.混合腔组件22
′
提供显著的优点。腔连接器66促进使用单个腔连接器66来安装各种混合腔64、64
′
、64
″
、64
″′
、64
″″
。所述混合腔可以更换以提供最优的喷涂。由腔连接器66提供的安装能力提供了模块化的多部件式喷涂器10(在图1a和图1b中最佳示出)。通过提供与致动器16的无工具式连接,腔连接器66还提供快速更换能力。斜面116
′
允许混合腔组件22
′
被插入通过预加载的侧部密封件88a、88b。斜面116
′
远离横向侧面114a、114b地提升密封构件102a、102b以使密封构件102a、102b座接于横向侧面114a、114b上而不是座接于主体68
′
的地面拐角上。斜面116
′
可以由聚合物或其它(相对于主体68
′
)柔软的材料形成,从而延长了侧部密封件88a、88b的寿命。
132.图11是多部件式喷涂器10
′
的部分爆炸等轴侧视图。多部件式喷涂器10
′
包括手柄12、扳机14、安装头部18
′
、流体盒20
′
、保持帽24
′
、空气帽28
′
、混合腔64
″″
、以及阀182。示出了盒孔54
′
和吹扫端口136a、136b或流体盒20
′
。示出了阀182的阀针184a、184b。混合腔64
″″
包括主体68
″
和头部70
″
。
133.流体盒20
′
大体上类似于流体盒20(在图5a和图5b中最佳示出)。流体和空气密封被设置在流体盒20
′
中。吹扫端口136a、136b延伸到流体盒20
′
中以将吹扫空气提供至混合腔64
″″
。除了混合腔64
″″′
在整个操作中保持固定外,混合腔64
″″
大体上类似于混合腔64(在图6a至图6e中最佳示出)、混合腔64
′
(图7a和图7b)、混合腔64
″
(图8a和图8b)、混合腔64
″′
(图9a和图9b)、以及混合腔64
″″
(图10a和图10b)。盒孔54
′
部分地延伸到流体盒20
′
中并且是敞开的,仅通过流体盒20
′
的端部。主体68
″
由盒孔54
′
接收。主体68
″
和盒孔54
′
可以成波状以在主体68
″
与盒孔54
′
之间形成紧密配合界面从而促进密封。
134.阀针184a、184b被形成为阀182的部分并且从致动器16(在图2a和图3a中最佳示出)延伸。每个阀针184a、184b延伸到形成在流体盒20
′
中的物料孔(类似于物料通道80a、80b(图2b))中。密封被设置在所述物料孔中并且阀针184a、184b与所述密封件界面地连接以控制通过流体盒20
′
到达混合腔64
″″
的第一成分物料和第二成分物料的流量。
135.保持帽24
′
附接至多部件式喷涂器10
′
以将流体盒20
′
固定在多部件式喷涂器10
′
内。例如,保持帽24
′
可以包括被配置成与多部件式喷涂器10
′
上的螺纹界面地连接的螺纹。在示出的示例中,流体盒20
′
被设置在安装头部18
′
内,所述安装头部18
′
被一体地形成为多部件式喷涂器10
′
的所述主体的部分。空气帽28
′
安装至保持帽24
′
。空气帽28
′
和保持帽24
′
中的一个可以接触混合腔64
″″′
的肩部以推动混合腔64
″″′
进一步进入盒孔54
′
中,从而增强混合腔64
″″′
与盒孔54
′
之间的密封。
136.在操作期间,阀针184a、184b轴向地平移以控制到达混合腔64
″″′
的第一成分物料和第二成分物料的流量并且控制通过吹扫端口136a、136b到达混合腔64
″″′
的吹扫空气的流量。
137.流体头部20
′
将各个密封部件合并到一个盒中,这导致与用于施加二元化合物(比如,环氧树脂)的现有的多部件式头部相比更快的头部更换,现有的多部件式头部要求在两
个部件结合的点处被定期清洁或更换以进行操作。流体盒20
′
可以是一次性的以最小化维护时间且易于进行预防性维修。
138.在组装期间,流体盒20
′
被插入到多部件式喷涂器10
′
中,使得阀针136a、136b延伸到流体盒20
′
中。混合腔64
″″′
被插入到盒孔54
′
中。保持帽24
′
被附接至多部件式喷涂器10并且空气帽28
′
被附接至保持帽24
′
。因而,多部件式喷涂器10
′
被组装以用于操作。多部件式喷涂器10
′
可以通过逆过程被容易地拆卸。空气帽28
′
被移除。在一些示例中,在空气帽28
′
被移除的情况下,混合腔64
″″′
可以被拉动通过保持帽24
′
中的开口。为了移除流体盒20
′
,保持帽24
′
被移除。然后,流体盒20
′
可以被拉出多部件式喷涂器10
′
并拉动远离阀针184a、184b。多部件式喷涂器10
′
可以与新的流体盒20
′
和/或混合腔64
″″′
重新组装以重新开始喷涂。
139.虽然已经关于示例性实施例描述了本发明,但是本领域技术人员将理解,在不脱离本发明的范围的情况下,可以进行各种改变并且等同物可以代替其元件。另外,在不脱离本发明的实质范围的情况下,可以进行许多修改以使特定情形或材料适应本发明的教导。因此,预期本发明不限于所公开的特定实施例,而是本发明将包括落入随附权利要求的范围内的所有实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1