一种全向导航自动喷涂系统及方法与流程
[0001]
本公开属于涂装设备和涂装技术领域,具体是涉及一种全向导航自动喷涂系统及方法。
背景技术:
[0002]
这里的陈述仅提供与本公开相关的背景技术,而不必然地构成现有技术。
[0003]
目前,传统的手工喷涂作业方式,上漆率低、涂料浪费严重,且喷涂质量难以保证,同时会损害劳动者身体健康;采用机器人自动喷涂系统代替传统的手工喷涂作业方式,可极大提高作业效率,缩短施工周期;减少对工人的需求量,显著降低用工成本;最大程度提高涂料使用率,极大减少人为主观因素带来的资源浪费和能源损耗;避免作业工人因暴露在有毒漆雾中带来的身心健康问题。
[0004]
发明人发现:对于工件规格尺寸较大、结构复杂、表面不平整工件的喷涂施工,现有的普通机器人喷涂系统无法满足工件涂装需求,常见机器人喷涂系统具有以下缺点:
[0005]
1.涂装行业的生产车间都采用固定式厂房,设备一旦安装调试完成后,无法移动,机动性差;
[0006]
2.导轨式机器人喷涂系统,其位置、移动距离相对固定,对于规格较大、具有复杂工况的不规则工件,需要布置多个移动导轨,成本较高、占地面积较大;
[0007]
3.目前机器人喷涂系统主要针对单一规格、大批量工件进行喷涂,兼容性较差,每次更换不同产品需重新调试,耗时耗力。
技术实现要素:
[0008]
针对现有技术存在的技术问题,本公开提供了一种全向导航自动喷涂系统及方法,该喷涂系统可以对待喷涂工件进行全方位的喷涂。
[0009]
本公开至少一实施例提供了一种全向导航自动喷涂系统,该系统包括可在平面任意方向移动的平台;所述平台上设有可做升降运动的喷涂机器人;所述升降平台还设有供料单元;所述供料单元包括若干个与喷涂机器人连接的供料桶;所述喷涂机器人上设有测量标定系统;所述测量标定系统包括用于采集喷涂机器人喷头至待喷涂工件表面的距离信息的激光测距仪以及用于采集被喷涂工件上标靶标识摄像装置;所述平台上设有行走导航系统;所述平台上还设有用于对平台、喷涂机器人、供料单元、测量标定及行走导航系统进行控制的控制柜单元。
[0010]
进一步地,所述行走导航系统包括激光导航系统和惯性导航系统;所述激光导航系统包括激光扫描仪、扫描仪固定座和激光反射板,所述激光扫描仪设置在扫描仪固定座内,所述扫描仪固定座固定在平台上,所述激光反射板放置于待喷涂工件四周;所述惯性导航系统包括陀螺仪和定位标识,所述陀螺仪安装于平台内部,所述定位标识设置于地面。
[0011]
进一步地,所述平台上设有升降单元;所述升降单元包括升降立柱和用于固定喷涂机器人的固定座,所述升降立柱上设有供所述固定座做上下运动的升降导轨;所述升降
立柱竖直方向上设有丝杠;所述固定座通过丝杠螺母与丝杠连接。
[0012]
进一步地,所述喷涂机器人为六轴中空手腕喷涂机器人;所述中空手腕内设有油漆管路和控制线路。
[0013]
进一步地,所述平台上还设有供漆架和高压泵;所述涂料桶和高压泵设置在所述供漆架上;所述若干个涂料桶分别盛放不同颜色的涂料;所述涂料桶包括桶体、桶盖和搅拌器,所述桶盖通过与桶体可拆卸连接,所述搅拌器固定在桶盖上,所述搅拌器以压缩空气为动力实现对桶体内涂料的搅拌。
[0014]
进一步地,所述供料泵通过输料管道与喷漆机器人相连接;所述输料管道上设有过滤器和调压阀;所述输料管道与喷涂机器人连接处设有换色阀。
[0015]
进一步地,所述平台上设有安全警示装置;所述安全警示装置包括激光雷达防撞传感器、安全防撞触边、急停开关和运行状态指示灯灯;所述激光雷达防撞传感器安装于平台的对角;所述安全防撞触边安装于全向移动平台四周,所述急停开关安装于平台的两侧和用于控制平台的遥控装置上;所述运行状态指示灯为四色灯且通过不同颜色显示全向导航自动喷涂系统的不同运行状态。
[0016]
进一步地,所述平台上设有空压站;所述空压站一侧设有实现向供料桶和喷涂机器人提供压缩空气的分气排总成。
[0017]
进一步地,所述平台设有麦克纳姆轮;所述平台上还设有保证车轮始终着地的悬挂系统。
[0018]
进一步地,所述平台上设有发电机组单元;所述发电机组单元包括发电机和尾气处理装置;所述发电机固定在平台上;所述尾气处理装置安装于发电机排气管。
[0019]
本公开至少一实施例还提供了一种基于上述所述的一种全向导航自动喷涂系统的喷涂方法,该方法包括如下步骤:
[0020]
将喷涂平台移动到达工作位置后,激光反射板放置于待喷涂工件四周,在喷涂平台行走轨迹上安装定位标识;
[0021]
将待喷涂工件移至喷涂区域规定范围内停好,所述喷涂系统在标定系统和行走导航系统共同作用下,完成工件及系统位置姿态标定和系统行走轨迹规划,并将采集的信息反馈至控制柜单元,校正喷涂机器人自动喷涂路径;
[0022]
并待喷涂的涂料添加至相应的涂料桶内;调出待喷涂工件的喷涂程序,将所述喷涂程序传输至控制柜单元,确认各喷涂要素无误后,向喷涂机器人发出喷涂作业指令,喷涂机器人根据接受到的指令进行喷涂作业,完成工件喷涂作业。
[0023]
进一步地,通过安装于机器人末端的激光测距仪,沿喷涂机器人自动喷涂路径测量喷头至待喷涂工件表面之间的距离,将采集的数据与设定的数据进行对比,计算喷头至待喷涂工件表面误差数据,将误差数据传输给控制柜单元,校正喷涂机器人喷头至待喷涂工件表面的距离。
[0024]
上述本公开的实施例产生的有益效果如下:
[0025]
(1)、本公开由“全向移动平台+多自由度喷涂机器人”组成全向导航自动喷涂系统,通过平台在平面内直行、侧移、斜行、零回转以及移动旋转组合运动等全方位无死角任意移动,实现喷涂机器人能够围绕工件公转并到达指定的喷涂工位。
[0026]
(2)、本公开采用“激光测距仪+标定系统+行走导航系统”测量标定及导航系统,解
决了在全向导航自动喷涂系统在喷涂作业过程中喷枪至工件待喷涂表面的距离、工件位姿及系统行走路径精确定位的问题,提高了全向导航自动喷涂系统行走至各工位时的位姿精度,且有效提高了喷涂质量。
[0027]
(3)、本公开喷涂系统中的多自由度喷涂机器人为六轴中空手腕防爆喷涂机器人,针对工件尺寸大对机器人作业范围的要求,采用“六轴喷涂机器人+外部导轨”的方式增大机器人可达范围,满足规格尺寸较大工件表面喷涂;采用中空手腕式设计,使油漆管路和控制线路在手腕内部走线,避免线路过度弯折、外挂污染,实现高灵活度姿态能力,满足机器人喷涂作业姿态灵活性需求,适用于平面、复杂曲面内外表面喷涂;针对喷涂作业环境易燃易爆的特点,采用防爆专用喷涂机器人,满足安全性需求。
[0028]
(3)、本公开的供料单元包括至少四种颜色涂料供给,可实现“一枪喷多色”的目标,针对不同颜色涂料稳定供料的需求,供料单元通过升压、压力多级调节及循环装置实现涂料供给压力稳定可调,确保喷枪压力、流量及流速的稳定控制,实现不同颜色涂料的精确供给。
附图说明
[0029]
构成本公开的一部分的说明书附图用来提供对本公开的进一步理解,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。
[0030]
图1为本公开实施例提供的自动喷涂系统中移动平台的俯视图;
[0031]
图2为本公开实施例提供的自动喷涂系统中移动平台的主视图;
[0032]
图3为本公开实施例提供的中空手腕结构示意图;
[0033]
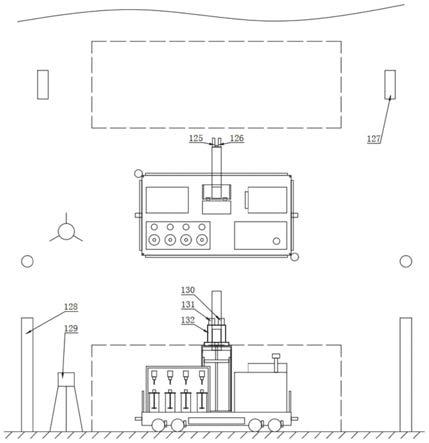
图4为本公开实施例提供的自动喷涂系统结构示意图。
[0034]
图中:100、控制柜单元,101、直线导轨,102、喷涂机器人,103、喷涂机器人固定座,104、分气排总成,105、空压站,106、发电机,107、急停开关,108、安全防撞触边,109、激光雷达防撞传感器,110、桶体,111、桶盖,112、搅拌器,113、高压泵,114、供漆架,115、驱动电机,116、滚珠丝杆,117、无杆气缸,118、尾气处理装置,119、遥控装置,120、运行状态指示灯灯,121、车体,122、驱动系统,123、悬挂系统,124、供电装置,125、激光测距仪,126、视觉定位系统,127、定位标识,128、激光反射板,129、激光跟踪仪,130、t-probe测量辅助件,131、激光扫描仪,132、扫描仪固定座。
具体实施方式
[0035]
应该指出,以下详细说明都是例示性的,旨在对本公开提供进一步的说明。除非另有指明,本公开使用的所有技术和科学术语具有与本公开所属技术领域的普通技术人员通常理解的相同含义。
[0036]
在本公开的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本公开和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本公开的限制。
[0037]
下面将参考附图并结合实施例来详细说明本公开。
[0038]
如图1-图2所示,该自动喷涂系统包括全向移动平台(包括车体121、悬挂系统123、
驱动系统122、供电装置124、安全警示装置、遥控装置119、喷涂机器人102)、升降单元(包括升降立柱、喷涂机器人固定座103、驱动电机115)、气源设备单元(包括空压站105、分气排总成104、发电机组单元包括发电机106、尾气处理装置118)、供料单元(包括供漆架114、涂料桶、高压泵113)、控制柜单元100。
[0039]
所述全向移动平台为升降单元、气源设备单元、发电机组单元、供料单元和控制柜单元的移动平台,并通过自主导航,可实现平面内直行、侧移、斜行、零回转以及移动旋转组合运动等全方位无死角任意移动。
[0040]
所述升降单元固定在全向移动平台的中间位置,所述喷涂机器人102为大臂展多自由度喷涂机器人,并安装于升降单元上,喷涂作业时喷涂机器人102在升降单元上移动,升降单元两侧分别固定气源设备单元、发电机组单元、供料单元和控制柜单元100;气源设备单元向供料单元提供动力,供料泵输送涂料;发电机组单元为用电设备提供电源;控制柜单元100分别对喷头和喷涂机器人102进行自动喷涂控制。
[0041]
需要说明的就是,本公开实施例公开的大臂展多自由度喷涂机器人优选为六轴喷涂机器人,同时如图3所示该喷涂机器人采用中空手腕式设计,使油漆管路和控制线路在手腕内部走线,避免线路过度弯折、外挂污染,实现高灵活度姿态能力,满足机器人喷涂作业姿态灵活性需求,适用于平面、复杂曲面内外表面喷涂,并且针对喷涂作业环境易燃易爆的特点,本实施中的喷涂机器人采用防爆专用喷涂机器人,满足安全性需求。
[0042]
如图1-图2所示,所述全向移动平台包括包括车体121、悬挂系统123、驱动系统122、供电装置124、安全警示装置、遥控装置119。
[0043]
所述悬挂系统123为独立悬挂,确保任何状态下车轮均能着地,且独立悬挂不会引起车体的晃动,保证车体具备良好的承载能力,又能保证车轮和地面之间有可靠的正压力;
[0044]
所述驱动系统122包括伺服电机、减速器和麦克纳姆轮,保证车体的行走定位精度和稳定性,同时用于实现车体在平面内任意方向的平移、自转以及平移自转的耦合运动,并通过导航系统,保证喷涂机器人能够围绕工件公转并到达指定的喷涂工位;
[0045]
所述供电装置124为锂电池组,可为全向移动平台提供电源,所述锂电池组支持拆卸更换,充电方式包括直插式和车载式;
[0046]
所述安全警示装置包括激光雷达防撞传感器109、安全防撞触边108、急停开关107和运行状态指示灯灯120;其中所述激光雷达防撞传感器109安装于全向移动平台的对角,通过扫描周围环境,当在运行方向的一定距离内出现障碍物时,全向移动平台可自动降低速度,紧急情况下可使全向移动平台制动直至停止;所述安全防撞触边108安装于全向移动平台四周,在全向移动平台与人、物发生碰撞时,可降低人员及设备损伤;所述急停开关107安装于全向移动平台的长度方向的两侧,同时所述急停开关107页设置在遥控装置119上,操作人员在紧急情况下按下急停开关107实现全向移动平台停止动作;
[0047]
进一步地,所述运行状态指示灯120为四色灯,通过不同颜色显示全向导航自动喷涂系统的不同运行状态,实现全向导航自动喷涂系统运行状态的可视化;
[0048]
进一步地,所述遥控装置119为手持式,设有摇杆和模式选择开关,具备粗调和精调功能,在长距离移动时使用粗调摇杆快速到位,在对位时用微调精密点动定位,遥控器对设备的前进,后退,侧移,自转都可以用微调装置控制,同时具有变速功能和急停功能。
[0049]
本公开实施例公开的全向移动平台包括升降单元,所述升降单元包括升降立柱、
喷涂机器人固定座103和驱动电机115;所述升降立柱通过螺栓固定并安装于全向移动平台的中间位置;
[0050]
所述升降立柱包括无杆气缸117、直线导轨101以及滚珠丝杆116;其中所述无杆气缸117通过螺栓固定并安装于升降立柱内部两侧;所述直线导轨101通过螺栓固定并安装于升降立柱外部两侧;所述滚珠丝杆116通过螺栓固定并安装于升降立柱内部中间,并通过螺栓与喷涂机器人固定座连接;所述喷涂机器人固定座103通过螺栓与滚珠丝杆116连接,并安装在升降立柱的直线导轨101上,所述喷涂机器人固定座103可沿直线导轨101上下移动,从而实现机器人固定座103的高度调节。
[0051]
所述驱动电机115固定安装于升降立柱顶端,并通过联轴器与滚珠丝杆116连接,从而带动滚珠丝杆116进行旋转运动。
[0052]
进一步地,本实施例中升降单元两侧设有气源设备单元,所述气源设备单元包括空压站105和分气排总成104;所述空压站105通过螺栓固定于全向移动平台上,提供干燥、无油、无尘的压缩空气;所述分气排总成104通过螺栓固定于空压站一侧,实现向供料单元、喷涂机器人102不同的方向提供压缩空气。
[0053]
所述发电机组单元包括发电机106和尾气处理装置118;所述发电机106通过螺栓固定于全向移动平台上,为用电设备提供电源;所述尾气处理装置118安装于发电机排气管处,通过处理尾气中的颗粒及有害物质,减少空气污染,提高喷涂质量。
[0054]
为了实现对喷涂机器人进行供料,所述全向移动平台上设有供料单元,所述供料单元包括供漆架114、涂料桶和高压泵113;所述供漆架114通过螺栓固定安装于全向移动平台上;所述涂料桶包括桶体110、桶盖111和搅拌器112,多个涂料桶可为喷头提供多种颜色涂料;所述桶盖111通过快速搭扣与桶体110连接,实现桶盖111的快速拆装,桶体110内涂料处在一个相对密封的环境中,可减少环境中的水分、颗粒对涂料的影响;所述搅拌器112通过螺栓固定在桶盖上,所述搅拌器112以压缩空气为动力,实现对桶体110内涂料的搅拌,防止涂料沉淀。
[0055]
进一步地,本实施例中公开的全向移动平台还设有控制柜单元,所述控制柜单元106分别对喷头、全向移动平台、喷涂机器人102、升降单元、供料单元和测量标定及导航系统进行控制,形成一套完整的喷涂系统。
[0056]
如图4所示,本公开实施例公开的测量标定及导航系统包括激光测距仪125、标定系统和行走导航系统;所述激光测距仪125安装于喷涂机器人102末端;所述标定系统包括视觉定位系统126、激光跟踪仪129和t-probe测量辅助件130;所述视觉定位系统126包括高清相机和标靶标识,高清相机安装于喷涂机器人末端,标靶标识粘贴于工件表面;所述激光跟踪仪129放置于地面;所述t-probe测量辅助件130安装于扫描仪固定座132;
[0057]
所述行走导航系统包括激光导航系统和惯性导航系统;所述激光导航系统包括激光扫描仪131、扫描仪固定座132和激光反射板128,激光扫描仪131安装于扫描仪固定座132内,所述扫描仪固定座132通过螺栓固定在升降单元顶端,激光反射板128放置于工件四周;
[0058]
连接并开启视觉定位系统126,将标靶标识粘贴于工件合适位置,安装于喷涂机器人末端的高清相机采集各标靶标识坐标数据,完成各标靶标识的采集后,控制柜单元100内的标定模块自动计算工件位置信息,完成工件位置姿态的初步确定;连接并开启激光跟踪仪129和t-probe测量辅助件130,将靶球放置于工件的目标点上,通过激光跟踪仪129测得
各个目标点的坐标值,完成目标点坐标的测量后,控制柜单元100内的标定模块自动计算工件位置信息,完成工件位置姿态的精确定位,完成工件位置姿态的精确定位后,再通过激光跟踪仪129测量升降单元顶端的t-probe位置姿态,作为自动喷涂系统位置姿态数据;
[0059]
安装于升降单元顶端的激光扫描仪131连续不断的向四周发射激光脉冲,在扫描角度内的各个方向形成一个以径向坐标为基准的二维扫描面,同时采集由放置在工件四周的激光反射板17反射的激光束,控制柜单元100对这些信息加以处理,计算出喷涂系统位置姿态以及运动的方向,通过连续计算喷涂系统当前的位置,不断修正自身位置姿态及下一步动作,对全向移动平台的驱动系统122进行导航行走作业;
[0060]
所述惯性导航系统包括陀螺仪和定位标识127,陀螺仪安装于全向移动平台内部,定位标识127设置于地面。
[0061]
测量标定及导航系统的具体实现过程为:
[0062]
连接并开启视觉定位系统,将标靶标识粘贴于工件合适位置,通过高清相机采集标靶标识坐标数据;
[0063]
完成各标靶标识的采集后,控制柜单元内的标定模块自动计算工件位置信息,完成工件位置姿态的初步确定;
[0064]
工件位置姿态初步确定后,通过激光跟踪仪和靶球测量各个特征点的坐标值;
[0065]
将采集的数据与存储在系统内的原始数据进行对比,计算喷涂工件位置误差数据,将误差数据传输给控制柜单元,校正喷涂机器人自动喷涂路径;
[0066]
工件位置姿态的标定完成后,通过激光测距仪采集喷涂机器人喷头至待喷涂工件表面的距离信息;
[0067]
将采集的数据与设定的数据进行对比,计算喷头至待喷涂工件表面误差数据,将误差数据传输给控制柜单元,校正喷涂机器人喷头至待喷涂工件表面的距离;
[0068]
工件位置姿态的信息、喷涂机器人喷头至待喷涂工件表面的距离信息与导航系统相融合,解决系统行走路径精确定位的问题。
[0069]
除此之外,本公开另外一些实施例还公开了基于上述自动喷涂系统的喷涂方法:该方法包括如下步骤:
[0070]
步骤101:通过遥控装置将全向导航自动喷涂系统运送到达工作位置后,激光反射板128放置于工件四周,在全向导航自动喷涂系统行走轨迹上安装定位标识;
[0071]
步骤102:开启发电机组单元,使发电机处于工作状态,打开总电源开关,使控制柜单元处于工作状态;
[0072]
步骤103:将喷涂机器人从运输状态展开至喷涂状态;
[0073]
步骤104:检查喷涂机器人、升降单元是否满足工作条件;
[0074]
步骤105:将待喷涂工件移至喷涂区域规定范围内停好,全向导航自动喷涂系统在标定系统和行走导航系统共同作用下,完成工件及系统位置姿态标定和系统行走轨迹规划,并将采集的信息反馈至控制柜单元,校正喷涂机器人自动喷涂路径;
[0075]
步骤106:通过安装于机器人末端的激光测距仪,沿喷涂机器人自动喷涂路径测量喷头至待喷涂工件表面之间的距离,将采集的数据与设定的数据进行对比,计算喷头至待喷涂工件表面误差数据,将误差数据传输给控制柜单元,校正喷涂机器人喷头至待喷涂工件表面的距离;
[0076]
步骤107:开启气源设备单元,使供料单元的工作压力达到设定的参数;
[0077]
步骤108:检查供料单元是否满足工作条件;
[0078]
步骤109:准备待喷涂的涂料,并将涂料添加至相应的涂料桶内;
[0079]
步骤110:开启涂料桶上的搅拌器,使其对涂料进行充分搅拌;开启供料泵气源阀门,为涂料供应提供动力;开启供料泵阀门,使涂料可由涂料桶内经供料泵输送至过滤器;开启调压阀并调整至需要压力,将涂料从涂料桶内吸入,经供料泵、过滤器、调压阀并通过输料管道,输送至安装于机器人末端的换色阀,不同颜色涂料经换色阀换色后输送至喷枪进行喷涂;开启背压阀并调整至需要压力,将涂料从换色阀经背压阀通过输料管道输送至涂料桶内,实现涂料的循环供应;
[0080]
步骤111:从公共存储设备内调出待喷涂工件的喷涂程序,将所述喷涂程序传输至控制柜单元,喷涂待命;
[0081]
步骤112:确认各喷涂要素无误后,向喷涂机器人发出喷涂作业指令,喷涂机器人根据接受到的指令进行喷涂作业,完成工件喷涂作业。
[0082]
对于本领域技术人员而言,显然本公开不限于上述示范性实施例的细节,而且在不背离本公开的精神或基本特征的情况下,能够以其他的具体形式实现本公开。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本公开的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本公开内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。凡在本公开的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
[0083]
上述虽然结合附图对本公开的具体实施方式进行了描述,但并非对本公开保护范围的限制,所属领域技术人员应该明白,在本公开的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本公开的保护范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1