一种能替代喷漆的热转印膜生产线的制作方法
1.本发明涉及热转印技术领域,尤其是涉及一种能替代喷漆的热转印膜生产线。
背景技术:
2.对于亚克力板或一些金属板材,在使用时一般需要在板的一面印刷图案,使得其能具有遮光、反光或装饰灯其它功效,而亚克力板、金属板本身的着色较为困难,一般需要附上涂层液后才能进行较为稳固的着色。目前在对亚克力板、金属板进行涂层时,一般采用油漆作为涂层,且喷涂时一般是由人工手刷或气枪喷涂,然而人工手刷效率低下,且涂刷不均匀,制得的涂层板质量不一,而采用气枪喷涂虽然效率有所提高,但是会浪费极多的涂层液,同时涂层液挥发之后会产生刺鼻的气味,使得生产环境十分恶劣,其会对工人的身体健康造成极大的危害。
技术实现要素:
3.为了解决上述问题,本发明提供一种能替代喷漆的热转印膜生产线,制作出的热转印膜通过热转印后可以在亚克力板或金属板表面形成涂层,直接进行图案印刷,大幅提高了加工效率,同时热转印膜生产自动进行,无需人工手动操作,且无毒害,不会对工人的健康造成影响。
4.本发明为了实现上述目的具体采用以下技术方案:
5.一种能替代喷漆的热转印膜生产线,包括沿着膜移动方向依次设置的放卷装置、由密封凹印部件、干燥部件与冷风箱组成的涂布装置、收卷装置,所述密封凹印部件包括料仓、位于料仓内的网纹辊及与网纹辊配合的驱动辊,所述料仓内放置有涂层液;
6.其中,所述涂层液包括如下重量份的组分:
7.透明涂层液:二氯甲烷100-1500份;聚氨酯树脂200-300份;醛酮树脂500-700份;消泡剂0.2-2份;
8.彩色涂层液:二氯甲烷100-1500份;聚氨酯树脂200-300份;醛酮树脂500-700份;消泡剂0.2-2份;着色剂800-1000份;分散剂10-20份。
9.更进一步地,所述放卷装置与收卷装置之间至少设置有2组涂布装置。
10.更进一步地,所述密封凹印装置与干燥装置之间设置有位于膜涂有涂层液一侧的第一废气收集装置,所述干燥部件包括套设于膜外侧的干燥箱,所述干燥箱位于膜涂有涂层液一侧设置第二废气收集装置,所述干燥箱的进风口位于远离第二废气收集装置一侧,所述第一废气收集装置及第二废气收集装置内均设置有抽风机。
11.更进一步地,所述料仓顶部设置有涂布口,所述网纹辊一侧延伸至涂布口外与驱动辊配合,所述涂布口一侧设置有与网纹辊相接的刮刀片,另一侧设置有与网纹辊相接的四氟密封板,所述刮刀片、网纹辊、四氟密封板共同将涂布口封闭。
12.更进一步地,所述四氟密封板与网纹辊接触一侧一体成型有朝着料仓内部延伸的挡板,所述挡板与四氟密封板之间的夹角为锐角,且挡板与网纹辊接触一侧设置为斜坡,所
述挡板的厚度沿着靠近料仓内部的方向递减。
13.更进一步地,所述网纹辊两端与料仓连接处均设置有双唇密封端套,所述双唇密封端套一端一体成型有环形定位盘,所述双唇密封端套与网纹辊之间设置有唇口相对的第一唇形油封与第二唇形油封,所述第一唇形油封与第二唇形油封之间设置有冷却腔,所述第一唇形油封与定位盘之间设置有第一密封圈,所述第二唇形油封一侧设置有锁紧螺丝,且第二唇形油封与锁紧螺丝之间设置有第二密封圈。
14.更进一步地,所述料仓底部设置有带动密封料仓升降的升降装置,所述升降装置包括升降架、分别安装在升降架两端的2个蜗轮升降机、实现2个蜗轮升降机联动的减速机。
15.更进一步地,所述料仓一侧固定设置有一浮球箱,所述浮球箱下端设置有与料仓下端连通的第一通道,且浮球箱上端设置有与料仓上端连通的第二通道,所述浮球箱内设置有一空心浮球,所述空心浮球上方设置有一光电开关,所述料仓底部设置与料仓连通的输液管道,所述输液管道上设置有电磁阀,所述光电开关检测空心浮球的位置来控制电磁阀的开合。
16.更进一步地,所述生产线生产出的热转印膜包括pet基膜及涂布在pet基膜上的打印层。
17.更进一步地,所述打印层上方还涂布有遮光层,所述打印层使用的涂层液为透明涂层液,所述遮光层使用的涂层液为彩色涂层液。
18.本发明的有益效果如下:
19.1.使用涂层液生产的热转印膜,通过热转印能在亚克力板或金属板等着色困难的板材表面形成中间涂层,在中间涂层上即可进行图案的印刷,从而省去传统的人工涂漆过程,既避免了繁复的人工操作,又不会出现车间内溢满油漆味的情况,在降低加工过程中环境污染的同时,减小了对车间内工人健康的伤害;
20.2.采用本发明的生产线生产热转印膜,生产速度快,可达300米/分钟,并且热转印膜用于热转印,每平米也只需要20s,而喷漆每平米完成一般需要12h,即本发明生产热转印膜与传统喷漆工艺相比,大幅度提高了生产效率;
21.3.二氯甲烷的沸点只有43℃,其制成的涂层液干燥速度极快,能节省大量的干燥时间,但是也由于其沸点太低,挥发过快,在敞开式的料仓中最多10分钟就基本完全挥发了,导致其无法应用在涂布行业,而本发明中,使用了密封料仓,在涂布过程中料仓始终处于封闭状态,二氯甲烷无法挥发,可以进行正常涂布,有效解决了行业中的难点;
22.4.采用二氯甲烷这样的低沸点物质作为溶剂,使用极为安全,解决了企业中的大部分安全问题,同时通过第一废气收集装置与第二废气装置对二氯甲烷进行回收,在保护工作环境的同时,也能对二氯甲烷进行回收利用,降低企业的生产成本;
23.5.密封料仓可以进行自动补料,无需人工值守,既降低了工人的负担,又能有效解决因人工疏忽而导致的上料不及时的问题,保证生产的正常进行;
24.6.采用2个双唇油封端套对料仓与网纹辊进行连接,在对料仓进行密封,并保证网纹辊顺滑转动的同时,还采用负压供油避免唇形油封内的润滑油进入料仓。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附
图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
26.图1是本发明提供的生产线整体结构示意图;
27.图2是密封凹印部件剖面结构示意图;
28.图3是料仓正面结构示意图;
29.图4是料仓侧面结构示意图;
30.图5是料仓俯视结构示意图;
31.图6是双唇密封端套结构示意图;
32.附图标记:1-放卷装置,2-密封凹印装置,3-网纹辊,4-料仓,5-驱动辊,6-第一废气收集装置,7-干燥箱,8-第二废气收集装置,9-冷风箱,10-干燥装置,12-收卷装置,13-浮球箱,14-双唇密封端套,15-蜗轮升降机,16-升降架,17-减速机,18-浮球箱固定板,19-刮刀片,20-四氟密封板,21-升降摇轮,22-刮刀压板,23-密封板压板,24-光电开关,25-空心浮球,26-第一通道,27-第二通道,28-输液管道,29-电磁阀,30-定位板,31-出料缝隙,32-定位盘,33-第一唇形油封,34-第二唇形油封,35-第一密封圈,36-锁紧螺丝,37-第二密封圈,38-挡板,39-冷却腔。
具体实施方式
33.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
34.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.在本发明的描述中,需要说明的是,术语“上”、“下”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
36.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连通”应做广义理解,例如,可以是固定连通,也可以是可拆卸连通,或一体地连通;可以是机械连通,也可以是电连通;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
37.实施例1
38.请参照图1所示,本实施例提供一种能替代喷漆的热转印膜生产线,包括沿着膜移动方向依次设置的放卷装置1、由密封凹印部件、干燥部件与冷风箱9组成的涂布装置、收卷
装置12,所述密封凹印部件包括料仓4、位于料仓4内的网纹辊3及与网纹辊3配合的驱动辊5,料仓4内放置用于涂布的涂层液,其中放卷装置1由于对待涂布的膜进行放卷,一般包括一放卷辊及调节膜张力的张力辊,收卷装置12一般是对涂布完成的膜进行收卷,形成膜卷,放卷装置1与收卷装置12都是涂布行业内的常规装置,在此不再进行赘述。
39.在进行使用时,将待涂布的膜卷通过放卷装置1展开,并依次穿过密封凹印部件、干燥部件与冷风箱9所在位置,由驱动辊5与网纹辊3进行配合将料仓4内的涂层液涂布到膜上,然后经过干燥部件处进行干燥,使涂层液在膜的表面形成稳固的涂层,然后经过冷风箱9进行冷却,最后进行收卷即得到热转印膜。
40.而热转印膜是通过料仓4中涂层液在基膜上形成涂层而得到,料仓4内放置的涂层液包括如下重量份的组分:
41.透明涂层液:二氯甲烷100-1500份;聚氨酯树脂200-300份;醛酮树脂500-700份;消泡剂0.2-2份;
42.彩色涂层液:二氯甲烷100-1500份;聚氨酯树脂200-300份;醛酮树脂500-700份;消泡剂0.2-2份;着色剂800-1000份;分散剂10-20份。
43.涂层液中的消泡剂可以为有机硅类消泡剂,分散剂可以为丙烯酸酯化聚硅氧烷共聚物、丙烯酸酯官能团的聚醚改性聚二甲基硅氧烷、聚醚硅氧烷共聚物等。
44.其中,透明涂层液在涂布后能在基膜表面快速干燥形成无色透明的涂层,其既能牢固地固定在基膜上,又在热转印后与与基膜脱离较好地附着于亚克力、金属等材料上形成中间涂层,在后期可以直接使用uv打印机将想要的图案打印在中间涂层上,与打印墨水具有较好的亲和性,不会脱落掉色。而彩色涂层液可以形成各种不同颜色的涂层,例如使用钛白粉作为着色剂,则可得到白色涂层,如果使用珠光金粉作为着色剂,则可得到金色涂层,即着色剂的种类可以根据需要得到的涂层颜色来进行选择,例如钛白粉、中铬黄、珠光金粉、铝银粉或炭黑等,这样有颜色的涂层液可以形成彩色背底,与打印的图案更为适配,同时也可以作为亚克力板的背白产品使用,而无需再人工喷涂白墨达到亚克力板背白的效果,只需要通过热转印膜快速转印即可。
45.而采用些涂层液制成的热转印膜可以至少具有以下两种形态,第一种为透明热转印膜,其包括pet基膜,及将透明涂层液涂在pet基膜上方形成的打印层,该打印层的厚度一般为0.6丝,对此可以使放卷装置1与收卷装置12之间设置多组涂布装置,对pet基膜进行多次涂布,既能满足厚度需求,也能提升涂布效果。
46.热转印膜的第二种形态为彩色热转印膜,其包括pet基膜,将透明涂层液涂在pet基膜上方形成的打印层,及将彩色涂层液涂布在打印层上方形成的遮光层,这种涂布方式就需要放卷装置1与收卷装置12之间至少设置2组涂布装置,而为了使遮光层具有较好的背底或遮光效果,可以使打印层的厚度为0.3丝,而遮光层的厚度为1.4丝。
47.而在涂布过程中,由于二氯甲烷的沸点较低,极为容易挥发,在涂布后为了防止二氯甲烷四处逸散,所述密封凹印装置2与干燥装置10之间设置有位于膜涂有涂层液一侧的第一废气收集装置6,所述干燥部件包括套设于膜外侧的干燥箱7,所述干燥箱7位于膜涂有涂层液一侧设置第二废气收集装置8,所述干燥箱7的进风口位于远离第二废气收集装置8一侧,即干燥箱7内的热风机与第二废气收集装置8各占据pet基膜的一侧,所述第一废气收集装置6及第二废气收集装置8内均设置有抽风机。在涂布时,先利用第一废气收集装置6对
二氯甲烷进行初步收集,再在干燥过程中通过第二废气收集装置8对二氯甲烷进行二次收集,在生产过程中,经测试,发现将收集到的废气送入冷冻回收装置内进行回收,可以使二氯甲烷的回收率达到98%左右。
48.第一废气回收装置及第二废气回收装置虽然能对涂布后的二氯甲烷进行回收,但是却无法防止二氯甲烷在涂布之间挥发,对此,所述料仓4顶部设置有涂布口,所述网纹辊3一侧延伸至涂布口外与驱动辊5配合,所述涂布口一侧设置有与网纹辊3相接的刮刀片19,另一侧设置有与网纹辊3相接的四氟密封板20,刮刀片19位于pet膜未涂布一侧,四氟密封板20位于pet膜涂布完成一侧,所述刮刀片19、网纹辊3、四氟密封板20共同将涂布口封闭。
49.在进行使用时,驱动辊5与网纹辊3同步转动,膜随着驱动辊5的转动而不断移动,此时网纹辊3与膜的一面接触,将涂层液涂布在pet基膜上,完成涂布,且网纹辊3转动过程中,不断在料仓4内蘸取涂层液在网纹内,由刮刀片19将网纹外的涂层液刮落在料仓4内,然后进行涂布,该处涂布完成后,网纹辊3与四氟密封板20抵紧转动进入料仓4内继续蘸取涂层液不断循环,由于刮刀片19与四氟密封板20将涂布口两侧封闭,使得料仓4在涂布前及涂布过程中均处于密封状态,料仓4内的二氯甲烷溶剂无法挥发,在保证涂层液性能的同时,也能对生产车间的环境进行较好的保护。
50.作为涂布口的具体设置方式,请参见图2-5所示,所述料仓4顶部设置有位于涂布口两侧的定位板30,所述定位板30边缘与网纹辊3的形状相适配,且定位板30与网纹辊3之间形成出料缝隙31,即定位板30的边缘为弧形,在网纹辊3转动过程中能较好配合避免发生刮擦,所述刮刀片19上方设置有用于将刮刀片19通过螺钉固定在定位板30顶部的刮刀压板22,且刮刀片19封堵住出料缝隙31并与网纹辊3相抵,所述四氟密封板20上方设置有用于将四氟密封板20通过螺钉固定在定位板30顶部的密封板压板23,所述四氟密封板20封堵住出料缝隙31并与网纹辊3相抵,使得四氟密封板20与刮刀片19在起到密封作用的同时,也不会对网纹辊3蘸取涂层液造成影响。
51.为了进一步加强四氟密封板20与网纹辊3之间的密封效果,防止二氯甲烷挥发,所述四氟密封板20与网纹辊3接触一侧一体成型有朝着料仓4内部延伸的挡板38,所述挡板38与四氟密封板20之间的夹角为锐角,且挡板38与网纹辊3接触一侧设置为斜坡,所述挡板38的厚度沿着靠近料仓4内部的方向递减。挡板38与网纹辊3紧紧相抵,且挡板38端部较薄,具有一定弹性,在网纹辊3转动过程中,具有一定缓冲作用,使得网纹辊3转动时,四氟密封板20始终不会与网纹辊3分开,有效提升了料仓4的密封效果,同时刮刀片19一般只有0.2mm的厚度,本身具有一定弹性,也能与网纹辊3始终保持抵紧状态,避免出现缝隙,从而提升料仓4的密封效果。
52.网纹辊3两端需要与料仓4进行转动连接,以进行正常涂布,而在连接处如果直接使用轴承,容易出现润滑油与涂层液混合的情况,影响涂布效果,且维护为较为麻烦,对此,请参见图6所示,所述网纹辊3两端与料仓4连接处均设置有双唇密封端套14,所述双唇密封端套14一端一体成型有环形定位盘32,所述双唇密封端套14与网纹辊3之间设置有唇口相对的第一唇形油封33与第二唇形油封34,所述第一唇形油封33与第二唇形油封34之间设置有冷却腔39,所述第一唇形油封33与定位盘32之间设置有第一密封圈35,所述第二唇形油封34一侧设置有锁紧螺丝36,且第二唇形油封34与锁紧螺丝36之间设置有第二密封圈37,锁紧螺丝36与双唇密封端套14螺纹连接,由于第一密封圈35、第二蜜蜂圈、第一唇形油封33
及第二唇形油封34都是软胶材质的,需要压紧才能起到密封作用,但是如果压得太紧,则容易产生较大的磨损和热量,而本实施例中则可以通过调整锁紧螺丝36来对松紧度进行调节,使得其保持在合适的压力下,既能密封,又不会产生过多磨损。
53.为了使密封料仓4更为适应不同的生产需求,所述料仓4底部设置有带动密封料仓4升降的升降装置,所述升降装置包括升降架16、分别安装在升降架16两端的2个蜗轮升降机15、实现2个蜗轮升降机15联动的减速机17,利用减速机17带动蜗杆转动,从而带动蜗轮转动,使得丝杆上升或下降,实现料仓4高度的调节,丝杆升降机为现有装置,在此就不再进行赘述,同时减速机17可以选用mrv40减速机17,当然也可以配置升降摇轮21来进行手动控制。
54.当然,与现有敞开式料仓相同,可以设置摆动机构来使料仓4以网纹辊3为中心轴进行左右摆动,具体可以是在料仓4外设置一个电机,该电机通过蜗轮传动拨动料仓4进行左右摆动,摆动弧度为正负10mm,从而防止涂布时出现条纹,提升涂布的效果。
55.目前,涂布过程中,料仓4内的物料添加一般都是通过人工监测补充,不仅使得工人的工作强度较大,而且容易出现补料不及时的问题,会影响正常生产的进行。而为了实现料仓4的自动补料,本实施例在料仓4一侧设置有一固定板,通过固定板固定有一浮球箱13,所述浮球箱13下端设置有与料仓4下端连通的第一通道26,且浮球箱13上端设置有与料仓4上端连通的第二通道27,使得浮球箱13内的液面能与料仓4内的液面平齐,所述浮球箱13内设置有一空心浮球25,空心浮球25可以为304不锈钢制成,所述空心浮球25上方设置有一光电开关24,即光电开关24固定在浮球箱13顶部,所述料仓4底部设置与料仓4连通的输液管道28,所述输液管道28上设置有电磁阀29,所述光电开关24检测空心浮球25的位置来控制电磁阀29的开合,即浮球箱13的大小不宜过大,以免影响光电开关24对浮球的位置进行检测,在料仓4内液面过低时,空心浮球25下降与光电开关24的距离变远,达到一定值后,光电开关24发出信号,使得电磁阀29开启,自动将涂层液补入料仓4内,而在料仓4内液位达到一定高度时,浮球上浮,与光电开关24之间的距离变小至一定值,电磁阀29关闭,停止向料仓4内送入涂层液,而在涂布结束后,为了便于将料仓4内剩余涂层液放出,可以在料仓4底部设置一导流槽,并使输液管道28与导流槽底部连通,同时可以使导流槽设置为锥形,输液管道28位于导流槽的最低处。
56.实施例2
57.一种透明涂层液,包括以下重量份的组分:二氯甲烷1000份;聚氨酯树脂200份;醛酮树脂500份;消泡剂0.2份。制备时,将聚氨酯树脂、醛酮树脂及消泡剂在二氯甲烷中高速溶解1h即得到涂层液。
58.利用实施例1中的生产线将该涂层液与pet基膜制成透明热转印膜1-1,透明热转印膜1-1包括pet基膜及位于pet基膜上的由透明涂液层制成的打印层,打印层的厚度为0.6丝。
59.一种白色涂层液,包括以下重量份的组分:二氯甲烷1000份;聚氨酯树脂200份;醛酮树脂500份;消泡剂0.2份;钛白粉800份;分散剂12份。制备时,先使用二氯甲烷高速溶解聚氨酯树脂和醛酮树脂1h,形成透明液;再在透明液中加入着色剂、分散剂与消泡剂继续分散1h即得到涂层液。
60.利用实施例1中的生产线将上述透明涂层液、白色涂层液与pet基膜制成白色热转
印膜1-2,白色热转印膜1-2包括pet基膜、位于pet基膜上的由透明涂液层制成的打印层及位于打印层上方由白色涂层液制成的遮光层,其中打印层的厚度为0.3丝,遮光层的厚度为1.4丝。
61.实施例3
62.一种透明涂层液,包括以下重量份的组分:二氯甲烷1200份;聚氨酯树脂220份;醛酮树脂560份;消泡剂0.9份。制备时,将聚氨酯树脂、醛酮树脂及消泡剂在二氯甲烷中高速溶解1h即得到涂层液。
63.利用实施例1中的生产线将该涂层液与pet基膜制成透明热转印膜2-1,透明热转印膜包括pet基膜及位于pet基膜上的由涂液层制成的打印层,打印层的厚度为0.6丝。
64.一种白色涂层液,包括以下重量份的组分:二氯甲烷1200份;聚氨酯树脂200份;醛酮树脂500份;消泡剂0.5份;钛白粉900份;分散剂10份;制备时,先使用二氯甲烷高速溶解聚氨酯树脂和醛酮树脂1h,形成透明液;再在透明液中加入着色剂、分散剂与消泡剂继续分散1h即得到涂层液。
65.利用实施例1中的生产线将上述透明涂层液、白色涂层液与pet基膜制成白色热转印膜2-2,白色热转印膜2-2包括pet基膜、位于pet基膜上的由透明涂液层制成的打印层及位于打印层上方由白色涂层液制成的遮光层,其中打印层的厚度为0.3丝,遮光层的厚度为1.4丝。
66.实施例4
67.一种透明涂层液,包括以下重量份的组分:二氯甲烷1500份;聚氨酯树脂250份;醛酮树脂700份;消泡剂2份。制备时,将聚氨酯树脂、醛酮树脂及消泡剂在二氯甲烷中高速溶解1h即得到涂层液。
68.利用实施例1中的生产线将该涂层液与pet基膜制成透明热转印膜3-1,透明热转印膜3-1包括pet基膜及位于pet基膜上的由涂液层制成的打印层,打印层的厚度为0.6丝。
69.一种白色热涂层液,包括以下重量份的组分:二氯甲烷1500份;聚氨酯树脂250份;醛酮树脂700份;消泡剂2份;钛白粉1000份;分散剂20份。制备时,先使用二氯甲烷高速溶解聚氨酯树脂和醛酮树脂1h,形成透明液;再在透明液中加入着色剂、分散剂与消泡剂继续分散1h即得到涂层液。制备时,先使用二氯甲烷高速溶解聚氨酯树脂和醛酮树脂1h,形成透明液;再在透明液中加入着色剂、分散剂与消泡剂继续分散1h即得到涂层液。
70.利用实施例1中的生产线将上述透明涂层液、白色涂层液与pet基膜制成白色热转印膜3-2,白色热转印膜3-2包括pet基膜、位于pet基膜上的由透明涂液层制成的打印层及位于打印层上方由白色涂层液制成的遮光层,其中打印层的厚度为0.3丝,遮光层的厚度为1.4丝。
71.实施例5
72.一种透明热涂层液,包括以下重量份的组分:二氯甲烷1350份;聚氨酯树脂260份;醛酮树脂520份;消泡剂0.6份。制备时,将聚氨酯树脂、醛酮树脂及消泡剂在二氯甲烷中高速溶解1h即得到涂层液。
73.利用实施例1中的生产线将该涂层液与pet基膜制成透明热转印膜4-1,透明热转印膜4-1包括pet基膜及位于pet基膜上的由透明涂液层制成的打印层,打印层的厚度为0.6丝。
74.一种白色涂层液,包括以下重量份的组分:二氯甲烷1350份;聚氨酯树脂260份;醛酮树脂520份;消泡剂0.6份;钛白粉900份;分散剂15份。制备时,先使用二氯甲烷高速溶解聚氨酯树脂和醛酮树脂1h,形成透明液;再在透明液中加入着色剂、分散剂与消泡剂继续分散1h即得到涂层液。
75.利用实施例1中的生产线将上述透明涂层液、白色涂层液与pet基膜制成白色热转印膜4-2,白色热转印膜4-2包括pet基膜、位于pet基膜上的由透明涂液层制成的打印层及位于打印层上方由白色涂层液制成的遮光层,其中打印层的厚度为0.3丝,遮光层的厚度为1.4丝。
76.试验例
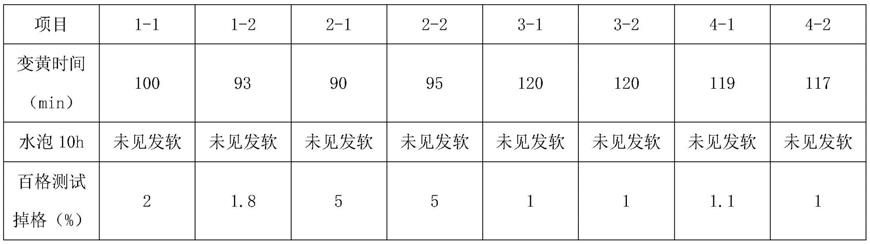
77.将实施例2-5制得的热转印膜在170℃下热转印至亚克力板上,在转印时,为了测试其耐温性能,在170℃转引辊上停留至涂层轻微变黄,并记录变黄时间,将亚克力板在25℃的环境下,放入常温水池中浸泡10h,观察是否发软,同时对转印后的亚克力板材表面涂层进行百格测试,测试结果如下表1所示:
78.表1热转印膜转印涂层性能测试
[0079][0080]
随机选取100块同批出产、性能相近,且大小相同的亚克力板材,利用实施例1-4中制得的透明热转印膜每种随机抽10块亚克力板进行热转印,同时采用人工涂刷的方式对10块亚克力板涂刷油漆;利用实施例2-4制得的白色热转印膜每种随机抽10块亚克力板材进行热转印,同时采用机器对10块亚克力板喷涂白墨,记录透明热转印膜、白色热转印膜转印1平方米亚克力板需要的平均时间(包括干燥时间),以及人工涂刷1平方米亚克力板材需要的时间(包括干燥时间)、机器喷涂1平方米亚克力板材需要的时间(包括干燥时间),具体情况如下表2所示:
[0081]
表2传统方式与本发明热转印膜使用时间对比
[0082]
项目透明热转印膜人工涂刷白色热转印膜机器喷涂白墨平均时间20s12h20s10min
[0083]
同时,经过核算,发现传统刷漆制作涂层的方式,一个平方米的成本要20元,而采用透明热转印膜进行转印,只需要5元,亚克力板机器背白一个平方米需要17-20元的成本,而采用白色热转印膜进行转印只需要5元,由以上对比可知,本发明提供的热转印膜,极大地节约了有着色困难的亚克力、金属板等的打印印刷成本,同时也提高了生产效率,具有极大的现实意义,对于本行业而言,是一种极大的进步。
[0084]
以上所述,仅为本发明的较佳实施例,并不用以限制本发明,本发明的专利保护范围以权利要求书为准,凡是运用本发明的说明书及附图内容所作的等同结构变化,同理均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1