压裂液混配设备的制作方法
1.本实用新型涉及一种压裂液混配设备。
背景技术:
2.钻井是目前石油开采中的必备环节,钻井过程中普遍使用钻井液和洗井液,目前这两种液体的配置大多通过固定站点进行配制;压裂是油气田增产的主要措施,当前国内外的压裂施工作业,尤其是页岩气的压裂施工现场需要大量的压裂基液,国内仍然有许多基液是通过固定站点进行配制的;这两种液体的配制站占地面积大,人员需求多,自动化程度低;本实用新型正是基于上述需求,提供了一套多功能的配液设备,可以满足多种液体的配制,具有广泛的适用性,解决了固定站点配液的占地面积大、自动化程度低等问题,可以替换原有的固定站点进行作业,也可以在钻井、压裂施工现场进行即时配液;该套装置可以针对施工多样的需求及现场电力的匹配能力不同,匹配不同的驱动形式,以适应不同井场的需求,紧凑的结构,便于设备的运输转移,基于以上特点,该套设备很好的解决了固定站点配液的诸多问题。
3.当前,现场即混即用的压裂液混配设备应用日趋广泛。常规的压裂液混配设备大多采用诸如柴油机的发动机提供驱动力。随着混配设备规模增大,由此产生的尾气污染日趋严重。
4.另外,用于配制压裂基液的粉料具有多种不同的包装方式,例如小袋包装(通常25kg)、吨包(约1m3、500kg)或者提前加注到物料运输车中等。现有的压裂液混配设备添加粉料的方式较为单一,不能兼容不同包装的粉料的添加工况。并且,添加粉料的操作容易产生粉尘污染。
5.因此,需要提供一种压裂液混配设备,以至少部分地解决上述问题。
技术实现要素:
6.本实用新型的目的在于,提供一种压裂液混配设备。
7.根据本实用新型的一个方面,所述压裂液混配设备包括:
8.清水供给系统,所述清水供给系统包括并联的两路供水管线;
9.至少两套混合系统,所述至少两套混合系统并联并且分别与所述清水供给系统的一路供水管线连接;
10.储料罐,所述储料罐用于储存粉料;
11.粉料输送系统,所述粉料输送系统与所述混合系统数量相等,每套所述粉料输送系统连接至所述储料罐并且分别对应连接一套所述混合系统;
12.混合罐,所述清水供给系统的另一路供水管线和所述至少两套混合系统的输出端接入所述混合罐;
13.上料系统,所述上料系统与所述储料罐连接,所述上料系统构造为通过气力输送的方式将所述粉料从其供应源输送至所述储料罐内;以及
14.动力系统,所述动力系统构造为以纯电动和/或电驱液的方式提供驱动力。
15.根据本方案,压裂液混配设备采用纯电动和/或电驱液的方式为各执行部件提供驱动力,相比传统的发动机驱动的设备可以明显减少燃油消耗和尾气排放。配置采用气力输送的上料系统,能够兼容不同包装的粉料的添加工况,可以更好的实现粉料的添加,并且可以减小人工手动添加粉料产生粉尘污染的可能,从而减少人力成本和职业伤害,更加高效、环保。
16.在一种实施方式中,所述压裂液混配设备还包括除尘系统,所述除尘系统与所述储料罐连接并且沿着输送气流的流动方向位于所述储料罐的下游,用于在排出输送气流前进一步分离粉料。
17.根据本方案,设置除尘系统,可以对气力输送粉料之后的空气做除尘处理,进一步减小产生粉尘污染的可能。
18.在一种实施方式中,所述除尘系统与所述储料罐一一对应,或者一个所述除尘系统分别与至少两个所述储料罐对应,或者至少两个所述除尘系统与一个所述储料罐对应。
19.根据本方案,可以根据实际需要灵活布置除尘系统与储料罐的对应关系。例如,一一对应可以保证除尘系统的除尘效率;一个除尘系统对应至少两个储料罐可以减小除尘器的体积;至少两个除尘系统对应一个储料罐可以增加备用,在其中一个故障时仍然可以实现除尘。
20.在一种实施方式中,所述上料系统包括空压机,所述空压机构造为通过正压吹送的方式输送所述粉料;或者所述上料系统包括真空泵,所述真空泵构造为通过负压抽吸的方式输送所述粉料。
21.根据本方案,可以根据实际需要选择上料系统的气体动力源。
22.在一种实施方式中,所述空压机用于为所述压裂液混配设备的气动部件提供驱动气源,并且/或者所述压裂液混配设备还包括与所述储料罐连接的除尘系统,所述空压机用于作为所述除尘系统的反吹气源。
23.根据本方案,当采用空压机作为气体动力源时,还可以利用空压机实现另外的作用,例如提供驱动气源或反吹气源等,从而提高空压机的利用效率。
24.在一种实施方式中,所述上料系统和所述储料罐之间的输送管道设置有压力传感器。
25.根据本方案,可以利用压力传感器感测上料系统工作时输送管道和储料罐内的压力,可以根据所感测的压力控制上料系统工作,减小因压力偏离允许的范围而造成安全事故的可能。
26.在一种实施方式中,所述压裂液混配设备还包括用于控制所述压裂液混配设备工作的电气控制系统,所述电气控制系统具有远程控制模式和/或本地控制模式。
27.根据本方案,操作人员可以根据实际需要选择不同的控制模式,提高了根据本实用新型的压裂液混配设备的适应性。
28.在一种实施方式中,所述电气控制系统与所述动力系统集成设置。
29.根据本方案,可以减小电气控制系统的体积和占用空间,有利于使根据本实用新型的压裂液混配设备在结构上更加紧凑。
30.在一种实施方式中,所述粉料输送系统连接至同一个所述储料罐,所述储料罐分
隔为至少两个储料空间,所述储料空间与所述粉料输送系统一一对应连接,或者所述储料罐包括至少两个,每个所述储料罐与所述粉料输送系统一一对应连接。
31.根据本方案,可以根据实际需要灵活地选择储料罐与粉料输送系统之间的对应关系,提高压裂液混配系统的适应性。
32.在一种实施方式中,所述储料罐的下方或顶部设置有称重装置,所述称重装置用于称量并显示所述储料罐内的所述粉料的重量。
33.根据本方案,在上料过程中,可以对粉料的重量实时监控,避免超出容积而溢出。在作业过程中,可以根据称重结果调节输送至混合系统的粉料的量,提高输送精度。
34.在一种实施方式中,所述混合罐设置有液位计,所述液位计用于检测所述混合罐内的液位。
35.根据本方案,可以实时检测混合罐内的液位,并且可以根据液位情况调整吸入量和排出量,使液位尽量接近或达到预定液位值。
36.在一种实施方式中,所述压裂液混配设备还包括喷射系统,所述喷射系统的输入端与所述清水供给系统的一路供水管线连接,并且所述喷射系统的输出端分别与所述至少两套混合系统中每个的输入端连接。
37.根据本方案,喷射系统可以将水增压之后供应至混合系统,能够提高水与粉料混合的能力。
38.在一种实施方式中,所述压裂液混配设备还包括排出系统,所述排出系统与所述混合罐的输出端连接。
39.根据本方案,可以通过排出系统将混配好的压裂液从混合罐排出并输送至期望的位置。
40.在一种实施方式中,还包括载体,所述压裂液混配设备的各个系统集成在所述载体上。
41.根据本方案,可以方便各系统之间的连接,同时将压裂液混配设备形成一个整体,方便运输转移。
42.在一种实施方式中,所述载体为半挂车或撬装底座或卡车。
43.根据本方案,载体的形式多样化,可以满足压裂液混配设备的承载空间和承载能力的要求,从而更好的满足井场的作业需求,并且提升压裂液混配设备的适应性。
44.在一种实施方式中,所述动力系统设置于所述载体的沿长度方向的一端。
45.根据本方案,动力系统占据空间较小。
46.在一种实施方式中,所述动力系统、所述混合罐、所述粉料输送系统、所述储料罐沿所述载体的长度方向依次设置。
47.根据本方案,可以合理地利用载体的设置空间,并且方便各系统之间的连接。
附图说明
48.为了更好地理解本实用新型的上述及其他目的、特征、优点和功能,可以参考附图中所示的优选实施方式。附图中相同的附图标记指代相同的部件。本领域技术人员应该理解,附图旨在示意性地阐明本实用新型的优选实施方式,对本实用新型的范围没有任何限制作用,图中各个部件并非按比例绘制。
49.图1示出了根据本实用新型的压裂液混配设备的工艺流程图;
50.图2示出了根据本实用新型的压裂液混配设备的一个优选实施方式的立体视图;
51.图3为图2所示的压裂液混配设备的另一角度的立体视图;
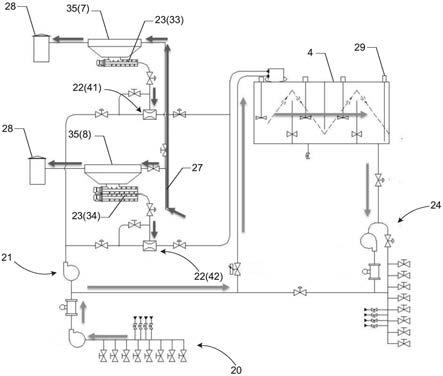
52.图4示出了根据本实用新型的压裂液混配设备的另一工艺流程图,其中示出了上料系统和除尘系统;
53.图5示出了根据本实用新型的压裂液混配设备正压输送粉料的工艺流程图;以及
54.图6示出了根据本实用新型的压裂液混配设备负压输送粉料的工艺流程图。
55.附图标记说明:
[0056]1ꢀꢀꢀꢀꢀ
清水阀门
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2ꢀꢀꢀꢀꢀꢀ
吸入泵
[0057]3ꢀꢀꢀꢀꢀ
流量计
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ4ꢀꢀꢀꢀꢀꢀ
混合罐
[0058]5ꢀꢀꢀꢀꢀ
液位控制阀
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ6ꢀꢀꢀꢀꢀꢀ
喷射泵
[0059]7ꢀꢀꢀꢀꢀ
胍胶粉储料罐
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ8ꢀꢀꢀꢀꢀꢀ
工业盐储料罐
[0060]9ꢀꢀꢀꢀꢀ
阀门
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
ꢀꢀꢀꢀꢀ
第一混合器
[0061]
11
ꢀꢀꢀꢀ
阀门
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
ꢀꢀꢀꢀꢀ
阀门
[0062]
13
ꢀꢀꢀꢀ
第二混合器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
ꢀꢀꢀꢀꢀ
阀门
[0063]
15
ꢀꢀꢀꢀ
排出泵
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
ꢀꢀꢀꢀꢀ
流量计
[0064]
17
ꢀꢀꢀꢀ
阀门
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18
ꢀꢀꢀꢀꢀ
补液阀门
[0065]
20
ꢀꢀꢀꢀ
清水供给系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
ꢀꢀꢀꢀꢀ
喷射系统
[0066]
22
ꢀꢀꢀꢀ
混合系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
ꢀꢀꢀꢀꢀ
粉料输送系统
[0067]
24
ꢀꢀꢀꢀ
排出系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25
ꢀꢀꢀꢀꢀ
电气控制系统
[0068]
26
ꢀꢀꢀꢀ
上料系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
27
ꢀꢀꢀꢀꢀ
上料管汇
[0069]
28
ꢀꢀꢀꢀ
除尘系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
29
ꢀꢀꢀꢀꢀ
液位计
[0070]
30
ꢀꢀꢀꢀ
动力系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
ꢀꢀꢀꢀꢀ
载体
[0071]
261
ꢀꢀꢀ
空压机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
262
ꢀꢀꢀꢀ
真空泵
[0072]
32
ꢀꢀꢀꢀ
粉料源
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
ꢀꢀꢀꢀꢀ
胍胶粉输送系统
[0073]
34
ꢀꢀꢀꢀ
工业盐输送系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35
ꢀꢀꢀꢀꢀ
储料罐
[0074]
41
ꢀꢀꢀꢀ
胍胶混合系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
ꢀꢀꢀꢀꢀ
工业盐混合系统
具体实施方式
[0075]
现在参考附图,详细描述本实用新型的具体实施方式。这里所描述的仅仅是根据本实用新型的优选实施方式,本领域技术人员可以在所述优选实施方式的基础上想到能够实现本实用新型的其他方式,所述其他方式同样落入本实用新型的范围。
[0076]
本实用新型提供了一种压裂液混配设备。下面结合附图对根据本实用新型的压裂液混配设备详细介绍。
[0077]
如图1
‑
4所示,一种压裂液混配设备,包括清水供给系统20、喷射系统21、混合系统22、粉料输送系统23、储料罐35、混合罐4、排出系统24和电气控制系统25。所述清水供给系统20通过管线一路接入混合罐4,另一路与喷射系统21的输入端连接。喷射系统21的输出端并联两套以上的混合系统22。储料罐35用于储存粉料。粉料输送系统23与混合系统22数量相等,每套粉料输送系统23对应连接一套混合系统22。另外,粉料输送系统23还与储料罐35
连接,以将储料罐35内储存的粉料输送至混合系统22。两套以上的混合系统22的输出端都接入混合罐4。优选地,两套以上的混合系统22的输出端可以首先接入三通、扩散箱、旋流器、静态混合器、喷射器中的一种或几种,在这些设备中混合之后再进入混合罐4。混合罐4的输出端与排出系统24相连。清水供给系统20、喷射系统21、混合系统22、粉料输送系统23、混合罐4、排出系统24通过电气控制系统25控制,并用纯电动或/和电驱液驱动的方式驱动,能够很好的满足井场作业设备电气化的需求,相比传动的发动机驱动的设备,更加节能环保,减少燃油消耗和尾气排放。多套混合系统以及与混合系统一一对应的粉料输送系统可以满足各种混配工艺的需要。在每套混合系统中的混合器输入端和输出端都设有阀门,通过调节输入端和输出端的阀门可以有针对性的开关某套混合系统。
[0078]
在粉料输送系统23中可以根据物料情况,设置必要的预处理设备,比如大粒盐的破碎机,将大块料破碎成小块料;以利于后续混合等工序。
[0079]
当混配不同的粉料时,对添加的粉料的不同,设置相应的计量装置,如可以通过转速计量输送量,也可以通过电子秤进行辅助测量。
[0080]
所述清水供给系统20包括清水阀门1、吸入泵2和流量计3。所述清水阀门1、吸入泵2和流量计3依次连接后分别接入混合罐4和喷射系统21。清水阀门1有多个,满足混配时快速输送清水的需要。在与混合罐4直连的管线上设置的液位控制阀5可以控制清水的输送量。
[0081]
所述喷射系统21包括进液阀门和喷射泵6。用于控制喷射系统21通断的进液阀门与喷射泵6串联。
[0082]
根据本实用新型的压裂液混配设备还包括补液阀门18。补液阀门18与清水供给系统20并联。补液阀门18与喷射泵6连接。补液阀门18可以是一个或多个。
[0083]
所述粉料输送系统23包括胍胶粉输送系统33、工业盐输送系统34等,能够满足井场压裂液的配制、修井液和洗井液的配制等工艺需求。
[0084]
所述混合系统22包括胍胶混合系统41和工业盐混合系统42等。胍胶粉输送系统33与胍胶混合系统41相连。工业盐混合系统42与工业盐输送系统34连接。胍胶混合系统41包括阀门9、第一混合器10和阀门11。阀门9、第一混合器10、阀门11依次相连。阀门9接喷射泵6。阀门11接混合罐4。工业盐混合系统42包括阀门12、第二混合器13和阀门14。阀门12接喷射泵6。阀门14接混合罐4。第一混合器10和第二混合器13根据所添加的粉料性质来设置类型,增加了混合器与粉料的适配性能,更好的混合粉料。
[0085]
所述排出系统24包括排出泵15、流量计16、阀门17等。排出泵15、流量计16和阀门17依次连接。阀门17有多个。
[0086]
所述电气控制系统25包括变频柜和控制柜。
[0087]
根据本实用新型的压裂液混配设备还包括液添系统。液添系统与吸入泵1或排出泵15连接。当需要加入液体添加成分时,经液添系统加入。
[0088]
实施例1,单独混配。如混配胍胶液,将清水来源与清水阀门1对接好,关闭工业盐输送系统34、阀门12、第二混合器13、阀门14和补液阀门18,让该设备中的其它部件处于工作状态,清水一路通过液位控制阀5进入混合罐4中,清水另一路通过喷射泵6进入第一混合器10中,经胍胶粉输送系统33输送粉料,第一混合器10混合后,混合液被输送到混合罐4再混合,最后经排出泵15、流量计16、阀门17排出。
[0089]
实施例2,多种同时混配。如同时混配胍胶粉和工业盐,与实施例1相比,将工业盐输送系统34、阀门12、第二混合器13、阀门14都打开使其处于正常工作状态,清水经喷射泵6喷射后分别进入第一混合器10,第二混合器13,经各自对应的胍胶粉输送系统33和工业盐输送系统34的添加粉料预混合后,汇总流入混合罐4再混合,混匀后经排出系统24排出。
[0090]
或者将第一混合器10和第二混合器13两端的阀门(阀门9、阀门11、阀门12、阀门14)都去掉,用粉料输送系统23是否往对应的混合器中加入粉料来控制混配方式(单独混配或两种以上粉料的混配)。如单独混配胍胶时,只需让胍胶粉输送系统33往系统中输送粉料,此时其他的混合器系统只是单纯的输送清水而已。
[0091]
在吸入离心泵工作的情况下,设备需要进行额外添加不同液体时,可以通过喷射系统21前的补液阀门进行添加;在吸入离心泵不工作的情况下,可以关闭喷射系统21和吸入泵之间的阀门,单独使用喷射系统21进行工作,以满足小流量循环混合,减少设备功耗。
[0092]
即时混合时,该压裂液混配设备的进出液两端与相应的上下游设备相连;批量混合时,该压裂液混配设备的进出液两端与储罐连接,实现混配液的循环。
[0093]
如图2所示,对应于粉料输送系统23,储料罐35包括两个。每个储料罐形成一个独立的储料空间。可以在一个储料罐内储存胍胶粉,该储料罐可以称为胍胶粉储料罐7,其与胍胶粉输送系统33连接。在另一个储料罐内储存工业盐,该储料罐可以称为工业盐储料罐8,其与工业盐输送系统34连接。
[0094]
作为替换实施方式,也可以只设置一个储料罐,该一个储料罐内分隔形成两个独立的储料空间,以分别储存胍胶粉和工业盐。储料空间分别与粉料输送系统23一一对应连接。也就是说,一个储料罐可以对应连接两个、三个或更多个粉料输送系统23。因此,储料罐的数量不一定与粉料输送系统的数量对应,只要使储料空间与粉料输送系统一一对应即可。
[0095]
另外,在上面的描述中,两个储料罐35分别用于储存不同的粉料。然而,可以理解,两个储料罐35也可以同时用于储存相同的粉料。这样,两个混合系统22可以同时混配同种混合液,提高混配效率。
[0096]
进一步地,根据本实用新型的压裂液混配设备还包括用于向储料罐35添加粉料的上料系统26。根据本实用新型,上料系统26构造为通过气力输送的方式将粉料输送至储料罐35。这样的设置可以兼容不同包装的粉料的添加工况,例如小袋包装、吨包或物料运输车等,并且可以在一定程度上减少人工手动添加粉料造成的粉尘污染。
[0097]
继续参考图2,优选地,压裂液混配设备可以包括上料管汇27。上料管汇27的出口端与储料罐35连通。当需要添加粉料时,可以将上料管汇27的进口端与容纳有粉料的包装连通,并且上料系统26产生输送气流。包装内的粉料在输送气流的携带下经过上料管汇27进入储料罐35。在储料罐35内,输送气流与粉料分离。粉料留在储料罐35内,而输送气流经由储料罐35的排气口排出。其中,排气口可以设置于储料罐35的顶部靠近中间的位置。储料罐35的与上料管汇27连通的进气口可以设置于储料罐35的侧面。
[0098]
优选地,在图示的实施方式中,上料管汇27可以包括至少两个出口端,其分别与每个储料罐35连通。另外,上料管汇27可以包括一个入口端,并且上料管汇27与储料罐35连通的每个分支均设置阀门,用以控制该分支的通断。这样的设置可以实现同时添加或交替添加相同的粉料,也可以添加不同的粉料,使得根据本实用新型的压裂液混配设备可以更灵
活地满足井场混配的实际需求。
[0099]
上面所描述的电子秤还可以在添加粉料时称重并实时显示称重结果。操作人员可以直观地获知当前储料罐35内的粉料的量,可以避免向储料罐35输送超过其容积的粉料而导致溢出的问题。电子秤可以设置在储料罐的下方或顶部。
[0100]
通常,从储料罐35的排气口排出的输送气流仍然携带有少量的粉料。进一步地,压裂液混配设备还包括除尘系统28,其包括除尘器。除尘器可以通过排气口与储料罐35连通。换言之,除尘系统28沿气体流动方向位于储料罐35的下游。含有少量粉料的输送气流从储料罐35排出后进入除尘器,并在除尘器内实现空气与粉料的二次分离。之后完成除尘的气体可以排放到大气中。设置除尘系统28可以大大减小添加粉料过程中产生粉尘污染的可能。
[0101]
根据供气装置的不同,上料系统26可以具有正压气力输送和负压气力输送两种方式。例如,当供气装置为空压机时,上料系统26构造为通过正压吹送的方式输送粉料。另外,空压机还可以作为压裂液混配设备的气动部件的驱动气源,或者作为除尘器的反吹气源。
[0102]
图2示出了作为供气装置的空压机261。图5示出了正压输送粉料的工艺流程图。其中空压机261沿气体流动方向设置于储料罐35的上游。具体地,空压机216接入粉料源32,粉料源32再通过上料管汇27接入储料罐35。通过压缩空气产生动力将粉料源32内的粉料携带吹送进储料罐35。在图5中,粉料源32构造为灰罐或者切割罐、立式灰罐等的储罐。可以理解,为了实现正压气力输送,灰罐或者切割罐、立式灰罐等的储罐能够承受较大的气压,并且内部设置有流化部件(例如流化床等)以便于粉料能够在通气时悬浮并随气流移动。空压机261可以作为压裂液混配设备的一部分固定设置,而灰罐或者切割罐、立式灰罐等的储罐通过运载工具往返井场运输替换以运送粉料。或者,作为替换实施方式,空压机也可以与储罐同时设置在运载工具上。
[0103]
当供气装置为真空泵时,上料系统26构造为通过负压抽吸的方式输送粉料。此时,真空泵沿气体流动方向设置于储料罐35的下游,更具体地,位于除尘系统28的下游。图6示出了负压输送粉料的工艺流程图,其中省略了粉料源。在添加粉料时,储料罐35通过上料管汇27与粉料源连接,真空泵262通过除尘系统28与储料罐35连接。真空泵262在工作时产生负压,通过抽吸的方式将粉料源内的粉料输送至储料罐35。
[0104]
进一步地,还可以设置压力传感器,用以在通过气力输送粉料时感测上料管汇27或储料罐35内的压力。压力传感器可以与电气控制系统25电连接。当上料管汇27或储料罐35内的压力偏离允许的预定范围时(尤其是在正压吹送的输送方式中),电气控制系统25可以控制相应的阀门启动泄压或控制空压机停止工作,同时还可以发出报警信息以提醒操作人员,从而避免发生安全事故。另外,优选地,还可以在储料罐设置安全阀或呼吸阀或爆破片等具备泄压功能的阀门或装置。当压力偏离允许的预定范围时,安全阀或呼吸阀动作进行泄压,或爆破片破裂进行泄压。
[0105]
优选地,混合罐4可以设置用于检测液位的液位计29。液位计29可以与电气控制系统25电连接,以将液位信号传递至电气控制系统25。电气控制系统25可以根据液位情况调整诸如吸入泵2、液位控制阀5和排出泵15等,以使混合罐4内的液位尽量接近或达到预定液位值。
[0106]
如上所述,根据本实用新型,压裂液混配设备的动力系统30构造为以纯电动和/或
电驱液的方式提供驱动力。如此,根据本实用新型的压裂液混配设备能更好地满足井场作业设备电气化的需求,并且相比传统的发动机驱动的压裂液混配设备,可以明显减少燃油消耗和尾气排放。
[0107]
当采用纯电动的方式驱动时,动力系统30的配件可以包括变压器、变频器、配电开关等。当采用电驱液的方式驱动时,动力系统30的配件可以包括电机或带有控制器的电机或装有逆变器的电机、分动箱、液压泵、液压马达(安装在相应的执行部件上)等。
[0108]
优选地,在纯电驱动的实施方式中,可以设置包括配电开关、变压器和变频器的供电房,电气控制系统25可以与这些部件集成地设置在供电房中。而在电驱液驱动的实施方式中,电气控制系统包括单独的控制柜。控制柜可以靠近动力系统30的电机和液压系统设置。进一步地,电气控制系统25可以具有本地控制模式和/或远程控制模式。在远程控制模式下,可以通过有线或无线连接,通过设置在其他设备或场地内的控制器实现对压裂液混配设备的控制。多样的控制模式可以提升压裂液混配设备的适应性。
[0109]
进一步地,如图2所示,压裂液混配设备还包括载体31,上述各系统和执行部件均集成地设置在载体31上。如此设置,一方面,有利于各系统之间相互连接,另一方面,可以使压裂液混配设备形成一个整体,便于在不同的场地之间运输转移。优选地,载体31可以是无动力的半挂车或拖车、自带动力的卡车或者用于撬装的撬装底座等。半挂车载或橇装或车载形式可以满足压裂液混配设备的承载空间和承载能力的要求。载体31的形式多样化,可以更好的满足井场的作业需求,提升压裂液混配设备的适应性。
[0110]
优选地,在集成至载体31时,动力系统30、混合罐4、粉料输送系统23、储料罐35和除尘系统28沿载体31的长度方向从一端到另一端依次设置。清水供给系统20和排出系统24分别设置于混合罐4的两侧。喷射系统21和混合系统22设置在储料罐35的下方。上料管汇27则设置于储料罐35的一侧。
[0111]
其中,动力系统30设置于载体31的沿长度方向的端部。以电驱液的驱动方式为例,当载体31为半挂车时,电机、分动箱和液压泵集成在半挂车的鹅颈上,液压马达设置在压裂液混配设备中各驱动元件的相应位置上;当载体31为撬装底座时,电驱液驱动配件中的电机(或带有控制器的电机)、分动箱和液压泵集成在撬装底座的一端。
[0112]
本实用新型所提供的压裂液混配设备采用纯电动和/或电驱液的方式为各执行部件提供驱动力,可以明显减少燃油消耗和尾气排放,节能环保。配置采用气力输送的上料系统,辅以除尘系统,能够兼容不同包装的粉料的添加工况,并且可以减小人工手动添加粉料产生粉尘污染的可能,从而减少人力成本和职业伤害,更加高效、环保。
[0113]
本实用新型的多种实施方式的以上描述出于描述的目的提供给相关领域的一个普通技术人员。不意图将本实用新型排他或局限于单个公开的实施方式。如上,以上教导的领域中的普通技术人员将明白本实用新型的多种替代和变型。因此,虽然具体描述了一些替代实施方式,本领域普通技术人员将明白或相对容易地开发其他实施方式。本实用新型旨在包括这里描述的本实用新型的所有替代、改型和变型,以及落入以上描述的本实用新型的精神和范围内的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1