一种硅酮胶用智能化调色设备的制作方法
1.本发明涉及硅酮密封胶生产领域,尤其涉及一种硅酮胶用智能化调色设备。
背景技术:
2.公开号为cn204447892u的实用新型专利公开了一种玻璃胶彩色调色机,包括颜料送入装置组、混合管、玻璃胶定量输送装置、混合输出装置,用于调色的各种颜料经所述颜料送入装置组送入至所述混合管进行混合调色,混合调色完成后的调色颜料经所述玻璃胶定量输送装置通过所述混合管输送定量的调色颜料至所述混合输出装置内,最后所述混合输出装置输出调色颜料。
3.上述现有技术在生产过程中物料处于全密封状态,物料全程不会因接触空气而接皮,能有效的提高彩色硅酮密封胶的品质,同时静态混合芯具有自洁性,通过采用硅酮密封胶进行冲管能实现物料换色而不需要清洗设备。硅酮密封胶的冲管原理为用新颜色的物料冲洗管内残留的旧颜色的物料,在这期间新颜色的物料和旧颜色的物料结合所产生的过渡胶的排胶量在12kg左右,硅酮密封胶在实际生产时通常按照色样调色,而要调准一个颜色需要进行5
‑
8次的调色,每进行一次调色,智能调色机需进行一次冲管,因此智能调色机在前期调色时会产生60
‑
100kg的过渡胶。在实际制造过程该部分过渡胶由于其利用性不大,且时常暴露在空气中,极容易接皮硬化,导致损耗大量的硅酮密封胶,造成成本的流失。
4.公开号为cn111013422a的发明专利公开了一种醇型胶智能调色装置及其调色工艺,醇型胶智能调色装置包括:智能调色机、分装机和过渡胶机构;所述智能调色机与所述分装机通过排料管连通;所述排料管上开设有中部排料口;所述过渡胶机构与所述中部排料口连通;所述过渡胶机构用于储存所述过渡胶,并将所述过渡胶与黑色色浆混色。上述醇型胶智能调色装置解决了玻璃胶彩色调色机上述所称“损耗大量的硅酮密封胶,造成成本的流失”的问题,但是无法精准的控制黑色颜料混入过渡胶的数量;同时也无法精准判断和控制过渡胶和黑色颜料混和后所达到预期的颜色程度,例如,各种颜色的颜料混合后会接近黑色,但是从颜色上看是接近黑色的灰色,这时需要加入纯黑色颜料使得过渡胶的颜色更加接近黑色,而目前这一判断过渡胶的颜色是否已经达到人们预期的黑色是用肉眼来判断的,这样的判断存在不够精准且不够智能。
技术实现要素:
5.为了克服现有技术存在的缺点,本发明提供一种硅酮胶用智能化调色设备,利用各个第一流量传感器对各种颜色的颜料分别进入各个颜料定量缸的数量进行精准的监测,实时返回数据给中央控制单元,中央控制单元从而控制各个第一电机对流入各个颜料定量缸内的颜料进行精准的控制;当设备进行物料换色后,冲管产生的过渡胶在电磁三通阀的控制流入混合箱,待混合箱内的过渡胶达到一定数量时,中央控制单元控制第三电机把黑色颜料定量缸内的黑色颜料搬运进入混合箱与过渡胶进行混合,第三流量传感器实时监测流过的黑色颜料,达到法精准的控制黑色颜料混入过渡胶的数量;同时在混合箱内设置颜
色识别传感器,实时把监测到的数据返回给中央控制单元,实现法精准判断和控制过渡胶和黑色颜料混和后所达到预期的颜色程度,达到人们的预期颜色程度。
6.为达此目的,本发明采用以下技术方案:
7.本发明提供了一种硅酮胶用智能化调色设备,包括颜料定量缸、硅酮胶定量缸、混合管、混合输出装置和珠笼混合通道,所述颜料定量缸和所述硅酮胶定量缸的分别与所述混合管相连通,所述颜料定量缸和所述硅酮胶定量缸分别与颜料外部设备和硅酮胶外部设备相连通,所述混合管、所述混合输出装置和所述珠笼混合通道依次相连通,所述珠笼混合通道的出口作为成品硅酮胶的出料口,所述颜料定量缸和所述硅酮胶定量缸的底端一侧分别通过第一连接管道和第二连接管道与所述混合管一端相连通,所述混合管另一端与所述混合输出装置相连通,所述颜料定量缸通过第一进料管与所述颜料外部设备相连通,所述硅酮胶定量缸通过第二进料管与所述硅酮胶外部设备相连通;
8.所述第一进料管上设置有用于检测所述第一进料管内颜料流量的第一流量传感器,所述第二进料管上设置有用于检测所述第二进料管内硅酮胶流量的第二流量传感器;
9.所述颜料定量缸和所述硅酮胶定量缸内均滑动式配合有相应的第一活塞,所述颜料定量缸和所述硅酮胶定量缸内均设置有与相应所述第一活塞配合的第一丝杆,所述颜料定量缸和所述硅酮胶定量缸上分别设置有第一电机和第二电机,所述第一电机驱动所述颜料定量缸内的所述第一丝杆,所述第二电机驱动所述硅酮胶定量缸内的所述第一丝杆;
10.还包括有中央控制单元,所述第一电机、所述第二电机、所述第一流量传感器和所述第二流量传感器分别与所述中央控制单元电性连接,所述中央控制单元能够根据所述第一流量传感器和所述第二流量传感器检测到的数值分别控制所述第一电机和所述第二电机的工作状态。
11.作为上述技术方案的进一步改进,还包括有电磁三通阀、混合箱和黑色颜料定量缸,所述混合箱与所述电磁三通阀其中一个出口相连通,所述珠笼混合通道的出口与所述电磁三通阀的进口相连通,所述电磁三通阀的另一个出口作为成品硅酮胶的出料口;
12.所述黑色颜料定量缸底端一侧通过第三连接管道与所述混合箱相连通,所述黑色颜料定量缸底端另一侧通过第三进料管与黑色颜料外部设备相连通;
13.所述第三连接管道上设置有用于检测所述第三连接管道内黑色颜料的第三流量传感器;
14.所述黑色颜料定量缸内滑动式配合有第二活塞,所述黑色颜料定量缸内设置有与所述第二活塞配合的第二丝杆,所述黑色颜料定量缸上设置有第三电机,所述第三电机驱动所述第二丝杆转动;
15.所述第三流量传感器和所述第三电机分别与所述中央控制单元电性连接,所述中央控制单元能够根据所述第三流量传感器检测到的数值来控制所述第三电机的工作状态。
16.作为上述技术方案的进一步改进,还包括有真空管道和真空泵,所述混合箱上连通有所述真空管道,所述真空管道上设置有所述真空泵,所述真空管道上设置有电磁截止阀;
17.所述真空泵和所述电磁截止阀分别与所述中央控制单元电性连接。
18.作为上述技术方案的进一步改进,用颜色识别传感器代替所述第三流量传感器,所述混合箱内设置有照明用的灯源和颜色识别传感器,所述颜色识别传感器用于检测所述
混合箱内混合的硅酮胶的颜色;
19.所述灯源和所述颜色识别传感器分别与所述中央控制单元电性连接。
20.作为上述技术方案的进一步改进,所述颜料定量缸的数量为6个。
21.作为上述技术方案的进一步改进,所述第一连接管道上和所述第二连接管道上均设置有第二单向阀,所述第二单向阀分别用于从所述颜料定量缸和所述硅酮胶定量缸到所述混合管的单向导通;
22.所述第一进料管和所述第二进料管上分别设置有第一单向阀,所述第一单向阀分别用于从所述颜料外部设备到所述颜料定量缸和所述硅酮胶外部设备到所述硅酮胶定量缸的单向导通。
23.作为上述技术方案的进一步改进,所述第三进料管和所述第三连接管道上分别设置有第三单向阀,所述第三单向阀分别用于从所述黑色颜料外部设备到所述黑色颜料定量缸和从所述黑色颜料定量缸到所述混合箱的单向导通。
24.本发明的有益效果为:1、利用各个第一流量传感器对各种颜色的颜料分别进入各个颜料定量缸的数量进行精准的监测,实时返回数据给中央控制单元,中央控制单元从而控制各个第一电机对流入各个颜料定量缸内的颜料进行精准的控制,从而实现各种定量颜料与定量硅酮的精准混合。
25.2、真空泵使得混合箱成真空状态,可以保护过渡胶不与空气中的水分接触放置过渡胶结皮,而且真空状态混合箱可以加大对珠笼混合通道内过渡胶的吸力,提高过渡胶的搬运效率。
26.3、中央控制单元控制电磁三通阀换向,进而使得珠笼混合通道通过电磁三通阀与混合箱连通,进而使得设备内冲管产生的过渡胶进入混合箱内,颜色识别传感器对进入混合箱内的过渡胶颜色进行识别,将过渡胶颜色同前面已经示教过的参考颜色进行比较,当两个颜色的误差范围在设定范围内时,中央控制单元则控制设备停止冲管,之后中央控制单元控制电磁三通阀复位。实现准确控制冲管的时间,提高冲管的效率和减少过渡胶的产生。
附图说明
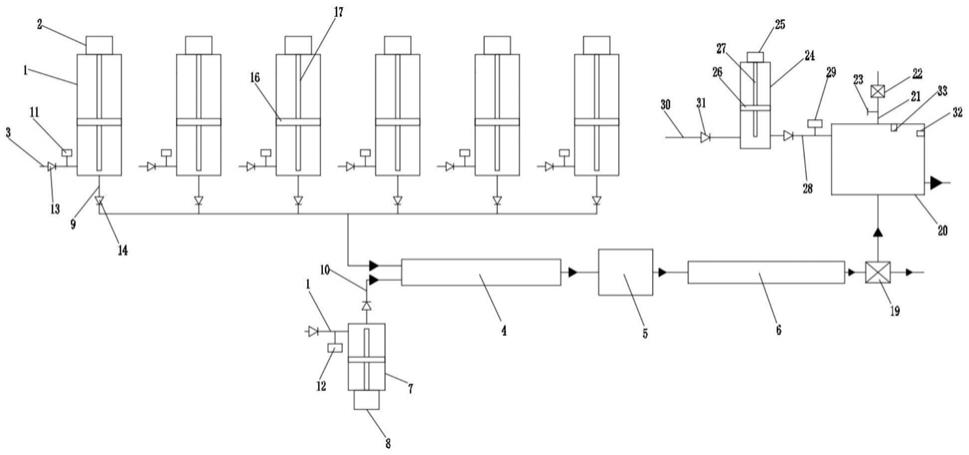
27.图1为本发明的结构示意图。
28.其中,上述附图包括以下附图标记:1、颜料定量缸,2、第一电机,3、第一进料管,4、混合管,5、混合输出装置,6、珠笼混合通道,7、硅酮胶定量缸,8、第二电机,9、第一连接管道,10、第二连接管道,11、第一流量传感器,12、第二流量传感器,13、第一单向阀,14、第二单向阀,15、第二进料管,16、第一活塞,17、第一丝杆,18、中央控制单元,19、电磁三通阀,20、混合箱,21、真空管道,22、真空泵,23、电磁截止阀,24、黑色颜料定量缸,25、第三电机,26、第二活塞,27、第二丝杆,28、第三连接管道,29、第三流量传感器,30、第三进料管,31、第三单向阀,32、灯源,33、颜色识别传感器。
具体实施方式
29.现在将参照附图在下文中更全面地描述本发明,在附图中示出了本发明当前优选的实施方式。然而,本发明可以以许多不同的形式实施,并且不应被解释为限于本文所阐述
的实施方式;而是为了透彻性和完整性而提供这些实施方式,并且这些实施方式将本发明的范围充分地传达给技术人员。
30.如图1所示,一种硅酮胶用智能化调色设备,包括颜料定量缸1、硅酮胶定量缸7、混合管4、混合输出装置5和珠笼混合通道6,颜料定量缸1和硅酮胶定量缸7的分别与混合管4相连通,颜料定量缸1和硅酮胶定量缸7分别与颜料外部设备和硅酮胶外部设备相连通,混合管4、混合输出装置5和珠笼混合通道6依次相连通,珠笼混合通道6的出口作为成品硅酮胶的出料口,颜料定量缸1和硅酮胶定量缸7的底端一侧分别通过第一连接管道9和第二连接管道10与混合管4一端相连通,混合管4另一端与混合输出装置5相连通,颜料定量缸1通过第一进料管3与颜料外部设备相连通,硅酮胶定量缸7通过第二进料管15与硅酮胶外部设备相连通;第一进料管3上设置有用于检测第一进料管3内颜料流量的第一流量传感器11,第二进料管15上设置有用于检测第二进料管15内硅酮胶流量的第二流量传感器12;颜料定量缸1和硅酮胶定量缸7内均滑动式配合有相应的第一活塞16,颜料定量缸1和硅酮胶定量缸7内均设置有与相应第一活塞16配合的第一丝杆17,颜料定量缸1和硅酮胶定量缸7上分别设置有第一电机2和第二电机8,第一电机2驱动颜料定量缸1内的第一丝杆17,第二电机8驱动硅酮胶定量缸7内的第一丝杆17;还包括有中央控制单元18,第一电机2、第二电机8、第一流量传感器11和第二流量传感器12分别与中央控制单元18电性连接,中央控制单元18能够根据第一流量传感器11和第二流量传感器12检测到的数值分别控制第一电机2和第二电机8的工作状态。
31.颜料定量缸1的数量优选为6个。
32.当需要实用此设备进行调色时,中央控制单元18根据其内的控制程序分别控制各个第一电机2正转,从而使得各个第一丝杆17正转,进而使得各个第一活塞16从各个颜料定量缸1底部往上移动,使得各个颜料定量缸1产生真空,进而使得各种颜色的颜料分别通过第一进料管3进入各个颜料定量缸1,而设置在各个第一进料管3上的第一流量传感器11实时对各个第一进料管3内流过的颜料数量进行检测,并把检测到流量数值返回到中央控制单元18与与其内的控制程序进行对比,若某个第一流量传感器11返回的流量数值超过或等于控制程序内设定的数值时,则中央控制单元18控制与这个第一流量传感器11相连的第一电机2暂停工作;当所有第一电机2都暂停工作时,中央控制单元18控制所有第一电机2反转,进而使得所有第一活塞16往下移动把所有颜料定量缸1内的颜料挤入到混合管4,而硅酮胶定量缸7的控制方法与颜料定量缸1的控制方法类似,硅酮胶定量缸7内的硅酮也被其内的第一活塞16挤入到混合管4内与颜料进行混合,混合管4经颜料混合的硅酮依次经过混合输出装置5和珠笼混合通道6成为成品的硅酮胶流出,重复上述过程从而持续生产出某种颜色的成品硅酮胶。
33.总的来说,利用各个第一流量传感器11对各种颜色的颜料分别进入各个颜料定量缸1的数量进行精准的监测,实时返回数据给中央控制单元18,中央控制单元18从而控制各个第一电机2对流入各个颜料定量缸1内的颜料进行精准的控制,从而实现各种定量颜料与定量硅酮的精准混合。
34.进一步地,还包括有电磁三通阀19、混合箱20和黑色颜料定量缸24,混合箱20与电磁三通阀19其中一个出口相连通,珠笼混合通道6的出口与电磁三通阀19的进口相连通,电磁三通阀19的另一个出口作为成品硅酮胶的出料口;黑色颜料定量缸24底端一侧通过第三
连接管道28与混合箱20相连通,黑色颜料定量缸24底端另一侧通过第三进料管30与黑色颜料外部设备相连通;第三连接管道28上设置有用于检测第三连接管道28内黑色颜料的第三流量传感器29;黑色颜料定量缸24内滑动式配合有第二活塞26,黑色颜料定量缸24内设置有与第二活塞26配合的第二丝杆27,黑色颜料定量缸24上设置有第三电机25,第三电机25驱动第二丝杆27转动;第三流量传感器29和第三电机25分别与中央控制单元18电性连接,中央控制单元18能够根据第三流量传感器29检测到的数值来控制第三电机25的工作状态。
35.进一步地,还包括有真空管道21和真空泵22,混合箱20上连通有真空管道21,真空管道21上设置有真空泵22,真空管道21上设置有电磁截止阀23;真空泵22和电磁截止阀23分别与中央控制单元18电性连接。
36.进一步地,混合箱20内设置有照明用的灯源32和颜色识别传感器33,颜色识别传感器33用于检测混合箱20内混合的硅酮胶的颜色;灯源32和颜色识别传感器33分别与中央控制单元18电性连接。
37.当此设备需要改变生产成品硅酮胶的颜色时,需要采用硅酮胶进行冲管,冲管时,中央控制单元18控制电磁截止阀23打开,控制真空泵22工作,从而使得混合箱20空气被吸出,混合箱20空气被吸出后,中央控制单元18控制电磁截止阀23关闭,控制真空泵22停止工作,中央控制单元18控制电磁三通阀19换向,进而使得珠笼混合通道6通过电磁三通阀19与混合箱20连通,进而使得设备内冲管产生的过渡胶进入混合箱20内,颜色识别传感器33对进入混合箱20内的过渡胶颜色进行识别,将过渡胶颜色同前面已经示教过的参考颜色进行比较,当两个颜色的误差范围在设定范围内时,中央控制单元18则控制设备停止冲管,之后中央控制单元18控制电磁三通阀19复位。实现准确控制冲管的时间,提高冲管的效率和减少过渡胶的产生;同时真空泵22使得混合箱20成真空状态,可以保护过渡胶不与空气中的水分接触放置过渡胶结皮,而且真空状态混合箱20可以加大对珠笼混合通道6内过渡胶的吸力,提高过渡胶的搬运效率。
38.当混合箱20内的过渡胶达到一定数量时(混合箱20内的底部设置有压力传感器从而获得混合箱20内的过渡胶的具体数量),中央控制单元18控制第三电机25正转,使得第一丝杆17正转,第二活塞26往上移动,进而使得黑色颜料定量缸24吸入一定量的黑色颜料,之后中央控制单元18控制第三电机25反转,进而使得第二活塞26把黑色颜料定量缸24内的黑色颜料通过第三连接管道28挤入混合箱20内与过渡胶进行混合,颜色识别传感器33实时判断混合箱20内混合的过渡胶的颜色变化,将混合的过渡胶颜色同前面已经示教过的另一个参考颜色进行比较,当两个颜色的误差范围在设定范围内时,中央控制单元18则控制第三电机25停止工作,打开混合箱20一侧的出口,使得达到人们预期的混合的过渡胶流出。用颜色识别传感器33代替第三流量传感器29进行识别判断,能够更加精准的控制黑色颜料混入过渡胶的数量,和精准判断和控制过渡胶和黑色颜料混和后所达到预期的颜色程度。
39.进一步地,第一连接管道9上和第二连接管道10上均设置有第二单向阀14,第二单向阀14分别用于从颜料定量缸1和硅酮胶定量缸7到混合管4的单向导通;第一进料管3和第二进料管15上分别设置有第一单向阀13,第一单向阀13分别用于从颜料外部设备到颜料定量缸1和硅酮胶外部设备到硅酮胶定量缸7的单向导通。
40.进一步地,第三进料管30和第三连接管道28上分别设置有第三单向阀31,第三单向阀31分别用于从黑色颜料外部设备到黑色颜料定量缸24和从黑色颜料定量缸24到混合
箱20的单向导通。
41.以上所述实施例仅表达了本发明的优选实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形、改进及替代,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1