显示系统的制作方法
1.本发明涉及针对在加工废液处理装置中使用的过滤器显示该过滤器的更换时期的基准的显示系统,该加工废液处理装置对在加工装置中使用的使用完的加工水进行再生。
背景技术:
2.在搭载于电子设备的器件芯片的制造工序中,首先,在由半导体材料形成的晶片的正面上设定相互交叉的多条分割预定线(间隔道)。然后,在由该分割预定线划分出的各区域中分别形成ic(integrated circuit:集成电路)、lsi(large scale integration:大规模集成电路)等器件。然后,当沿着分割预定线对晶片进行分割时,得到多个器件芯片。在晶片的分割中使用切削装置等,该切削装置利用环状的切削刀具对晶片进行切削。
3.另外,近年来,伴随着电子设备的小型化、薄型化,对器件芯片也要求薄型化。因此,有时通过在晶片的分割前对晶片的背面侧进行磨削来实施使晶片薄化的处理。在晶片的磨削加工中使用磨削装置等,该磨削装置利用具有多个磨削磨具的磨削磨轮对晶片进行磨削。
4.在使用上述的切削装置、磨削装置等加工装置对晶片进行加工时,向晶片等提供加工水。通过该加工水,晶片和加工器具(切削刀具、磨削磨轮等)被冷却,并且所产生的屑(加工屑)被冲洗掉。但是,如果在加工水中含有杂质,则会产生杂质固着于晶片而产生残痕的问题、或者由于杂质而在器件上产生动作不良的问题等,器件芯片的品质有可能降低。因此,加工水使用不包含杂质的纯水。
5.在加工装置中使用的加工水作为废液被排出到加工装置的外部来进行处理。但是,在加工装置中使用的加工水是大量的,会花费不可忽视的处理成本。因此,提出了对从加工装置排出的加工水进行净化并将水再利用的方法。例如,公知有如下的加工废液处理装置:其过滤废液而生成清水,向清水照射紫外线来破坏有机物,使用离子交换树脂将杂质离子从清水中去除,从而生成纯水(参照专利文献1)。
6.专利文献1:日本特开2009
‑
190128号公报
7.加工废液处理装置例如具有:第1过滤部,其对使用完的加工水进行过滤;紫外线照射部,其向该加工水照射紫外线;离子交换树脂部,其对该加工水所包含的离子进行交换;以及第2过滤部(精密过滤部),其对该加工水进行过滤。这里,在第1过滤部和第2过滤部中安装有过滤器,该过滤器将使用完的加工水所包含的加工屑等去除。
8.当利用过滤器长时间实施加工水的过滤时,加工屑等积存在过滤器中而使该过滤器的性能降低,无法充分地去除加工水所包含的加工屑等。因此,以往,使用设置在向各过滤部提供的使用完的加工水的提供路径上的压力计来监视过滤器的状态。例如,将压力计的指示值显示在显示器等上,加工装置的使用者等在该指示值超过容许值时实施过滤器的更换。
9.但是,伴随着过滤器的使用的压力计的指示值具有在接近该容许值时急剧上升的
倾向。即,加工装置的使用者等在压力计的指示值即将达到容许值之前无法预见该指示值会达到该容许值。而且,在该指示值达到该容许值时必须慌忙准备新的过滤器来实施更换作业。因此,过滤器的更换作业不总是按照有效的时机实施,也有时使加工装置的加工效率降低。
技术实现要素:
10.本发明是鉴于上述问题而完成的,其目的在于,提供显示过滤器的更换时期的基准的显示系统。
11.根据本发明的一个方式,提供一种显示系统,其在加工废液处理装置中显示过滤器的更换时期的基准,该加工废液处理装置与加工装置连接,利用该过滤器对从该加工装置排出的使用完的加工水进行过滤而使该加工水再生,并将再生后的该加工水提供给该加工装置,该加工装置包含:保持单元,其对被加工物进行保持;加工单元,其一边向该保持单元所保持的该被加工物提供该加工水一边对该被加工物进行加工;以及加工进给单元,其将该保持单元与该加工单元相对地进行加工进给,其特征在于,该显示系统具有:加工履历记录部,其记录在该加工装置中由该加工单元实施的加工的履历;以及显示单元,其能够显示包含与该更换时期的基准相关的信息的信息显示画面,在该信息显示画面中包含由总加工量的显示和标准总加工量的显示、预想可加工时间的显示以及预想更换时期的显示构成的组中的一个或多个,其中,该总加工量是根据该加工履历记录部所记录的该加工的履历而计算的,该标准总加工量与消耗能够利用该过滤器过滤的量的该加工水的加工量对应,该预想可加工时间是通过使从该标准总加工量减去该总加工量而得的值除以每单位时间的加工量而计算的,该每单位时间的加工量是根据该加工履历记录部所记录的该加工的履历而计算的,该预想更换时期是通过对该预想可加工时间加上时刻而计算的。
12.优选的是,在该加工废液处理装置中,在将使用完的该加工水提供给该过滤器的提供路径上配设有压力计,该标准总加工量与在利用该过滤器对使用完的该加工水进行过滤时该压力计的指示值达到表示处于该过滤器的该更换时期的压力值时的该加工单元对该被加工物的总加工量一致。
13.另外,优选的是,在该加工履历记录部所记录的该加工的履历中,包含有在通过该加工单元实施被加工物的加工的期间由该加工进给单元实施的该保持单元与该加工单元的相对的加工进给的量。
14.在本发明的一个方式的显示系统中,能够根据对被加工物实施的加工的量来管理过滤器的更换时期。而且,由于在显示单元上显示包含与过滤器的更换时期的基准相关的信息的信息显示画面,因此该使用者等能够根据该信息事先准备新的过滤器,从而能够在方便的时机实施过滤器的更换作业。
15.因此,根据本发明,提供显示过滤器的更换时期的基准的显示系统。
附图说明
16.图1是示意性地示出加工装置和加工废液处理装置的立体图。
17.图2是示意性地示出加工废液处理装置的内部的结构的立体图。
18.图3是对加工废液处理装置的内部的结构及其连接关系进行说明的分解立体图。
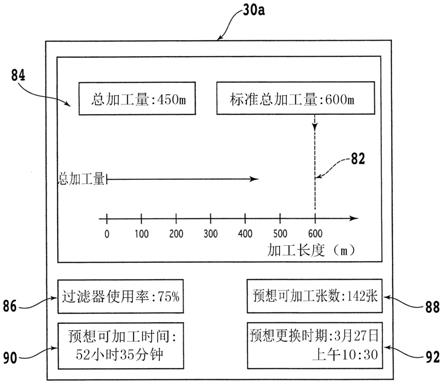
19.图4是示意性地示出显示单元的显示的平面图。
20.标号说明
21.2:加工装置;4:基台;6:盒工作台;8:盒;10:搬出单元;12、20:搬送单元;14:保持单元;16:加工单元;18:清洗单元;22:加工废液处理装置;24:壳体;26:排水路;28:供水路;30a:显示单元;30b:输入单元;32:控制单元;32a:加工履历记录部;32b:总加工量计算部;32c:标准总加工量存储部;32d:显示单元控制部;34:框体;36:废液贮存箱;38:废液提供泵;40:导轨;42、72:承接盘(盘);44、68:过滤部;46、56:流入部;48:排水路;50:软管;52:支承板;54:清水贮存箱;58:排水机构;60:清水提供泵;62:紫外线照射部;64:离子交换树脂部;66:流入流出部;74:纯水提供部(温度调节单元);76a、76b:切换阀;78a、78b:压力计;80:水路;82:标准总加工量的显示;84:总加工量的显示;86:过滤器的使用率的显示;88:预想可加工张数的显示;90:预想可加工时间的显示;92:预想更换时期的显示。
具体实施方式
22.以下,参照附图对本发明的一个方式的实施方式进行说明。首先,对组装有本实施方式的显示系统的加工装置和加工废液处理装置的结构例进行说明。图1是示意性地示出加工装置2和与该加工装置2连接而使用的加工废液处理装置22的立体图。
23.在加工装置2中,对例如由si(硅)、sic(碳化硅)等半导体材料形成的晶片等进行加工。在晶片的正面上形成有多个ic或lsi等器件。当按照每个器件对晶片进行分割时,形成各个器件芯片。另外,如果在对晶片进行分割之前预先对该晶片的背面侧进行磨削而使该晶片薄化,则最终能够得到薄型的器件芯片。加工装置2对晶片实施磨削或分割等加工。
24.图1是示意性地示出具有安装于主轴的圆环状的切削刀具的切削装置作为加工装置2的一例的立体图。但是,与加工废液处理装置22连接而使用的加工装置2并不限定于切削装置。例如,也可以是如下的磨削装置:将安装有呈圆环状排列的磨削磨具的磨削磨轮安装于主轴并使其旋转,使在圆环轨道上移动的该磨削磨具与被加工物接触来实施磨削。以下,以加工装置2是切削装置的情况为例继续进行说明。
25.如图1所示,在加工装置2的基台4的角部设置有载置有盒8的盒工作台6。盒工作台6能够通过升降机构(未图示)沿上下方向升降。在图2中,用双点划线表示载置于盒工作台6的盒8的轮廓。
26.在基台4的上表面的与盒工作台6相邻的位置设置有搬出单元10,该搬出单元10将收纳在载置于盒工作台6的盒8中的被加工物从盒8中搬出。搬出单元10在前表面具有能够把持被加工物的把持部。在将收纳在盒8中的被加工物搬出时,将把持部插入到盒8中并利用该把持部对被加工物进行把持,然后,使该把持部向远离盒8的方向移动。
27.在基台4的上表面的与盒工作台6相邻的位置设置有能够对被加工物进行吸引保持的保持单元(卡盘工作台)14。保持单元14能够向从盒工作台6分离的方向和接近的方向移动。另外,设置有与基台4的上表面的搬出单元10和保持单元14相邻的第1搬送单元12。
28.第1搬送单元12具有:轴部,其从基台4的上表面向上方突出,能够升降并且能够旋转;臂部,其从轴部的上端沿水平方向伸长;以及保持部,其设置于臂部的前端下方。从盒8拉出的被加工物通过第1搬送单元12而被搬送到保持单元14。
29.在保持单元14的移动目的地设置有加工单元(切削单元)16,该加工单元16对保持
单元14所保持的被加工物进行加工(切削)。加工单元16具有:切削刀具,其在外周具有圆环状的磨具部;以及主轴,其在前端部安装有切削刀具,并沿着成为该切削刀具的旋转轴的y轴方向。在该主轴的基端侧连结有电动机等旋转驱动源(未图示)。
30.在利用切削刀具对保持单元14所保持的被加工物进行切削时,使切削刀具一边旋转一边下降至规定的高度位置。然后,使保持单元14移动以便通过加工单元16的下方的区域。于是,利用旋转的切削刀具对被加工物进行切削。然后,保持单元14返回到与盒工作台6相邻的位置。
31.这样,加工装置2在实施被加工物的加工时使保持单元14和加工单元16相对地移动。该移动被称为加工进给。加工装置2具有使保持单元14和加工单元16相对地移动的加工进给单元。在图1所示的加工装置2中,使保持单元14移动的加工进给单元(未图示)设置于该保持单元14的下方。
32.在基台4的上表面的与保持单元14和第1搬送单元12相邻的位置设置有对加工后的被加工物进行清洗的清洗单元18。清洗单元18具有对被加工物进行保持的旋转工作台。在旋转工作台的下部连结有使旋转工作台以规定的速度进行旋转的旋转驱动源(未图示)。加工装置2具有将被加工物从保持单元14搬送到清洗单元18的第2搬送单元20。
33.在利用清洗单元18对被加工物进行清洗时,一边使旋转工作台进行旋转一边向被加工物喷射清洗用的流体(代表性的是混合了水和空气而得的混合流体)。而且,在将由清洗单元18清洗后的被加工物收纳在盒8中时,使用第1搬送单元12将被加工物从清洗单元18搬送到搬出单元10。然后,使搬出单元10朝向盒8移动而将被加工物压入盒8。
34.这里,当利用切削刀具对被加工物进行切削时,产生摩擦热从而切削刀具和被加工物的温度上升。另外,从被加工物产生加工屑。因此,当在对被加工物进行切削的期间向切削刀具和被加工物提供加工时,能够迅速地去除加工屑,并且能够对切削刀具和被加工物进行冷却。
35.另外,即使在加工装置2是利用安装于磨削磨轮的磨削磨具对被加工物进行磨削的磨削装置的情况下,当对被加工物进行磨削时,也会产生摩擦热和加工屑。而且,当在对被加工物进行磨削的期间向磨削磨具和被加工物提供加工水时,能够迅速地去除加工屑,并且能够对磨削磨具和被加工物进行冷却。
36.但是,如果在加工水中含有杂质,则会产生杂质固着于被加工物而产生残痕的问题、或者由于杂质而在形成于被加工物的器件上产生动作不良的问题等,器件芯片的品质有可能降低。因此,加工水使用不包含杂质的纯水。
37.在加工装置中使用的加工水作为废液被排出到加工装置的外部来进行处理。但是,在加工装置中使用的纯水是大量的,会花费不可忽视的处理成本。因此,使用对从加工装置排出的使用完的加工水进行再利用的加工废液处理装置22。
38.加工废液处理装置22例如对使用完的加工水进行过滤而生成清水,向清水照射紫外线来破坏有机物,使用离子交换树脂将杂质离子从清水中去除,从而生成纯水。然后,将所生成的纯水作为加工水提供给加工装置2。
39.接着,对加工废液处理装置22进行说明。加工废液处理装置22与加工装置2连接而使用。加工废液处理装置22具有收纳构成加工废液处理装置22的各结构要素的长方体状的壳体24。在壳体24的前表面上部设置有显示单元30a,该显示单元30a由显示加工废液处理
装置22的状态等的液晶显示器等构成。此外,设置有输入单元30b,该输入单元30b由按钮等构成,该按钮等作为用于供作业者将指令输入到加工废液处理装置22中的接口。
40.另外,加工废液处理装置22也可以具有重叠配置在显示单元30a上的触摸面板来作为输入单元30b。即,加工废液处理装置22也可以具有兼具显示单元30a和输入单元30b的功能的带触摸面板的显示器。另外,显示单元30a是构成本实施方式的显示系统的要素之一。而且,显示单元30a也可以不设置于加工废液处理装置22而是设置于加工装置2。
41.加工废液处理装置22经由由配管、管等构成的排水路26和供水路28而与加工装置2连接。由加工装置2产生的使用完的加工水(废液)通过排水路26而被送到加工废液处理装置22。然后,通过加工废液处理装置22对使用完的加工水进行再生而生成的纯水作为新的加工水通过供水路28而被送到加工装置2。
42.图2是示意性地示出加工废液处理装置22的壳体24的内部的各结构要素的立体图。在图2中,为了便于说明,部分省略了水流过的水路。另外,图3是示意性地示出收纳在加工废液处理装置22的壳体24的内部的各结构要素的连接关系的分解立体图。在图3中,为了便于说明,将水路80的一部分简化为线状来表示。水路80例如是金属或树脂制的配管、管等。
43.加工废液处理装置22具有对各结构要素进行支承的框体34。在框体34的底面上设置有废液贮存箱36,该废液贮存箱36贮存从加工装置2排出的使用完的加工水(废液)。从加工装置2排出的废液沿着排水路26而被提供给废液贮存箱36并贮存。具体而言,包含加工屑和杂质离子的加工水作为废液从加工装置2被提供给废液贮存箱36。
44.废液贮存箱36与将贮存在废液贮存箱36中的废液送出的废液提供泵38连接。废液提供泵38是将贮存在废液贮存箱36中的废液提供给后述的第1过滤部44的泵。通过该废液提供泵38对从废液贮存箱36提供给第1过滤部44的废液的量进行控制。
45.在废液贮存箱36的上方设置有一对导轨40。一对导轨40在沿加工废液处理装置22的宽度方向分离规定的距离的状态下沿着加工废液处理装置22的长度方向固定于框体34。另外,在一对导轨40上以能够沿着导轨40滑动的状态安装有俯视矩形状的承接盘(盘)42。由此,能够实现承接盘42从框体34的拉出和承接盘42向框体34的收纳。
46.在承接盘42上以能够装卸的方式搭载有对从废液贮存箱36提供的使用完的加工水(废液)进行过滤的第1过滤部44。第1过滤部44的上端的流入部46经由设置有切换阀76a的水路80而与废液提供泵38连接。贮存在废液贮存箱36中的水通过废液提供泵38而被提供给第1过滤部44。另外,在图2等中示出了在承接盘42上设置有两个第1过滤部44的例子,但第1过滤部44的数量没有限制。
47.第1过滤部44例如具有由活性炭、沸石、布、树脂制纤维、玻璃纤维、金属网、反渗透膜(ro膜)等形成的第1过滤器(未图示)。而且,第1过滤部44利用该第1过滤器对从流入部46流入的废液中所包含的加工屑等杂质进行吸附或者过滤,从而对该废液进行净化。由第1过滤部44过滤后的水(清水)积存在承接盘42中,从排水路48排出而向水路80的下游侧行进。
48.在废液贮存箱36中贮存有刚在加工装置2中使用后的加工水作为废液,包含较大量的直径较大的加工屑等。因此,对用于第1过滤部44的第1过滤器要求能够高效且长期地去除这样的加工屑等的性能。例如,第1过滤部44使用网眼比较粗的过滤器。
49.在对使用完的加工水(废液)实施过滤的期间,第1过滤器所捕获的加工屑等持续
积存在该第1过滤器中。而且,当积存在第1过滤器中的加工屑等的量超过第1过滤器的能力的界限时,无法适当地过滤水,未被充分过滤的水从第1过滤部44排出。
50.因此,第1过滤部44所具有的第1过滤器必须定期更换。第1过滤部44例如可以是能够整体更换的盒方式,也可以是能够通过仅更换第1过滤器而使功能恢复的方式。
51.在第1过滤部44和承接盘42的下侧的与废液贮存箱36相邻的区域中设置有清水贮存箱(过滤水贮存箱)54,该清水贮存箱54贮存由第1过滤部44过滤后的加工水(清水)。清水贮存箱54具有流入部(流入口)56,该流入部56设置于清水贮存箱54的上表面侧,供过滤后的加工水流入。
52.第1过滤部44分别经由承接盘42而与清水贮存箱54连接。具体而言,承接盘42的排水路48和清水贮存箱54的流入部56通过构成水路80的柔性的软管50而连接。软管50例如被倾斜的支承板52支承。而且,软管50构成水路80的一部分。由第1过滤部44过滤并排出的加工水(清水)在暂时贮存于承接盘42之后,经由软管50提供给清水贮存箱54并贮存。
53.在加工废液处理装置22的与清水贮存箱54相邻的位置设置有一对导轨70。导轨70除了安装位置不同以外,按照与导轨40相同的方式固定于框体34。在一对导轨70上以能够沿着导轨70滑动的状态安装有俯视矩形状的承接盘(盘)72。由此,能够实现承接盘72从框体34的拉出和承接盘72向框体34的收纳。
54.如图3所示,清水贮存箱54也可以设置有具有开闭阀的排水机构58。排水机构58具有将贮存在清水贮存箱54中的加工水(清水)向加工废液处理装置22的外部排出并废弃的功能。该加工水被第1过滤部44过滤。因此,只要满足设置有加工装置2的器件芯片制造工厂等中的废弃条件,则该加工水能够直接废弃。
55.例如,在水在加工废液处理装置22与加工装置2之间循环的期间,有时水会向加工装置2的外部飞散而失去。因此,也可以从外部向加工废液处理装置22和加工装置2提供新的纯水。另一方面,在加工废液处理装置22中贮存有过量的水的情况下,为了向外部废弃水,可以使用排水机构58。
56.清水贮存箱54在下部具有流出部(未图示)。在清水贮存箱54的下游侧经由水路80连接有清水提供泵60(参照图3)。在清水提供泵60的下游侧经由水路80连接有紫外线照射部62,该紫外线照射部62包含紫外线灯等紫外光源,对从清水贮存箱54提供的加工水(清水)照射紫外线。紫外线照射部62设置在承接盘72上。
57.在加工装置2中使用完的加工水中,例如浮游在大气中的微生物作为杂质混入。因此,在紫外线照射部62中为了进行杀菌处理,例如对该清水照射波长为254nm的紫外线。当利用紫外线照射部62对包含微生物的清水照射紫外线时,该微生物死亡而在该清水中产生其尸体。因此,在紫外线照射部62中,还可以向清水照射波长为185nm的紫外线。波长为185nm的紫外线使该清水所包含的臭氧活化,从而促进臭氧对有机物的分解。
58.在水路80的紫外线照射部62的下游侧连接有离子交换树脂部64。示意性地示出在图2和图3所示的承接盘72上以能够装卸的方式设置有两个离子交换树脂部64的情况,但离子交换树脂部64的数量并不限定于此。离子交换树脂部64包含离子交换树脂,对通过紫外线照射部62被照射了紫外线的水中所包含的离子进行交换。
59.离子交换树脂部64的上端的流入流出部66经由设置有切换阀76b的水路80而与紫外线照射部62连接。离子交换树脂部64例如具有圆筒状的容器和填充在该容器中的离子交
换树脂。在该容器的内部形成有供水在离子交换树脂之间行进的流路,进入离子交换树脂部64的水在该容器中通过离子交换树脂之间而到达流入流出部66。
60.例如,在该容器中,交换阳离子的离子交换树脂(阳离子交换树脂)和交换阴离子的离子交换树脂(阴离子交换树脂)以相互混合的状态被收纳。而且,向离子交换树脂部64提供的加工水(清水)中所包含的离子中的氢离子和氢氧化物离子以外的离子被交换为氢离子或氢氧化物离子。即,通过离子交换树脂部64来精制纯水。
61.离子交换树脂部64的流入流出部66与水路80连接,通过离子交换树脂交换了离子的加工水经由水路80而被送到第2过滤部68。第2过滤部68以能够装卸的方式设置在承接盘72上,具有对通过离子交换树脂部64交换了离子的加工水进行最终过滤的功能。
62.与第1过滤部44相同,第2过滤部68例如具有由活性炭、沸石、布、树脂制纤维、玻璃纤维、金属网、反渗透膜(ro膜)等形成的第2过滤器(未图示)。
63.从加工装置2作为废液排出的使用完的加工水在加工废液处理装置22的水路80中行进的过程中进行净化,在到达第2过滤部68的阶段中成为净化的最终阶段。由于该加工水中所包含的杂质极小且微量,因此对第2过滤器要求适于去除这样的杂质的性能。例如,第2过滤部68的第2过滤器可以使用网眼比第1过滤部44的第1过滤器细且被称为精密过滤器的水准的膜。
64.而且,第2过滤部68利用该第2过滤器对流入的加工水所包含的极微量的杂质进行吸附或者过滤,从而对该加工水进行净化。由第2过滤部68过滤后的加工水(纯水)在水路80中向下游侧行进,并到达固定于框体34的上部的纯水提供部74。
65.在对使用完的加工水实施过滤的期间,第2过滤器所捕获的杂质持续积存在该第2过滤器中。而且,当积存在第2过滤器中的杂质的量超过第2过滤器的能力的界限时,无法适当地过滤加工水,未被充分过滤的加工水从第2过滤部68排出。或者,第2过滤器的网眼堵塞,第2过滤部68的加工水的处理能力降低。
66.因此,第2过滤部68必须在能够维持规定的性能的期间定期地更换。第2过滤部68例如可以是能够整体更换的盒方式,也可以是能够通过仅更换过滤器而使功能恢复的方式。
67.纯水提供部74具有将由第2过滤部68过滤而生成的加工水(纯水)经由供水路28提供给加工装置2的功能。纯水提供部74例如具有电热丝等热源或珀尔帖元件等冷却源等温度调节机构(未图示),具有调整向加工装置2提供的加工水的温度的功能。即,纯水提供部74作为温度调节单元而发挥功能。
68.从纯水提供部74向加工装置2提供的加工水已去除了加工屑和杂质离子,在加工装置2中作用纯水使用。这样,从加工装置2排出的废液被加工废液处理装置22净化,并返回到加工装置2而用作纯水。水路80成为从加工装置2送出并经过废液贮存箱36、第1过滤部44、清水贮存箱54、紫外线照射部62、离子交换树脂部64、第2过滤部68以及纯水提供部74而移动并返回到该加工装置2的水的流路。
69.在作为将使用完的加工水提供给第1过滤部44的过滤器的提供路径的水路80的废液提供泵38与第1过滤部44之间配设有压力计78a。压力计78a能够测量在水路80中流动的水的压力。当使用压力计78a时,例如能够监视通过废液提供泵38输送到第1过滤部44的水的压力。
70.当利用第1过滤部44持续进行加工水的过滤时,加工屑等持续积存在第1过滤器中。而且,当超过容许量的加工屑等积存在第1过滤器中时,该第1过滤器的性能降低,无法充分地去除加工水中所包含的加工屑等。因此,以往使用压力计78a来监视第1过滤器的状态。例如,将压力计78a的指示值显示在显示单元30a上,加工装置2的使用者等在该指示值超过容许值时实施第1过滤器的更换。
71.但是,压力计78a的指示值有时在接近该容许值时急剧上升。即,加工装置2的使用者等在压力计78a的指示值即将达到容许值之前无法预见该指示值会达到该容许值。而且,在该指示值达到该容许值时,必须接受警告而慌忙准备新的第1过滤器来实施更换作业。因此,第1过滤器的更换作业不总是按照有效的时机实施,也有时使加工装置2的加工效率降低。
72.另外,也可以在水路80的离子交换树脂部64与第2过滤部68之间安装有压力计78b。而且,在根据压力计78b的指示值来确定第2过滤部68的第2过滤器的更换时期的情况下,也会产生同样的问题。
73.因此,在本发明的一个方式的显示系统中,根据对被加工物实施的加工量来管理过滤器的更换时期。详细而言,使显示单元30a显示包含与过滤器的更换时期的基准有关的信息的信息显示画面。在显示单元30a所显示的该信息显示画面中例如包含有根据在加工装置2中此前实施的加工的履历而计算的总加工量的显示和作为过滤器的更换时期的基准的标准总加工量的显示。
74.这里,标准总加工量是指与消耗能够由过滤器过滤的量的加工水的加工量对应的值。即,在由加工装置2一边消耗加工水一边重复进行被加工物的加工时,在该总加工量达到该标准总加工量时,达到该过滤器的过滤能力的界限,成为该过滤器的更换时期。因此,标准总加工量是作为过滤器的更换时期的基准的信息。
75.当包含该总加工量的显示和该标准总加工量的显示的信息显示画面显示在显示单元30a上时,加工装置2的使用者等能够观察显示单元30a的显示来预测过滤器的更换时期。因此,该使用者等能够事先准备新的过滤器,从而能够在方便的时机实施过滤器的更换作业。接着,对构成该显示系统的结构要素和显示在显示单元30a上的信息显示画面的例子进行说明。
76.本实施方式的显示系统通过加工装置2的对各结构要素进行控制的控制单元或者加工废液处理装置22的对各结构要素进行控制的控制单元等来实现。另外,也可以两个控制单元一体地发挥功能来实现该显示系统的功能。此外,该显示系统也可以通过设置于加工装置2和加工废液处理装置22的外部的硬件来实现。图1示意性地示出实现该显示系统的控制单元32的结构要素。
77.例如,控制单元32例如由具有cpu(central processing unit:中央处理单元)等处理装置、dram(dynamic random access memory:动态随机存取存储器)等主存储装置以及闪存等辅助存储装置的计算机构成。通过按照存储在辅助存储装置中的软件使处理装置等进行动作,实现该控制单元32的功能。控制单元32对属于加工装置2或加工废液处理装置22的各结构要素的动作进行控制。
78.如图1所示,控制单元32具有加工履历记录部32a和总加工量计算部32b。加工履历记录部32a记录在加工装置2中由加工单元16实施的加工的履历。总加工量计算部32b根据
记录在加工履历记录部32a中的该加工的履历来计算由加工装置2实施的总加工量。
79.这里,加工的履历是指与利用加工装置2对被加工物实施的加工的内容相关的信息。当利用加工单元16对被加工物进行加工时,被加工物的一部分被去除,另外,加工单元16所具有的切削刀具等加工器具也消耗而产生加工屑。当一边向被加工物等提供纯水作为加工水一边实施加工时,所产生的加工屑被取入到加工水中而被去除。
80.包含加工屑的使用完的加工水被输送到加工废液处理装置22。然后,在第1过滤部44中,通过第1过滤器将该加工屑从使用完的加工水(废液)中去除。另外,在第2过滤部68中,通过第2过滤器将杂质从加工水中去除。虽然在各过滤器中持续积存加工屑等,但该加工屑的量根据由加工装置2实施的加工的内容决定。因此,在估算积存于各过滤器的加工屑等的量时,能够参照由加工装置2实施的加工的内容。
81.更具体而言,所产生的加工屑的量能够参照被加工物中通过加工而被去除的部分的体积和加工器具的消耗体积等。因此,例如在加工装置2是切削装置的情况下,在记录在加工履历记录部32a中的加工的履历中可以包含形成于被加工物的切削槽的深度、宽度、长度等信息。另外,也可以取代这些信息而将切削刀具向被加工物的切入深度、切削刀具的刃厚、被加工物的正面上的加工预定线的位置和条数等作为加工的履历记录在加工履历记录部32a中。
82.另外,例如在加工装置2是磨削装置的情况下,在记录在加工履历记录部32a中的加工的履历中可以包含被加工物的直径和通过磨削而去除的厚度等信息。也可以取代这些信息而将被加工物的被加工面的面积、磨削单元的磨削进给量等作为加工的履历记录在加工履历记录部32a中。
83.作为记录在加工履历记录部32a中的加工的履历最重要的信息之一的是在由加工单元16实施被加工物的加工的期间由加工进给单元实施的保持单元14和加工单元16的相对的加工进给的量。在以恒定的加工条件重复进行被加工物的加工的情况下,可以说由加工装置2实施的加工的量与加工进给的量成正比。因此,在记录在加工履历记录部32a中的该加工的履历中可以包含相对的加工进给的量。
84.当参照记录在加工履历记录部32a中的加工的履历时,能够计算能够用于过滤器的更换时期的预测的总加工量。总加工量计算部32b具有根据记录在加工履历记录部32a中的加工的履历来计算总加工量的功能。而且,在由加工装置2实施被加工物的加工的期间,总加工量计算部32b计算出的该总加工量逐渐增大。
85.控制单元32还具有存储过滤器的上述的标准总加工量的标准总加工量存储部32c。该标准总加工量与在利用过滤器对使用完的加工水进行过滤时压力计78a、78b的指示值达到表示处于该过滤器的更换时期的压力值时的加工单元16对被加工物的总加工量一致。
86.这里,压力计78a、78b的指示值在成为该过滤器的更换时期之前缓慢增大,在成为更换时期时急剧增大。因此,不容易在成为该更换时期之前根据压力计78a、78b的指示值来预测该更换时期。另一方面,如果加工条件恒定,则由总加工量计算部32b计算的总加工量与被加工的被加工物的数量成正比地增大,因此容易预先预测过滤器的更换时期。
87.因此,在本实施方式的显示系统中,基于根据加工履历记录部32a所记录的加工的履历而计算的总加工量和存储在标准总加工量存储部32c中的标准总加工量而创建与该更
换时期的基准相关的信息。然后,使显示单元30a显示包含与该更换时期的基准相关的信息的信息显示画面。
88.控制单元32还具有对显示单元30a的显示进行控制的显示单元控制部32d。显示单元控制部32d使显示单元30a显示用于使作业者等得到与过滤器的更换时期相关的信息的该信息显示画面。
89.图4中示意性地示出了显示该信息显示画面的一例的显示单元30a。在图4中,示意性地示出加工装置2是切削装置且使用已对加工物进行加工的加工长度(m)作为加工量的指标的例子。在该例子中,在以某种加工条件重复进行被加工物的切削时,在总加工长度(总加工量)为600m时过滤器成为更换时期。即,在该例中,可以说作为过滤器的更换时期的基准的标准总加工量为600m。
90.另外,该标准总加工量能够通过预先实施试验而导出。例如,在预先确定以相同的加工条件对多个相同种类的被加工物重复进行加工的情况下,在加工履历记录部32a中累积加工的履历,并且一边关注压力计78a、78b的指示值一边依次加工被加工物。
91.而且,在压力计78a、78b的指示值成为表示处于过滤器的更换时期的指示值时,由总加工量计算部32b计算总加工量。将该计算出的该总加工量作为标准总加工量登记在标准总加工量存储部32c中。
92.在图4所示的画面中示出600m的值作为标准总加工量的显示82。另外,在该画面中示出450m的值作为根据对被加工物实施的加工的履历而计算的总加工量的显示84。在该情况下,可以理解在利用加工单元16对被加工物进行切削的加工长度进一步增大150m时达到过滤器的更换时期。
93.另外,在该信息显示画面中,也可以将使到目前为止的总加工量除以该标准总加工量而得的比例显示为过滤器的使用率。在图4所示的信息显示画面中包含过滤器的使用率的显示86。由于能够设想在该使用率为100%时更换过滤器,因此能够有计划地准备更换部件。
94.此外,如图4所示,也可以在显示单元30a上显示在达到过滤器的更换时期之前能够利用加工装置2加工的剩余的被加工物的数量。在图4所示的画面中包含预想可加工张数的显示88。
95.在该情况下,例如预先计算对一个被加工物进行加工时的单位加工量。然后,显示使从标准总加工量减去到目前为止实施的加工的总加工量而得的差的值除以该单位加工量而得的值。当在显示单元30a上显示能够加工的剩余的被加工物的数量时,作业者能够更加直观地掌握过滤器的更换时期,从而能够更有计划地准备更换部件。
96.此外,如图4所示,也可以在该信息显示画面中包含预想可加工时间的显示90和预想更换时期的显示92。预想可加工时间是指利用加工装置2继续对被加工物进行加工的情况下的到该过滤器成为更换时期为止的时间的预测值。该预想可加工时间是使从该标准总加工量减去该总加工量而得的值除以每单位时间的加工量而计算的时间,该每单位时间的加工量是根据该加工履历记录部32a所记录的该加工的履历而计算的。
97.另外,预想更换时期是指应实施过滤器的更换作业的时刻,是在该预想可加工时间上加上当前时刻而计算的。加工装置2的使用者等设想在该预想更换时期更换过滤器,能够确定加工装置2中的加工的时间表。另外,能够确定自身的时间表。
98.因此,在显示单元30a所显示的信息显示画面中包含由总加工量的显示84、标准总加工量的显示82、预想可加工时间的显示90以及预想更换时期的显示92构成的组中的一个或多个。在信息显示画面中还可以包含过滤器的使用率的显示86和预想可加工张数的显示88。
99.这样,当确认图4所示的信息显示画面时,能够容易地理解预想的过滤器的更换时期。但是,在本实施方式的显示系统中,显示单元30a所显示的总加工量和标准总加工量等只是基准。例如,在该总加工量达到该标准总加工量时,压力计78a、78b的指示值并非一定成为表示过滤器的更换时期的指示值。
100.根据加工装置2和被加工物的状态,有时按照与设想的内容稍微不同的内容进行加工,被取入到加工水中而被去除的加工屑等的量也会产生与设想量的偏差。例如,存在即使该总加工量达到该标准总加工量也能够进一步在之后使用过滤器的情况、或者在该总加工量达到该标准总加工量之前积存在过滤器中的加工屑等的量超过容许量的情况。
101.在该情况下,也可以为,在该总加工量接近该标准总加工量时关注压力计78a、78b的指示值,根据压力计78a、78b的指示值来实施是否实施过滤器的更换的判定。
102.在该情况下,加工装置2的使用者等也能够在压力计78a、78b的指示值的变化变得急剧之前根据总加工量的值来察觉接近过滤器的更换时期。因此,根据本实施方式的显示系统,由于缩短应着眼于压力计78a、78b的指示值的时机,因此能够减轻该使用者等的负担。
103.如以上说明的那样,根据本实施方式的显示单元,能够根据被加工物的加工量来管理过滤器的更换时期。由于在显示单元30a上显示作为过滤器的更换时期的基准的信息显示画面,因此加工装置2的使用者等能够观察显示单元30a的显示来预测过滤器的更换时期。因此,该使用者等能够事先准备新的过滤器,从而能够在方便的时机实施过滤器的更换作业。
104.另外,在上述实施方式中,主要对利用加工装置2以恒定的加工条件重复进行相同种类的被加工物的加工的情况进行了说明,但本发明的一个方式的显示系统并不限定于此。即,由加工装置2实施的加工的加工条件和被加工物的种类也可以不恒定。例如,可以在过滤器的使用的过程中变更在加工装置2中实施的加工的条件,也可以变更实施加工的被加工物的种类。
105.另外,在上述实施方式中,主要以使用加工进给单元的加工进给量作为在过滤器的更换时期的预测中使用的总加工量的值的情况为例进行了说明,但本发明的一个方式的显示系统并不限定于此。即,总加工量的值能够使用其他数值。例如,作为总加工量的值,也可以使用通过加工从被加工物去除的部分的体积。
106.例如,在利用切削刀具对被加工物进行加工的情况下,能够根据形成于被加工物的切削槽的截面积与加工长度之积来计算从被加工物去除的部分的体积。另外,例如在利用磨削磨具对被加工物进行磨削的情况下,能够根据被薄化而失去的被加工物的去除高度与被加工物的被磨削面的面积之积来计算从被加工物去除的部分的体积。
107.在该情况下,即使在使用过滤器的过程中加工条件发生变化的情况下,也能够进行总加工量的计算和基于计算出的总加工量的过滤器的更换时期的判定。例如,在对被加工物进行切削的情况下,即使在以切削刀具的刃厚和被加工物的厚度发生变化的方式变更
加工条件的情况下,也能够计算从被加工物去除的部分的体积。而且,由于能够对在加工条件的变更前后被去除的部分的体积的总量进行总计,因此也能够根据由该体积表示的总加工量来判定过滤器的更换时期。
108.例如,在对被加工物进行磨削的情况下,即使在使用过滤器的过程中变更作为磨削对象的被加工物的种类而对直径不同的被加工物进行磨削的情况下,也能够计算从被加工物去除的部分的体积。而且,由于能够对在变更被加工物的直径的前后被去除的部分的体积的总量进行总计,因此也能够根据由该体积表示的总加工量来判定过滤器的更换时期。
109.另外,根据被加工物的加工条件,存在以较高的比例产生比较大的加工屑的情况或者以较高的比例产生比较小的加工屑的情况。在这些情况下,过滤器的寿命发生变动。
110.例如,比较小的加工屑有时嵌入到过滤器的网眼中而容易产生该过滤器的堵塞,有时需要在过滤器取入根据性能所期待的量的加工屑之前更换该过滤器。另一方面,在产生比较大的加工屑的情况下,即使该加工屑堆积在过滤器上,由于在加工屑之间形成比较大的间隙,因此加工水的路径也不容易堵塞。在该情况下,过滤器能够取入超过根据性能所期待的量的量的加工屑。
111.这样,有时无法根据取入到过滤器的加工屑的体积来一律地判定过滤器的更换时期。在这样的情况下,例如,能够通过利用依赖于加工条件的校正系数对标准总加工量进行校正来判定过滤器的更换时期。
112.例如,在加工装置2中,以特定的加工条件对被加工物进行加工,并且监视设置于水路80的压力计78a、78b的指示值,在该指示值成为表示过滤器的更换时期的值时,停止加工并将过滤器从过滤部44、68中取出。而且,如果对使用前后的该过滤器的重量进行测量,则能够计算取入到过滤器中的加工屑等的重量。于是,能够导出该加工条件下的能够由该过滤器去除的加工屑的总重量,从而能够计算与该总重量对应的加工屑的总体积。
113.而且,例如,根据标准的加工条件下的过滤器的标准总加工量进行比较,评价成为该特定的加工条件下的该过滤器的更换时期时的总加工量以何种程度增减,从而能够计算该特定的加工条件下的校正系数。在此基础上,如果将存储在标准总加工量存储部32c中的标准总加工量乘以该校正系数,则能够导出成为该特定的加工条件下的过滤器的更换时期的总加工量。
114.在按照排出比较小的加工屑的加工条件对被加工物进行加工的情况下,该校正系数小于1。在该情况下,可以按照比过滤器的标准总加工量少的总加工量实施过滤器的更换。另一方面,在按照排出比较大的加工屑的加工条件对被加工物进行加工的情况下,该校正系数大于1。在该情况下,能够按照比过滤器的标准总加工量多的总加工量实施被加工物的加工。
115.在通过本发明的一个方式的显示系统而显示在显示单元30a上的信息显示画面中,可以包含基于通过与加工装置2所实施的被加工物的加工条件相关的校正系数进行了校正的过滤器的标准总加工量的信息。
116.除此之外,上述实施方式的构造、方法等能够在不脱离本发明的目的的范围内进行适当变更来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1