一种点胶胶量检测方法和装置、点胶设备与流程
1.本发明属于点胶技术领域,尤其涉及一种点胶胶量检测方法和装置、点胶设备。
背景技术:
2.点胶,是一种工艺,也称施胶、涂胶、灌胶、滴胶等,是把胶水、油或者其它液体涂抹、灌封、点滴到产品上,让产品起到黏贴、灌封、绝缘、固定、表面光滑等作用。
3.在点胶过程中,往往会对点胶的胶量进行检测。目前采取的比较多的方式是称重或者通过ccd相机对出胶量进行测量。
4.本发明申请人在实施上述技术方案中发现,上述技术方案至少存在以下缺陷:
5.采取称重方式,需要将胶路移动到电子秤上,无法在具体工作环境下进行胶量称重;采取ccd相机的方式,只能测量胶水的长度和宽度,无法得到胶水的高度,无法准确地评估胶路的重量。
技术实现要素:
6.本发明实施例的目的在于提供一种点胶胶量检测方法,旨在解决背景技术中所提到的问题。
7.本发明实施例是这样实现的,一种点胶胶量检测方法,包括以下步骤:
8.通过3d激光传感器扫描胶路的外轮廓,得到胶路的外轮廓数据;
9.基于所述外轮廓数据,构建点云数据;
10.根据所述点云数据,计算胶路的长度、宽度和高度;
11.根据所述长度、宽度和高度,计算胶路的整体质量。
12.优选地,所述点胶胶量检测方法还包括以下步骤:
13.根据所述长度、宽度和高度,评估胶路的均匀性。
14.优选地,所述根据所述长度、宽度和高度,评估胶路的均匀性的步骤,包括:
15.预设胶路的均匀性数据;
16.判断所述长度、宽度和高度是否在所述均匀性数据内;当所述长度、宽度和高度在所述均匀性数据内,判定胶路的均匀性合格,反之,判定胶路的均匀性不合格。
17.本发明实施例的另一目的在于提供一种点胶胶量检测装置,包括:
18.3d激光传感器,用于扫描胶路的外轮廓,得到胶路的外轮廓数据;
19.点云构建模块,用于基于所述外轮廓数据,构建点云数据;
20.第一胶路计算模块,用于根据所述点云数据,计算胶路的长度、宽度和高度;
21.第二胶路计算模块,用于根据所述长度、宽度和高度,计算胶路的整体质量。
22.优选地,所述装置还包括:
23.评估模块,用于根据所述长度、宽度和高度,评估胶路的均匀性。
24.优选地,所述装置还包括:
25.结果显示模块;当胶路的均匀性经评估模块评估满足要求时,所述结果显示模块
显示均匀性合格信号,反之,所述结果显示模块显示均匀性不合格信号。
26.优选地,所述装置还包括:
27.3轴运动模块,用于驱动所述3d激光传感器沿x轴、y轴和z轴方向运动,以协同所述3d激光传感器扫描胶路的外轮廓。
28.优选地,所述装置还包括:
29.日志模块,用于保存本地数据;所述本地数据至少包括被测胶水的型号,检测人员信息,检测时长,所述长度、宽度和高度以及所述第二胶路计算模块计算出的结果数据。
30.优选地,所述装置还包括:
31.云端,
32.上传模块,用于将所述本地数据上传到云端。
33.本发明实施例的另一目的在于提供一种点胶设备,包括:
34.点胶机,用于点胶;
35.上述中任意一项所述的点胶胶量检测装置,用于检测所述点胶机点出的胶路的整体质量。
36.本发明实施例提供的一种点胶胶量检测方法,包括以下步骤:通过3d激光传感器扫描胶路的外轮廓,得到胶路的外轮廓数据;基于所述外轮廓数据,构建点云数据;根据所述点云数据,计算胶路的长度、宽度和高度;根据所述长度、宽度和高度,计算胶路的整体质量。
37.同现有称重方式相比,采取本发明方法无需对胶路进行转移,可以在具体的工作环境中进行对胶路的整体质量进行检测;同现有采取ccd相机的方式相比,采取本发明方法可以得到胶路的长度、宽度和高度,能够准确地计算出胶路的整体质量。总的而言,本发明方法具有快速、准确、检测效率高等一系列优点。
附图说明
38.图1为本发明实施例提供的一种点胶胶量检测方法的流程示意图;
39.图2为本发明实施例提供的一种点胶胶量检测方法的流程示意图;
40.图3为本发明实施例提供的一种点胶胶量检测装置的模块示意图;
41.图4为本发明实施例提供的一种点胶胶量检测装置的模块示意图。
具体实施方式
42.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
43.以下结合具体实施例对本发明的具体实现进行详细描述。
44.实施例1
45.如附图1所示,为本发明一个实施例提供的一种点胶胶量检测方法,包括以下步骤:
46.s101,通过3d激光传感器扫描胶路的外轮廓,得到胶路的外轮廓数据;
47.s102,基于所述外轮廓数据,构建点云数据;
48.s103,根据所述点云数据,计算胶路的长度、宽度和高度;
49.s104,根据所述长度、宽度和高度,计算胶路的整体质量。
50.本发明方法通过采取高精度的3d激光传感器来精确地扫描胶路的外形轮廓,通过构建点云数据计算出胶路的长度、宽度、高度等信息,进而得到胶路的整体质量。同现有称重方式相比,采取本发明方法无需对胶路进行转移,可以在具体的工作环境中进行对胶路的整体质量进行检测;同现有采取ccd相机的方式相比,采取本发明方法可以得到胶路的长度、宽度和高度,能够准确地计算出胶路的整体质量。总的而言,本发明方法具有快速、准确、检测效率高等一系列优点。
51.作为本发明的一种优选实施例,所述点胶胶量检测方法还包括以下步骤:
52.根据所述长度、宽度和高度,评估胶路的均匀性。
53.具体的,现有采取称量方式的另一缺点是无法评估胶路的均匀性,采取ccd相机的方式方式由于无法得到胶路的高度信息,也只能通过长宽来评估胶路的均匀性,准确性差。
54.在本发明实施例中,通过构建点云数据来计算出胶路的长度、宽度和高度后,可以准确的通过长宽高来评估胶路的均匀性,评估性能好。
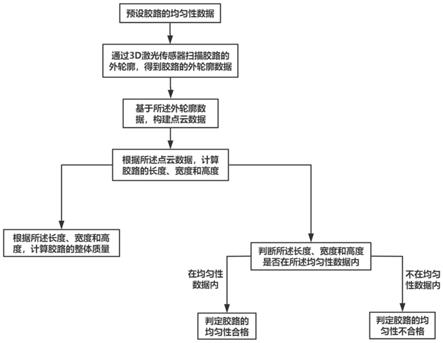
55.如附图2所示,作为本发明的一种优选实施例,所述根据所述长度、宽度和高度,评估胶路的均匀性的步骤,包括:
56.预设胶路的均匀性数据;
57.判断所述长度、宽度和高度是否在所述均匀性数据内;当所述长度、宽度和高度在所述均匀性数据内,判定胶路的均匀性合格,反之,判定胶路的均匀性不合格。
58.具体的,本发明实施例提供了评估胶路的一种方法,具体是在点胶机点胶之前先在点胶机内预设胶路的均匀性数据,点胶机点出胶路后,通过构建点云数据计算出胶路的长度、宽度和高度,并判断长度、宽度和高度是否在预设的均匀性数据内。当长度、宽度和高度在均匀性数据内时,判定胶路的均匀性合格,反之,判定胶路的均匀性不合格。
59.实施例2
60.如附图3所示,本发明的一个实施例还提供了一种点胶胶量检测装置,包括:
61.3d激光传感器,用于扫描胶路的外轮廓,得到胶路的外轮廓数据;
62.点云构建模块,用于基于所述外轮廓数据,构建点云数据;
63.第一胶路计算模块,用于根据所述点云数据,计算胶路的长度、宽度和高度;
64.第二胶路计算模块,用于根据所述长度、宽度和高度,计算胶路的整体质量。
65.本发明实施例提供了一种基于实施例1中方法所构建的点胶胶量检测装置,在本实施例装置中,当点胶机点出胶路后,通过3d激光传感器来扫描胶路的外轮廓,得到胶路的外轮廓数据,然后通过点云构建模块基于所述外轮廓数据,构建点云数据,再通过第一胶路计算模块根据所述点云数据,计算出胶路的长度、宽度和高度,最后通过第二胶路计算模块根据所述长度、宽度和高度,计算出胶路的整体质量。
66.同现有称重方式相比,采取本发明装置无需对胶路进行转移,可以在具体的工作环境中进行对胶路的整体质量进行检测;同现有采取ccd相机的方式相比,采取本发明装置可以得到胶路的长度、宽度和高度,能够准确地计算出胶路的整体质量。总的而言,本发明装置具有快速、准确、检测效率高等一系列优点。
67.如附图4所示,作为本发明的一种优选实施例,所述装置还包括:
68.评估模块,用于根据所述长度、宽度和高度,评估胶路的均匀性。
69.具体的,在本实施例中,通过设置评估模块来解决现有称量方式无法评估胶路的均匀性、现有ccd相机方式只能通过长宽评估胶路的均匀性的缺点。在第一胶路计算模块根据点云数据,计算出胶路的长度、宽度和高度后,本实施例的评估模块能够根据所述长度、宽度和高度,准确地评估出胶路的均匀性,评估性能好。
70.具体的评估过程则可以与实施例1中的评估过程类似,首先在点胶机内预设胶路的均匀性数据,点胶机点出胶路后,第一胶路计算模块根据点云数据,计算出胶路的长度、宽度和高度,然后通过评估模块判断长度、宽度和高度是否在预设的均匀性数据内。当长度、宽度和高度在均匀性数据内时,评估模块判定胶路的均匀性合格,反之,评估模块判定胶路的均匀性不合格。
71.如附图4所示,作为本发明的一种优选实施例,所述装置还包括:
72.结果显示模块;当胶路的均匀性经评估模块评估满足要求时,所述结果显示模块显示均匀性合格信号,反之,所述结果显示模块显示均匀性不合格信号。
73.具体的,本发明实施例中,通过设置结果显示模块来告知用户评估模块的评估结果,具体是当胶路的均匀性经评估模块评估满足要求时,结果显示模块显示均匀性合格信号,反之,结果显示模块显示均匀性不合格信号。
74.本发明实施例的结果显示模块可以采取多种形式,其主要特征是能够发出两种能够被用户所区别的信号,一种作为均匀性合格信号,另一种作为均匀性不合格信号。例如,采取显示器作为结果显示模块,当胶路的均匀性经评估模块评估满足要求时,显示器可以显示“ok”信号,反之,显示器可以显示“ng”信号,以告知用户胶路存在问题,需要对点胶机进行调整。或者,采取三色灯作为结果显示模块,当胶路的均匀性经评估模块评估满足要求时,显示灯显示为绿色,反之,显示灯显示为红色,以告知用户胶路存在问题,需要对点胶机进行调整。除上述两种举例外,结果显示模块采取其他常规的、符合本实施例思路的结果设计也应在本发明的保护范围内。
75.如附图4所示,作为本发明的一种优选实施例,所述装置还包括:
76.3轴运动模块,用于驱动所述3d激光传感器沿x轴、y轴和z轴方向运动,以协同所述3d激光传感器扫描胶路的外轮廓。
77.具体的,为了使3d激光传感器能够更方便准确地扫描胶路的外轮廓,本实施例设置了3轴运动模块。3d激光传感器设置在3轴运动模块上,进行检测时,通过3轴运动模块来驱动3d激光传感器沿x轴、y轴和z轴方向运动,从而协同3d激光传感器来扫描胶路的外轮廓,获得更准确的外轮廓数据。
78.如果不额外设置3轴运动模块,点胶机上也会自带3轴运动模块(不自带3轴运动模块的话点胶机无法进行正常点胶工作),可以将上述实施例中的装置设置在点胶机自带的3轴运动模块上,也能起到相同的效果。
79.如附图4所示,作为本发明的一种优选实施例,所述装置还包括:
80.日志模块,用于保存本地数据;所述本地数据至少包括被测胶水的型号,检测人员信息,检测时长,所述长度、宽度和高度以及所述第二胶路计算模块计算出的结果数据。
81.具体的,在本发明实施例中,为了能够对检测数据进行溯源,本实施例设置了日志模块。通过日志模块来将被测胶水的型号,检测人员信息,检测时长,所述长度、宽度和高度
以及第二胶路计算模块计算出的结果数据等信息保存在本地,后续溯源时只需调出本地数据,即可方便地查找到要溯源的信息,简便快捷。
82.如附图4所示,作为本发明的一种优选实施例,所述装置还包括:
83.云端,
84.上传模块,用于将所述本地数据上传到云端。
85.具体的,出了能够在本地进行溯源外,另外一种常见的方式是通过手机、平板、电脑等外界电子设备与云端远程连接,进而来溯源。为了能够实现这一方式,本实施例通过设置上传模块来将本地数据上传到云端,从而使得外界电子设备与云端远程连接后,可以从云端获取到相应的数据。
86.实施例3
87.本发明的一个实施例还提供了一种点胶设备,包括:
88.点胶机,用于点胶;
89.实施例2中任意一项所述的点胶胶量检测装置,用于检测所述点胶机点出的胶路的整体质量。
90.具体的,本实施例通过将现有点胶机与实施例2中的点胶胶量检测装置进行组合,得到了一种新型的点胶设备,该设备既能进行点胶操作,还能在点胶操作的同时对所点出的胶路进行检测,得到胶路的整体质量,具有实施例2中点胶胶量检测装置的所有优点。
91.此外,当本实施例所进行组合的点胶胶量检测装置包含有评估模块时,还能根据胶路的长度、宽度和高度,准确地评估出胶路的均匀性,从而确保生产良率。
92.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1