一种通信产品塑料件粘合胶水自动配料设备的制作方法
1.本发明涉及通信产品制造技术领域,具体为一种通信产品塑料件粘合胶水自动配料设备。
背景技术:
2.通信设备用于工控环境的有线通讯设备和无线通讯设备。有线通讯设备主要介绍解决工业现场的串口通讯,专业总线型的通讯,工业以太网的通讯以及各种通讯协议之间的转换设备。
3.通讯设备有很多的塑料零部件,为了将这些塑料零部件粘合在一起,需要运用到胶水,但是目前对于胶水的制造难以做到精确配比,导致胶水的质量不佳,而且不能做到定量配置,控制胶水原材料进料的量,故而我们提出了一种通信产品塑料件粘合胶水自动配料设备来解决以上的问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种通信产品塑料件粘合胶水自动配料设备,具备控制胶水原材料的进料量,使得每一次原材料进料量相同,控制其余材料的进料量,保证胶水制造精准配比的优点,解决了胶水的制造难以做到精确配比,导致胶水的质量不佳,而且不能做到定量配置,控制胶水原材料进料量的问题。
6.(二)技术方案
7.为实现上述控制胶水原材料的进料量,使得每一次原材料进料量相同,控制其余材料的进料量,保证胶水制造精准配比的目的,本发明提供了如下技术方案:一种通信产品塑料件粘合胶水自动配料设备,包括胶水调配装置主体,所述胶水调配装置主体的顶部固定安装有箱体,所述箱体的顶部固定连接有导液管,所述箱体的内部固定安装有固定盘,所述固定盘的外壁开设有通孔,所述通孔的内部滑动连接有挡板,所述固定盘的内部活动安装有转盘,所述转盘的内部固定安装有磁体,所述胶水调配装置主体的内部固定安装有配料盘,所述配料盘的外壁开设有通孔,所述通孔的内部活动安装有转动板,所述导液管的内壁固定安装有固定杆,所述固定杆的底部固定连接有弹性杆,所述配料盘的内部活动安装有转盘,所述转盘的外壁固定安装有搅拌槽,所述配料盘的底部固定安装有气囊,所述配料盘的底部开设有出料口,所述气囊的底部固定连接有导气管,所述导液管的内壁固定安装有阀门,所述胶水调配装置主体的底部固定安装有气缸,所述气缸的顶部固定安装有阀块。
8.优选的,所述箱体内部有四个转盘,两两对称放置,转盘的表面设置有凹陷区域,底部转盘的凹陷区域比顶部转盘的凹陷区域更加接近挡板。
9.优选的,所述配料盘内部的转盘的外壁有两种材质构成,位于搅拌槽区域的材质为不阻隔磁性的材质,其余区域为阻隔磁性的材质构成。
10.优选的,所述转盘内部与挡板内部的磁体的磁性相反,保证挡板始终贴合转盘表
面移动。
11.优选的,所述搅拌槽的内部安装有电机和搅拌桨。
12.优选的,所述阀门为两块上宽下窄结构的块状物体,两个块状物体对称安装于导液管两侧的内壁上。
13.优选的,所述阀块的长度要大于阀门的最大间距,阀块的长度要小于导液管的内径,初始时,阀块直接与阀门接触。
14.(三)有益效果
15.与现有技术相比,本发明提供了一种通信产品塑料件粘合胶水自动配料设备,具备以下有益效果:
16.1、该通信产品塑料件粘合胶水自动配料设备,通过导液管将胶水原材料导入到箱体内部,由于箱体内部有四个转盘,两两对称放置,转盘的表面设置有凹陷区域,底部转盘的凹陷区域比顶部转盘的凹陷区域更加接近挡板,当转盘凹陷区域未转动到挡板区域时,两边的挡板会将胶水原材料堵塞在四块挡板的中间区域,当底部的转盘凹陷区域转动到挡板区域后,会使得挡板被收回,随后挡板内部的溶液将会排入到配料盘内部,随后凹陷区域离开挡板后,挡板再一次被推出使得挡板被关闭,当顶部转盘凹陷区域转到挡板区域后,导液管将原材料落到底部的挡板上,随后,顶部转盘上凹陷区域离开挡板后,顶部挡板控制四块挡板之间原材料的量,达到了保证每次给予配料盘原材料上料量恒定的效果。
17.2、该通信产品塑料件粘合胶水自动配料设备,通过导液管将原材料上入到配料盘中,随后转盘带动搅拌槽内部的原材料一同转动,当搅拌槽转动到导液管区域后,由于转盘内部的磁体与转动板内部的磁体磁性相同,且搅拌槽区域的转盘为不阻隔磁性的材质构成,从而磁体排斥力将会使得转动板发生偏转,将辅助原材料送入到配料盘内部,借助于搅拌槽内部安装的电机带动搅拌桨搅动原材料和辅助材料,使得胶水制造完成,随后,搅拌槽挤压气囊收缩,将气体通过导气管传递到底部气缸内部,从而气缸将阀块顶起,从而阀门导通,将配置后的胶水从出料口送出,随后搅拌槽离开气囊之后,阀块再一次堵塞阀门,达到了辅助原材料自动上料,且辅助原材料每次上料时间一致,保证了辅助原材料上料量恒定的效果。
附图说明
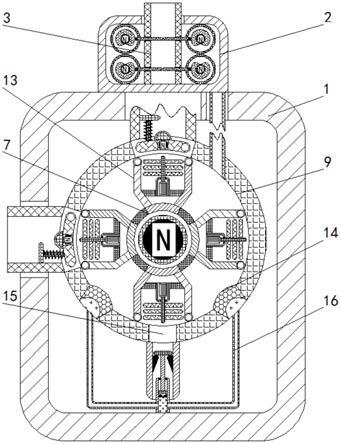
18.图1为胶水配比装置主体的结构示意图;
19.图2为原材料进料控制机构的结构示意图;
20.图3为原材料定量机构的结构示意图;
21.图4为辅助材料进料控制机构的结构示意图;
22.图5为导液管导通控制机构的机构示意图。
23.图中:1、胶水调配装置主体;2、箱体;3、导液管;4、固定盘;5、通孔;6、挡板;7、转盘;8、磁体;9、配料盘;10、转动板;11、固定杆;12、弹性杆;13、搅拌槽;14、气囊;15、出料口;16、导气管;17、阀门;18、阀块;19、气缸。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1
‑
5,一种通信产品塑料件粘合胶水自动配料设备,包括胶水调配装置主体1,胶水调配装置主体1的顶部固定安装有箱体2,箱体2内部有四个转盘7,两两对称放置,转盘7的表面设置有凹陷区域,底部转盘7的凹陷区域比顶部转盘7的凹陷区域更加接近挡板6,箱体2的顶部固定连接有导液管3,箱体2的内部固定安装有固定盘4,固定盘4的外壁开设有通孔5,通孔5的内部滑动连接有挡板6,固定盘4的内部活动安装有转盘7,转盘7的内部固定安装有磁体8,转盘7内部与挡板6内部的磁体8的磁性相反,保证挡板6始终贴合转盘7表面移动,胶水调配装置主体1的内部固定安装有配料盘9,配料盘9内部的转盘7的外壁有两种材质构成,位于搅拌槽13区域的材质为不阻隔磁性的材质,其余区域为阻隔磁性的材质构成,配料盘9的外壁开设有通孔5,通孔5的内部活动安装有转动板10,导液管3的内壁固定安装有固定杆11,固定杆11的底部固定连接有弹性杆12,配料盘9的内部活动安装有转盘7,转盘7的外壁固定安装有搅拌槽13,搅拌槽13的内部安装有电机和搅拌桨,配料盘9的底部固定安装有气囊14,配料盘9的底部开设有出料口15,气囊14的底部固定连接有导气管16,导液管3的内壁固定安装有阀门17,阀门17为两块上宽下窄结构的块状物体,两个块状物体对称安装于导液管3两侧的内壁上,胶水调配装置主体1的底部固定安装有气缸19,气缸19的顶部固定安装有阀块18,阀块18的长度要大于阀门17的最大间距,阀块18的长度要小于导液管3的内径,初始时,阀块18直接与阀门17接触。
26.工作原理:通过导液管3将胶水原材料导入到箱体2内部,由于箱体2内部有四个转盘7,两两对称放置,转盘7的表面设置有凹陷区域,底部转盘7的凹陷区域比顶部转盘7的凹陷区域更加接近挡板6,当转盘7凹陷区域未转动到挡板6区域时,两边的挡板6会将胶水原材料堵塞在四块挡板6的中间区域,当底部的转盘7凹陷区域转动到挡板6区域后,会使得挡板6被收回,随后挡板6内部的溶液将会排入到配料盘9内部,随后凹陷区域离开挡板6后,挡板6再一次被推出使得挡板6被关闭,当顶部转盘7凹陷区域转到挡板6区域后,导液管3将原材料落到底部的挡板6上,随后,顶部转盘7上凹陷区域离开挡板6后,顶部挡板6控制四块挡板6之间原材料的量,达到了保证每次给予配料盘9原材料上料量恒定的效果,该通信产品塑料件粘合胶水自动配料设备,通过导液管3将原材料上入到配料盘9中,随后转盘7带动搅拌槽13内部的原材料一同转动,当搅拌槽13转动到导液管3区域后,由于转盘7内部的磁体8与转动板10内部的磁体8磁性相同,且搅拌槽13区域的转盘7为不阻隔磁性的材质构成,从而磁体8排斥力将会使得转动板10发生偏转,将辅助原材料送入到配料盘9内部,借助于搅拌槽13内部安装的电机带动搅拌桨搅动原材料和辅助材料,使得胶水制造完成,随后,搅拌槽13挤压气囊14收缩,将气体通过导气管16传递到底部气缸19内部,从而气缸19将阀块18顶起,从而阀门17导通,将配置后的胶水从出料口15送出,随后搅拌槽13离开气囊14之后,阀块18再一次堵塞阀门17,达到了辅助原材料自动上料,且辅助原材料每次上料时间一致,保证了辅助原材料上料量恒定的效果。
27.综上所述,该通信产品塑料件粘合胶水自动配料设备,通过导液管3将胶水原材料导入到箱体2内部,由于箱体2内部有四个转盘7,两两对称放置,转盘7的表面设置有凹陷区域,底部转盘7的凹陷区域比顶部转盘7的凹陷区域更加接近挡板6,当转盘7凹陷区域未转
动到挡板6区域时,两边的挡板6会将胶水原材料堵塞在四块挡板6的中间区域,当底部的转盘7凹陷区域转动到挡板6区域后,会使得挡板6被收回,随后挡板6内部的溶液将会排入到配料盘9内部,随后凹陷区域离开挡板6后,挡板6再一次被推出使得挡板6被关闭,当顶部转盘7凹陷区域转到挡板6区域后,导液管3将原材料落到底部的挡板6上,随后,顶部转盘7上凹陷区域离开挡板6后,顶部挡板6控制四块挡板6之间原材料的量,达到了保证每次给予配料盘9原材料上料量恒定的效果。
28.并且,该通信产品塑料件粘合胶水自动配料设备,通过导液管3将原材料上入到配料盘9中,随后转盘7带动搅拌槽13内部的原材料一同转动,当搅拌槽13转动到导液管3区域后,由于转盘7内部的磁体8与转动板10内部的磁体8磁性相同,且搅拌槽13区域的转盘7为不阻隔磁性的材质构成,从而磁体8排斥力将会使得转动板10发生偏转,将辅助原材料送入到配料盘9内部,借助于搅拌槽13内部安装的电机带动搅拌桨搅动原材料和辅助材料,使得胶水制造完成,随后,搅拌槽13挤压气囊14收缩,将气体通过导气管16传递到底部气缸19内部,从而气缸19将阀块18顶起,从而阀门17导通,将配置后的胶水从出料口15送出,随后搅拌槽13离开气囊14之后,阀块18再一次堵塞阀门17,达到了辅助原材料自动上料,且辅助原材料每次上料时间一致,保证了辅助原材料上料量恒定的效果。
29.已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1