一种常温差补喷涂与多喷枪作业防眩光加工工艺的制作方法
1.本发明涉及ag玻璃加工技术领域,具体地说是一种常温差补喷涂与多喷枪作业防眩光加工工艺。
背景技术:
2.随着国民经济的持续稳定增长和社会发展进程的加快,商用中大屏市场需求日益增加,被广泛应用于教育、多媒体、广告、会议等行业。特别是对于教育用的智能黑板、商用的会议机、多媒体的滑鼠,除了在追求它的性价比之外,更加注重机身的观感和书写感。
3.对anti
‑
glare(ag)玻璃而言,除可以降低环境光的干扰、提高显示画面的可视角度和亮度、减少屏幕反光外,还能让图像更清晰、色彩更艳丽、颜色更饱和,达到改善显示效果,以及通过调整表面粗糙度来增加书写感。因此,这种工艺就被业界广泛运用于盖板领域,目前市场上现有的防眩盖板技术主要通过采用化学蚀刻ag、喷涂ag等方式实现。
4.传统的化学蚀刻ag,先用保护油或者保护膜将产品非蚀刻面保护,再对产品进行化学蒙砂工艺处理,使玻璃原反光表面变为哑光漫反射表面,防止眩光及让反光度下降,从而减少光影;同时液抛主要通过hf来实现,对人员健康、环境都会造成严重的损害,随着国家环保要求的日益提高,化学蚀刻工艺将逐步被淘汰。
5.喷涂ag又分加热和常温喷涂两种工艺:加热喷涂ag,平台需先对产品进行真空吸附及预热处理(增加药水的细腻度),然后通过平台寸动+喷枪喷涂作业,最终通过烧结的方式让防眩颗粒与玻璃结合在一起,达到防眩光效果;由于需预热处理,作业中大屏尺寸会因平台加热不均存在外观不良,同时平台采用寸动方式移动产能低,局限于20寸以下产品作业;常温喷涂ag,通过传送带匀速前进+喷枪走“z”字形轨迹的方式喷涂作业,然后通过烧结的方式让防眩颗粒与玻璃结合在一起,最后通过研磨处理的方式达到防眩光效果;由于采用“z”形轨迹存在喷涂均匀性差等问题。
6.因此,提供一种常温差补喷涂与多喷枪作业防眩光加工工艺及使用方法,以解决现有技术中所存在的问题,对其应用推广具有重要意义。
技术实现要素:
7.有鉴于此,本技术的目的在于提供一种常温差补喷涂与多喷枪作业防眩光加工工艺,在产品匀速前进过程中,通过控制每把喷枪之间的间距及药水供给的流量,喷枪在喷涂作业过程中y轴与x轴同时互补,实现喷涂走“工”字形的轨迹,达到喷涂均匀性佳的效果。
8.为了达到上述目的,本技术提供如下技术方案。
9.采用的第一个技术方案:一种常温差补喷涂与多喷枪作业防眩光加工工艺,包括以下步骤:
10.101、设定产品传送带传送速度v1,计算1min传送带前进的距离s1;
11.102、设定喷枪y轴方向循环喷涂速度v,计算1min喷枪喷涂次数c;
12.103、计算喷枪喷涂1次产品传送前进的距离s2,将产品传送前进的距离s2作为喷
枪x轴方向补正的距离录入;
13.104、设定n喷枪作业,n喷枪之间等间距,计算喷枪之间的间距s;
14.105、设定每把喷枪的药水供给流量l;
15.106、产品开始进行差补喷涂作业。
16.优选地,所述步骤101具体地,s1采用秒表和刚尺记录1min传送带所前进的距离。
17.优选地,所述步骤102具体地,喷涂次数c采用秒表统计喷枪1min内y轴方向来回循环次数。
18.优选地,所述步骤103中喷枪x轴方向补正的距离s2是根据每分钟传送带前进的距离s1和喷枪喷涂次数c计算;
19.s2=s1
÷
c。
20.优选地,所述步骤104中喷枪间距s是根据喷枪把数n和喷枪x轴方向补正的距离s2计算;
21.s=n*s2+s2/n。
22.优选地,所述步骤105中,n把喷枪对应的喷枪流量l需按逐一递减的方式进行设置,防止常温喷涂过程中,药水过多喷到产品上会产生流平及表面粗糙。
23.优选地,所述步骤106中差补喷涂作业具体地,将喷枪喷涂速度v和喷枪x轴方向补正的距离s2分别录入plc控制器,plc控制器将数据反馈y轴方向伺服电机,然后y轴方向伺服电机带动喷枪y轴方向来回循环喷涂;plc控制器同时将数据反馈x轴方向伺服电机,让喷枪在y轴方向喷涂过程同步进行x轴方向同等距离s2补偿,达到喷涂时喷枪走“工”字形轨迹。
24.采用的第二个技术方案:一种常温差补喷涂与多喷枪作业防眩光加工设备,包括plc控制器、传送装置、x轴驱动装置、y轴驱动装置、喷枪,所述喷枪通过支架固定在x轴驱动装置上,所述x轴驱动装置通过安装架固定在y轴驱动装置上;
25.所述传送装置包括主动轴、从动轴、传送驱动电机、传送带。
26.优选地,所述x轴驱动装置、y轴驱动装置、喷枪均设置在传送带的上方,x轴驱动装置带动喷枪沿x轴方向移动,y轴驱动装置带动x轴驱动装置和喷枪沿y轴方向移动。
27.优选地,所述喷枪的数量为2个或2个以上,2个或2个以上喷枪等间距分布在支架上,所述喷枪的数量优选为3~4个。
28.本发明所获得的有益技术效果:
29.1)本发明解决了现有技术中存在的化学蚀刻ag不环保,加热喷涂ag产能低和可作业性窄,常温喷涂ag存在均匀性差等问题,采用以玻璃为载体的常温差补喷涂与多喷枪作业的方式,实现产品流水线作业,提高喷涂效率和产能,适用于大尺寸产品喷涂,喷涂均匀性更佳,细腻度更佳;
30.2)本发明能够实现在产品匀速前进过程中,通过控制每把喷枪之间的间距及药水供给的流量,喷枪在喷涂作业过程中y轴方向与x轴方向同时互补,实现喷涂走“工”字形的轨迹,达到喷涂均匀性佳的效果;
31.3)本发明通过将喷枪循环喷涂速度v和喷枪x轴方向补正的距离s2分别录入plc控制器,plc控制器将数据反馈y轴伺服电机,然后y轴伺服电机带动喷枪y轴方向来回循环喷涂;plc控制器同时将数据反馈x轴伺服电机,让喷枪在y轴方向喷涂过程同步进行x轴方向
同等距离s2补偿,达到喷涂时喷枪走“工”字形轨迹;
32.4)本发明中通过设置plc控制器、传送装置、x轴驱动装置、y轴驱动装置、喷枪,喷枪通过支架固定在x轴驱动装置上,x轴驱动装置通过安装架固定在y轴驱动装置上;x轴驱动装置带动喷枪沿x轴方向移动,y轴驱动装置带动x轴驱动装置和喷枪沿y轴方向移动,实现流水线式喷涂作业,大大提供喷涂作业效率和产能。
33.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,从而可依照说明书的内容予以实施,并且为了让本技术的上述和其他目的、特征和优点能够更明显易懂,以下以本技术的较佳实施例并配合附图详细说明如后。
34.根据下文结合附图对本技术具体实施例的详细描述,本领域技术人员将会更加明了本技术的上述及其他目的、优点和特征。
附图说明
35.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
36.图1是本公开一种实施例中常温差补喷涂与多喷枪作业防眩光加工工艺的流程图;
37.图2是本公开一种实施例中喷枪差补流程图;
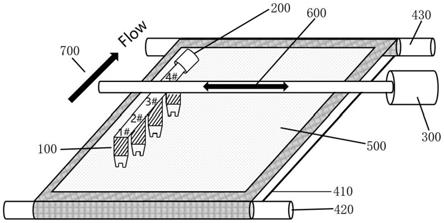
38.图3是本公开一种实施例中常温差补喷涂与多喷枪作业防眩光加工设备的结构示意图。
39.在以上附图中:100、喷枪;200、x轴伺服电机;300、y轴伺服电机;410、传送带;420、主动轴;430、从动轴;500、产品;600、喷枪y轴方向往返运行方向;700、产品流向及喷枪x轴方向补正方向。
具体实施方式
40.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本技术的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本技术的范围和精神。另外,为了清楚和简洁,实施例中省略了对已知功能和构造的描述。
41.应该理解,说明书通篇中提到的“一个实施例”或“本实施例”意味着与实施例有关的特定特征、结构或特性包括在本技术的至少一个实施例中。因此,在整个说明书各处出现的“一个实施例”或“本实施例”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
42.此外,本技术可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身并不指示所讨论各种实施例和/或设置之间的关系。
43.本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在a和b三种情况,本文中术语“/和”是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存在a,单独存在a和b两种情况,另外,本文中字符“/”,一般表示前后关联对象是一种“或”关系。
44.本文中术语“至少一种”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和b的至少一种,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。
45.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含。
46.实施例1
47.如附图1所示,一种常温差补喷涂与多喷枪作业防眩光加工工艺,包括以下步骤:
48.101、设定产品传送带传送速度v1,计算1min传送带前进的距离s1;具体地,s1采用秒表和刚尺记录1min传送带所前进的距离。
49.102、设定喷枪y轴方向循环喷涂速度v,计算1min喷枪喷涂次数c;具体地,喷涂次数c采用秒表统计喷枪1min内y轴方向来回循环次数。
50.103、计算喷枪喷涂1次产品传送前进的距离s2,将产品传送前进的距离s2作为喷枪x轴方向补正的距离录入;
51.其中,喷枪x轴方向补正的距离s2是根据每分钟传送带前进的距离s1和喷枪喷涂次数c计算;
52.s2=s1
÷
c。
53.104、设定n喷枪作业,n喷枪之间等间距,计算喷枪之间的间距s;
54.其中,喷枪间距s是根据喷枪把数n和喷枪x轴方向补正的距离s2计算;
55.s=n*s2+s2/n。
56.105、设定每把喷枪的药水供给流量l;n把喷枪对应的喷枪流量l需按逐一递减的方式进行设置,防止常温喷涂过程中,药水过多喷到产品上会产生流平及表面粗糙。
57.106、产品开始进行差补喷涂作业。
58.具体地,如附图2所示,将喷枪喷涂速度v和喷枪x轴方向补正的距离s2分别录入plc控制器,plc控制器将数据反馈y轴方向伺服电机,然后y轴方向伺服电机带动喷枪y轴方向来回循环喷涂;plc控制器同时将数据反馈x轴方向伺服电机,让喷枪在y轴方向喷涂过程同步进行x轴方向同等距离s2补偿,达到喷涂时喷枪走“工”字形轨迹。
59.上述实施例中的常温差补喷涂与多喷枪作业防眩光加工工艺与市场某一现有ag工艺进行对照试验,见表1。
60.表1
[0061][0062]
由表1可知,上述实施例种的常温差补喷涂与多喷枪作业防眩光加工工艺与平台寸动移动方式对比,以86寸产品为参照喷涂产能可提升3倍。
[0063]
上述常温差补喷涂与多喷枪作业防眩光加工工艺通过将喷枪循环喷涂速度v和喷枪x轴方向补正的距离s2分别录入plc控制器,plc控制器将数据反馈y轴伺服电机,然后y轴伺服电机带动喷枪y轴方向来回循环喷涂;plc控制器同时将数据反馈x轴伺服电机,让喷枪在y轴方向喷涂过程同步进行x轴方向同等距离s2补偿,达到喷涂时喷枪走“工”字形轨迹;能够实现在产品匀速前进过程中,通过控制每把喷枪之间的间距及药水供给的流量,喷枪在喷涂作业过程中y轴方向与x轴方向同时互补,达到喷涂均匀性佳的效果;解决了现有技术中存在的化学蚀刻ag不环保,加热喷涂ag产能低和可作业性窄,常温喷涂ag存在均匀性差等问题,实现产品流水线作业,提高喷涂效率和产能,适用于大尺寸产品喷涂,喷涂均匀性更佳,细腻度更佳。
[0064]
实施例2
[0065]
基于上述实施例,如附图3所示,一种常温差补喷涂与多喷枪作业防眩光加工设备,包括plc控制器(附图种未标识)、传送装置、x轴驱动装置、y轴驱动装置、喷枪100,所述喷枪100通过支架固定在x轴驱动装置上,所述x轴驱动装置通过安装架固定在y轴驱动装置上。
[0066]
所述传送装置包括主动轴420、从动轴430、传送驱动电机、传送带410,所述主动轴420和从动轴430分别设置在传送带410的两端,所述传送驱动电机与主动轴420传动连接,进而带动传送带410传输。
[0067]
所述x轴驱动装置、y轴驱动装置、喷枪100均设置在传送带410的上方,x轴驱动装置带动喷枪100沿x轴方向移动,y轴驱动装置带动x轴驱动装置和喷枪100沿y轴方向移动。
[0068]
进一步的,所述x轴驱动装置包括x轴伺服电机200、第一丝杆、第一滑块,第一滑块与第一丝杆配合,支架通过连接座与第一滑块固定连接,通过x轴伺服电机200带动第一丝杆转动,进而实现第一滑块相对第一丝杆的滑动,从而实现支架和喷枪100沿x轴方向的移动。
[0069]
进一步的,所述y轴驱动装置包括y轴伺服电机300、第二丝杆、第二滑块,第二滑块与第二丝杆配合,x轴驱动装置通过安装架与第二滑块固定连接,通过y轴伺服电机300带动第二丝杆转动,进而实现第二滑块相对第二丝杆的滑动,从而实现安装座、x轴驱动装置、支架、喷枪100同步沿y轴方向的移动。
[0070]
进一步的,所述喷枪100的数量为2个或2个以上,2个或2个以上喷枪100等间距分布在支架上。
[0071]
优选地,所述喷枪100的数量为3~4个,3~4个喷枪100等间距分布在支架上。
[0072]
在一个实施例中,所述喷枪100的数量为4个,即1#喷枪、2#喷枪、3#喷枪、4#喷枪,
1#喷枪、2#喷枪、3#喷枪、4#喷枪的流量l逐一递减,防止常温喷涂过程中,药水过多喷到产品上会产生流平及表面粗糙,同时,每把喷枪具体流量可以根据客户性能要求进行实际调整。
[0073]
以上所述仅为本发明的优选实施例而已,其并非因此限制本发明的保护范围,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,通过常规的替代或者能够实现相同的功能在不脱离本发明的原理和精神的情况下对这些实施例进行变化、修改、替换、整合和参数变更均落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1