一种涂胶固化设备的制作方法
1.本发明涉及涂胶技术领域,尤其涉及一种涂胶固化设备。
背景技术:
2.电子产品在生产线上组装时,都需要进行涂胶处理,在涂胶处理前需将电子产品固定在载具上,再将载具放入涂胶设备中,涂抹uv硅胶或uv结构胶,完成涂胶作业后,还需将电子产品放入固化设备使胶进行固化,以使胶干燥;然而,目前的涂胶装置往往会导致电子产品上涂抹的胶不均匀,涂胶精度较差,且效率低。
3.因此,亟需设计一种涂胶固化设备,以提升对电子产品的涂胶精度,并减少胶固化的时间。
技术实现要素:
4.本发明的目的在于提供一种涂胶固化设备,以提升对电子产品的涂胶精度,并减少胶固化的时间。
5.为达此目的,本发明采用以下技术方案:
6.本发明提供一种涂胶固化设备,包括:
7.涂胶装置,能够对载具上的电子产品进行涂胶作业,并能够沿x方向输送所述载具和所述电子产品;
8.固化装置,能够将送入的所述电子产品上的胶固化;
9.第一载具回流装置,所述第一载具回流装置设置有第一出口和第一进口,所述第一载具回流装置包括第一输送链,所述第一输送链能够沿x方向将固定有所述电子产品的所述载具从所述第一出口送入所述涂胶装置,且所述载具能够从所述第一进口移动至所述第一输送链上,所述第一输送链能够沿z方向升降,以在所述第一出口和所述第一进口进行切换;
10.第二载具回流装置,所述第二载具回流装置设置有第二出口和第二进口,所述第二载具回流装置包括第二输送链,固化后的所述电子产品和所述载具能够从所述第二进口移动至所述第二输送链上,且所述载具能够从所述第二出口移动至所述第一输送链上,所述第二输送链能够沿z方向升降,以在所述第二出口和所述第二进口进行切换;及
11.供胶装置,用于给所述涂胶装置供胶。
12.作为优选,所述涂胶装置包括第三输送链和点胶机构,所述第一输送链能够将固定有所述电子产品的所述载具移送至所述第三输送链上;所述点胶机构能够沿x、y和z方向移动,并能够对所述第三输送链上的所述电子产品进行涂抹作业。
13.作为优选,所述点胶机构包括点胶组件和点胶定位组件,所述点胶组件能够与所述点胶定位组件同时移动,所述点胶定位组件能够对所述点胶组件进行定位。
14.作为优选,所述点胶组件包括点胶针和点胶阀,所述点胶针与所述点胶阀相连通,所述点胶阀与所述供胶装置相连。
15.作为优选,所述点胶定位组件包括工业相机和测距传感器,所述工业相机用于拍摄所述载具上的所述电子产品,以找到所述电子产品上的标记点,所述测距传感器用于测量所述点胶针的针头与所述电子产品在z方向的距离。
16.作为优选,所述供胶装置包括供胶泵和泵柜,所述供胶泵设置于所述泵柜内,所述供胶泵的输入端与储胶装置相连,所述供胶泵的输出端与所述点胶阀相连通。
17.作为优选,所述涂胶装置还包括载具定位机构,所述载具定位机构包括:
18.第一定位组件,用于对所述第三输送链上的所述载具进行x方向的定位;及
19.第二定位组件,用于对所述第三输送链上的所述载具进行y方向的定位。
20.作为优选,所述固化装置包括固化灯、第四输送链和固化灯支架,所述第四输送链能够沿x方向输送所述载具和所述电子产品,所述第三输送链能够将固定有所述电子产品的所述载具移送至所述第四输送链上;所述固化灯通过所述固化灯支架支撑于所述第四输送链上,且所述固化灯能够对所述第四输送链上的所述电子产品进行照射。
21.作为优选,所述涂胶固化设备还包括:
22.载具过渡装置,设置于所述涂胶装置和所述固化装置之间,所述载具过渡装置包括第五输送链,所述第三输送链通过所述第五输送链将固定有所述电子产品的所述载具移送至所述第四输送链。
23.作为优选,所述涂胶装置还设置有第六输送链,所述第六输送链设置于所述第三输送链的下方;所述固化装置还设置有第七输送链,所述第七输送链设置于所述第四输送链的下方;所述载具过渡装置还设置有第八输送链,所述第八输送链设置于所述第五输送链的下方,所述第六输送链、所述第八输送链和所述第七输送链依次相连,且所述第六输送链的输出端与所述第一进口相连,所述第七输送链的输入端与所述第二出口相连,以形成所述载具的回流路径。
24.本发明的有益效果:
25.本发明提出的涂胶固化设备包括涂胶装置、固化装置、第一载具回流装置、第二载具回流装置和供胶装置,涂胶装置能够对载具上的电子产品进行涂胶作业,并能够沿x方向输送载具和电子产品,该涂胶装置的涂胶精度较高,且涂胶速度快;固化装置能够将送入的电子产品上的胶固化,该固化装置能够减少胶固化的时间,从而提升该涂胶固化设备的工作效率;第一载具回流装置设置有第一出口和第一进口,第一载具回流装置包括第一输送链,第一输送链能够沿x方向将固定有电子产品的载具从第一出口送入涂胶装置,且载具能够从第一进口移动至第一输送链上,第一输送链能够沿z方向升降,以在第一出口和第一进口进行切换;第二载具回流装置设置有第二出口和第二进口,第二载具回流装置包括第二输送链,固化后的电子产品和载具能够从第二进口移动至第二输送链上,且载具能够从第二出口移动至第一输送链上,第二输送链能够沿z方向升降,以在第二出口和第二进口进行切换;第一载具回流装置和第二载具回流装置的设置能够使载具在涂胶固化设备上进行循环使用,以减少载具的使用数量,从而降低成本;供胶装置用于给涂胶装置供胶。
附图说明
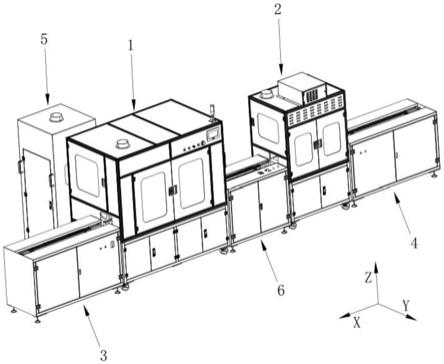
26.图1是本发明提出的涂胶固化设备的示意图;
27.图2是本发明提出的涂胶装置的示意图;
28.图3是本发明提出的固化装置的示意图;
29.图4是本发明提出的第一载具回流装置的示意图;
30.图5是本发明提出的第三输送链、载具定位机构和点胶机构的示意图;
31.图6是本发明提出的点胶组件和点胶定位组件的示意图;
32.图7是本发明提出的第一定位组件的示意图;
33.图8是本发明提出的载具过渡装置的示意图;
34.图9是本发明提出的第一输送链和升降组件的示意图一;
35.图10是本发明提出的第一输送链和升降组件的示意图二。
36.图中:
37.100、载具;
38.1、涂胶装置;2、固化装置;3、第一载具回流装置;4、第二载具回流装置;5、供胶装置;6、载具过渡装置;
39.11、第一机架;12、第三输送链;13、载具定位机构;14、点胶机构;15、第六输送链;21、第二机架;22、固化灯;23、固化灯支架;24、第四输送链;25、第七输送链;31、第一出口;32、第一进口;33、第一输送链;34、第四机架;35、升降组件;36、载具检测组件;61、第三机架;62、第五输送链;63、第八输送链;
40.111、吐胶杯;112、浸泡杯;113、接胶盒;131、第一定位组件;132、第二定位组件;141、点胶组件;142、点胶定位组件;143、驱动组件;144、对针组件;145、连接板;331、升降支撑板;332、阻挡块;341、支撑板;351、连接部;352、第三气缸;353、传动部;354、链轮;355、导向部;356、升降支撑座;357、连接件;
41.1311、第一气缸;1312、止挡件;1321、第一定位块;1322、第二定位块;1323、第二气缸;1411、点胶针;1412、点胶阀;1421、工业相机;1422、测距传感器;1423、照明光源;1431、第一滑轨;1432、第二滑轨;1433、第三滑轨;1441、对针仪;1442、支架;3411、第四滑轨;3412、滑块;3413、缓冲器;3414、止挡块;3551、导向套;3552、导向杆。
具体实施方式
42.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
43.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
44.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示
第一特征水平高度小于第二特征。
45.在本实施例的描述中,术语“上”、“下”、“右”、等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
46.本实施例提供一种涂胶固化设备,如图1
‑
图4所示,该涂胶固化设备包括涂胶装置1、固化装置2、第一载具回流装置3、第二载具回流装置4和供胶装置5,涂胶装置1能够对载具100上的电子产品进行涂胶作业,并能够沿x方向输送载具100和电子产品,该涂胶装置1的涂胶精度较高,且涂胶速度快;固化装置2能够将送入的电子产品上的胶固化,该固化装置2能够减少胶固化的时间,从而提升该涂胶固化设备的工作效率;第一载具回流装置3设置有第一出口31和第一进口32,第一载具回流装置3包括第一输送链33,第一输送链33能够沿x方向将固定有电子产品的载具100从第一出口31送入涂胶装置1,且载具100能够从第一进口32移动至第一输送链33上,第一输送链33能够沿z方向升降,以在第一出口31和第一进口32进行切换;第二载具回流装置4设置有第二出口和第二进口,第二载具回流装置4包括第二输送链,固化后的电子产品和载具100能够从第二进口移动至第二输送链上,且载具100能够从第二出口移动至第一输送链33上,第二输送链能够沿z方向升降,以在第二出口和第二进口进行切换;第一载具回流装置3和第二载具回流装置4的设置能够使载具100在涂胶固化设备上进行循环使用,以减少载具100的使用数量,从而降低成本;供胶装置5用于给涂胶装置1供胶。
47.如图2、图5和图6所示,该涂胶装置1包括第一机架11、第三输送链12、载具定位机构13和点胶机构14,第三输送链12设置于第一机架11上,且第三输送链12能够沿x方向输送载具100和电子产品;载具定位机构13包括第一定位组件131和第二定位组件132,第一定位组件131能够对载具100进行x方向的定位,第二定位组件132能够对载具100进行y方向的定位,该载具定位机构13能够对载具100以及载具100上的电子产品进行精确定位,以便进行精确涂胶。
48.具体地,点胶机构14包括点胶组件141、点胶定位组件142、驱动组件143和对针组件144,点胶组件141包括点胶针1411和点胶阀1412,点胶针1411与点胶阀1412相连通,点胶阀1412用于控制点胶针1411的出胶量,点胶阀1412通过管路与供胶装置5相连通;点胶定位组件142包括工业相机1421和测距传感器1422,工业相机1421用于拍摄载具100上的电子产品,以找到电子产品上的标记点,从而便于计算点胶针1411的涂胶轨迹与预设轨迹之间的便宜数据,测距传感器1422用于测量点胶针1411的针头与电子产品在z方向的距离,以得到点胶针1411的针头与载具100上的电子产品的高度差,以便计算点胶针1411的运动轨迹,该点胶定位组件142能够实现对点胶针1411的精确定位,从而提升点胶针1411的运动轨迹的准确性,进而提升点胶精度;驱动组件143用于驱动点胶组件141和点胶定位组件142同时沿x、y和z方向移动;对针组件144用于校准点胶针1411的位置,以提升点胶针1411的运动轨迹的准确性。
49.可选地,测距传感器1422采用激光位移传感器。
50.如图7所示,第一定位组件131包括第一气缸1311和止挡件1312,第一气缸1311设置于第一机架11上,第一气缸1311的气缸杆能够沿z方向伸出或缩回;止挡件1312连接于第
一气缸1311的气缸杆,当第三输送链12输送载具100及其上的电子产品时,且当第一气缸1311的气缸杆伸出时,载具100的端部能够抵接于止挡件1312,以对载具100进行止挡和x方向上的定位。
51.优选地,止挡件1312采用了止挡轮,该止挡轮转动设置于第一气缸1311的气缸杆;可选地,该止挡轮能够检测到载具100是否抵接在止挡轮上,以便控制第一气缸1311的动作;需要提到的是,当载具100抵接在止挡轮上时,第一气缸1311再进行伸出动作。
52.进一步地,第二定位组件132包括两组第一定位块1321、两组第二定位块1322和两组第二气缸1323,两组第一定位块1321沿x方向间隔设置于第三输送链12的一侧,且两组第一定位块1321能够抵接于载具100的一侧;两组第二气缸1323沿x方向间隔设置于第三输送链12的另一侧,第二定位块1322连接于对应的第二气缸1323的气缸杆,第二气缸1323的气缸杆能够沿y方向伸出或缩回,以使第二定位块1322抵接于载具100的另一侧;当第三输送链12上的载具100的端部能够抵接于止挡件1312时,第二气缸1323的气缸杆伸出,以使第二定位块1322抵接于载具100的侧壁,并使载具100沿y方向略微调整,以使第一定位块1321抵接于载具100的与第二定位块1322相对的侧壁,从而实现对载具100及其上的电子产品在y方向上的定位。
53.可以想到的是,第一气缸1311和第二气缸1323均通过管路和控制阀与气源相连通。
54.为了便于点胶定位组件142的工业相机1421捕捉到电子产品上的标记点,本实施例中的点胶定位组件142还设置了照明光源1423,该照明光源1423用于照亮载具100上的电子产品,起到了补光的作用,能够提升工业相机1421的识别率。
55.优选地,驱动组件143包括第一滑轨1431、第二滑轨1432、第三滑轨1433、第一驱动部、第二驱动部和第三驱动部,第一滑轨1431设置于第一机架11上,第一滑轨1431沿x轴方向延伸;第二滑轨1432滑动设置于第一滑轨1431上,第二滑轨1432沿y轴方向延伸;第三滑轨1433滑动设置于第二滑轨1432上,第三滑轨1433沿z轴方向延伸,点胶组件141和点胶定位组件142均滑动设置于第三滑轨1433上;第一驱动部设置于第一滑轨1431上,且能驱动第二滑轨1432沿第一滑轨1431的长度方向移动;第二驱动部设置于第二滑轨1432上,且能驱动第三滑轨1433沿第二滑轨1432的长度方向移动;第三驱动部设置于第三滑轨1433上,且能驱动点胶组件141和点胶定位组件142同时沿第三滑轨1433的长度方向移动。
56.为了便于将点胶针1411、点胶阀1412,工业相机1421、测距传感器1422和照明光源1423安装在第三滑轨1433,并使第三驱动部驱动这些部件同时沿第三滑轨1433的长度方向移动,本实施例的点胶机构14还设置了连接板145,点胶针1411、点胶阀1412,工业相机1421、测距传感器1422和照明光源1423均设置于连接板145上,连接板145滑动设置于第三滑轨1433上,且连接板145与第三驱动部传动相连。
57.优选地,第一机架11上设置有吐胶杯111、浸泡杯112和接胶盒113,点胶针1411能够将胶吐入吐胶杯111,接胶盒113用于接点胶针1411吐出的胶,吐胶杯111和接胶盒113用于盛接点胶针1411内的废料;点胶针1411能够浸入浸泡杯112内的浸泡液,以清洁点胶针1411的针头,从而使点胶针1411在电子产品上的涂胶更为美观。
58.为了能够使载具100能够实现在涂胶固化流水线上实现回流,本实施例在第一机架11上还设置了第六输送链15,且第六输送链15位于第三输送链12的下方,该第六输送链
15能够沿x方向输送载具100,以实现载具100的回流;为了控制载具100回流的速度,本实施例还设置了与第一定位组件131相同结构的第三定位组件,以对第六输送链15上回流的载具100进行止挡。
59.为了使点胶针1411的涂胶精度更高,因此,点胶针1411的初始位置的精度尤为重要,对此,本实施例中的对针组件144设置了对针仪1441和支架1442,支架1442设置于第一机架11上,对针仪1441安装于支架1442的顶部,该对针仪1441能够校准点胶针1411的初始位置,以便后面计算出更加精准的运动轨迹。
60.需要提到的是,本实施例中的第三输送链12、第六输送链15、第一滑轨1431、第一气缸1311、第二气缸1323等部件均对应的支撑架安装于第一机架11上。
61.为了对该涂胶装置1的零部件进行保护,本实施例在第一机架11上还安装了机罩,该机罩的两侧均设置有两个通孔,第三输送链12和第六输送链15的两端分别与对应的通孔相连通,载具100能够通过通孔进入机罩,并支撑于第三输送链12或第六输送链15上。
62.此外,该涂胶装置1还设置有控制组件,该控制组件设置于第一机架11上,且位于第三输送链12的下方,第三输送链12、第六输送链15、点胶阀1412、工业相机1421、测距传感器1422、对针仪1441、第一气缸1311和第二气缸1323的控制阀、第一驱动部、第二驱动部、第三驱动部等部件均与该控制组件电连接,以实现对该涂胶装置1的控制;为了给该控制组件的主机进行散热,本实施例在机罩上设置了散热风扇。
63.为了检测载具100在第三输送链12上的位置,以便控制组件控制第一气缸1311和第二气缸1323动作,以对载具100进行定位,本实施例还设置了两组接近传感器,接近传感器与控制组件电连接,该两组接近传感器沿x方向间隔设置于第一机架11上,两组接近传感器用于检测载具100在第三输送链12上的位置。
64.为了便于转移涂胶装置1,本实施例在第一机架11的底部设置了四个福马轮,以便移动涂胶装置1。
65.为了便于观察涂胶装置1的工作情况,本实施例在机罩的顶部设置了三色灯,该三色灯与控制组件电连接,该三色灯能够通过三种不同的颜色来显示涂胶装置1的工作情况,以便操作人员对涂胶装置1进行操作和控制。
66.由于涂胶装置1所涂抹的uv硅胶或uv结构胶具有一定地刺激性气味,对此,本实施例在机罩的顶部还设置了抽风口,该抽风口与排风装置或净化装置相连通。
67.当涂胶装置1工作时,首先将装有电子产品的载具100,从机罩上的通孔送入第三输送链12,当靠近第三输送链12输入端的接近传感器检测到载具100时,第一气缸1311的气缸杆伸出,第三输送链12传送载具100并使载具100的端部抵接于止挡件1312,以完成x方向的定位,然后第二气缸1323的气缸杆伸出,使第一定位块1321和第二定位块1322对载具100进行y方向的定位;然后,工业相机1421对载具100和电子产品进行拍摄,以识别出载具100和电子产品上的标记点,再通过标记点计算点胶针1411的运动轨迹;然后点胶针1411根据计算出的运动轨迹在电子产品上进行涂胶;涂胶完成后,点胶针1411回到初始位置,第一气缸1311和第二气缸1323缩回,第三输送链12将载具100和电子产品传送到固化装置2中。
68.优选地,供胶装置5包括供胶泵和泵柜,供胶泵设置于泵柜内,供胶泵的输入端与储胶装置相连,供胶泵的输出端与点胶阀1412相连通;同理,泵柜也设置有抽风口。
69.如图3所示,固化装置2包括第二机架21、固化灯22、固化灯22支架1442、第四输送
链24和第七输送链25,第四输送链24和第七输送链25安装于第二机架21上,且第七输送链25位于第四输送链24的下方,第四输送链24能够沿x方向输送载具100和电子产品,第三输送链12能够将固定有电子产品的载具100移送至第四输送链24上;固化灯22通过固化灯22支架1442支撑于第四输送链24上,且固化灯22能够对第四输送链24上的电子产品进行照射。
70.同理,为了对固化装置2的零部件进行保护,实施例在第二机架21上还安装了机罩,并在机罩的两侧设置了用于进出载具100和电子产品的通孔;此外还在固化装置2的机罩的顶部还设置了抽风口,该抽风口与排风装置或净化装置相连通。
71.如图8所示,涂胶固化设备还包括载具过渡装置6,该载具过渡装置6设置于涂胶装置1和固化装置2之间,载具过渡装置6包括第三机架61、第五输送链62和第八输送链63,第五输送链62和第八输送链63设置于第三机架61上,且第八输送链63位于第五输送链62的下方,第三输送链12通过第五输送链62将固定有电子产品的载具100移送至第四输送链24,起到了一定的过渡作用。
72.需要说明的是,第六输送链15、第八输送链63和第七输送链25依次相连,且第六输送链15的输出端与第一进口32相连,第七输送链25的输入端与第二出口相连,以形成载具100的回流路径。
73.可选地,本实施例中的第一输送链33、第二输送链、第三输送链12、第五输送链62、第六输送链15、第七输送链25和第八输送链63均采用倍速链,倍速链的动力源为倍速链电机;第四输送链24可采用倍速链,也可以采用输送带。
74.可选地,倍速链包括两组外壳和两组链体,两组外壳间隔设置,且通过两个根横梁相连,链体绕设于对应的外壳内,两组链体通过传动轴传动相连,该传动轴与电机传动相连,且该电机的外壳与两组外壳中的一组外壳相连。
75.如图4、图9和图10所示,第一载具回流装置3还包括第四机架34和升降组件35,第四机架34的一侧壁上设置有第一进口32和第一出口31,第四机架34上设置有支撑板341;当第一输送链33位于第四机架34的顶部时,第一输送链33上的载具100能够从第一出口31移动至第三输送链12上,第一输送链33沿z方向向下移动后,载具100能够从第六输送链15上经第一进口32移动至第一输送链33上。
76.具体地,升降组件35包括连接部351、第三气缸352、传动部353、链轮354、传动链、导向部355和两组升降支撑座356,连接部351与支撑板341相连,且连接部351位于支撑板341的远离第一输送链33的一侧;第三气缸352的缸体固定于连接部351;传动部353与第三气缸352的第三气缸352杆相连;链轮354转动设置于传动部353上,且链轮354的轴向与第一输送链33的传送方向相平行;传动链绕设于链轮354,传动链的一端与连接部351相连,传动链的另一端与第一输送链33相连(图中未示出);当第三气缸352的第三气缸352杆伸出时,第三气缸352杆推动传动部353和链轮354沿z方向向上移动,同时传动链在链轮354上滚动,以使传动链带动第一输送链33和电机沿z方向向上移动;当第三气缸352的第三气缸352杆缩回时,第三气缸352杆带动传动部353和链轮354沿z方向向下移动,第一输送链33和电机因重力向下移动,需要提到的是,此时传动链一直抵接在链轮354上,不会发生脱链的情况。
77.进一步地,导向部355包括两组导向套3551和两组导向杆3552,两组导向套3551设置于连接部351上,且两组导向套3551分别位于第三气缸352的两侧,以使传动部353受力均
匀,导向杆3552穿设于对应的导向套3551,且导向杆3552的一端与传动部353相连,导向部355起到了一定的导向作用,能够引导第三气缸352的第三气缸352杆伸出或缩回;两组升降支撑座356滑动设置于支撑板341的靠近第一输送链33的一侧,且升降支撑座356能够沿z方向移动,第一输送链33支撑于两组升降支撑座356上,该两组升降支撑座356对第一输送链33起到了一定的支撑作用和对第一输送链33的移动导向作用。
78.优选地,连接部351采用了一块具有一定厚度的连接板145,该连接板145垂直于支撑板341,且与支撑板341相连,第三气缸352的缸体与该连接板145相连;该连接板145上设置了三个通孔,第三气缸352的第三气缸352杆和两组导向杆3552能够分别穿过对应的通孔;为了增加该连接板145的与支撑板341的连接刚度,还在连接板145的两侧均设置了三角肋板,两个三角肋板均与连接板145和支撑板341相连。
79.为了便于传动链与第一输送链33相连,本实施例在第一输送链33的底部设置了升降支撑板341331,传动链可以通过升降支撑板341331与第一输送链33相连,以带动第一输送链33沿z方向移动。
80.为了便于传动链与升降支撑板341331和连接板145相连,本实施例在升降支撑板341331和连接板145上均设置了连接件357,传动链可以通过连接件357分别与升降支撑板341331和连接板145相连。
81.优选地,支撑板341上设置有两组第四滑轨3411和两组滑块3412,第四滑轨3411沿z方向延伸,两组第四滑轨3411间隔设置,滑块3412滑动设置于对应的第四滑轨3411上,升降支撑座356与对应的滑块3412相连,以便升降支撑座356沿z方向滑动。
82.为了使对第一输送链33的支撑力更加均匀,本实施例将升降支撑板341331设置在了两组升降支撑座356之间。
83.为了防止第一输送链33移动至第四机架34的底部时,两个滑块3412发生移动过位而撞击到第四机架34,对此,本实施例在支撑板341的底部设置了两组缓冲器3413,当第一输送链33移动至第四机架34的底部时,滑块3412能够抵接于对应的缓冲器3413上,以实现限位和缓冲的作用。
84.同理,为了防止第一输送链33移动至第四机架34的顶部时,滑块3412滑出第四滑轨3411,本实施例在支撑板341的顶部设置了两组止挡块3414,滑块3412能够抵接于对应的止挡块3414,以实现对滑块3412的限位作用。
85.如图10所示,第一输送链33上设置了阻挡块332,该阻挡块332位于第一输送链33的远离进口的一端,该阻挡块332用于阻挡载具100,以实现对载具100的阻挡限位作用;此外,第一输送链33上还设置了载具检测组件36,该载具检测组件36能够检测到第一输送链33上是否有载具100,以防止该载具100的升降回流装置出现空载或其他误操作现象。
86.为了对第四机架34内的零部件进行保护,本实施例在第四机架34上包覆了覆盖板,还在第四机架34的两侧分别安装了两组柜门,以便对第四机架34内的零部件进行维护;此外第四机架34的底部的四个角还分别设置有一个支撑脚。
87.该载具100的升降回流装置的结构简单,制造成本低,且升降和回流的效率较高。
88.可以想到的是,第二载具回流装置4的结构与第一载具回流装置3的结构相同,只是工作时的输送方向不同,在此不再对第二载具回流装置4的结构进行说明。
89.当涂胶固化设备工作时,首先,操作人员将电子产品放置在第一载具回流装置3上
位于上方的载具100上,并使载具100锁紧电子产品,然后,第一输送链33将载具100及电子产品移送至涂胶装置1的第三输送链12上,第三输送链12将载具100及电子产品移送至涂胶位置,然后点胶机构14对电子产品进行定位和点胶;完成点胶后,第三输送链12通过载具过渡装置6的第五输送链62将载具100及电子产品移送至固化装置2的第四输送链24上,然后固化灯22对电子产品上的胶进行固化;完成固化后,第四输送链24将载具100及电子产品移送至第二载具回流装置4的第二输送链,操作人员取下电子产品,第二输送链向下移动,并将载具100依次通过第七输送链25、第八输送链63、第六输送链15移送至位于下方的第一输送链33上,第一输送链33带着载具100上升回到初始位置,以待在载具100上安装电子产品。
90.可以想到的是,涂胶固化设备在运行时是同时使用多个载具100的,以提升工作效率。
91.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1