一种普通材料天线金属化镀银后水性涂料涂装工艺的制作方法
1.本发明涉及手机射频天线制造技术领域,尤其涉及一种普通材料天线金属化镀银后水性涂料涂装工艺。
背景技术:
2.由于电磁波在传播时极其容易受到干扰,手机终端在进行天线设计时,需要隔离金属、电池、马达、屏蔽罩、和摄像头等零部件,为天线预留净空以保障手机信号。其中,金属类壳体、装饰、和导电喷涂等应距离天线20mm以上,电池(含电连接座)与天线的距离应在5mm以上。
3.现有技术中的普通天线,在涂装加工的过程中,原材料限制性较大,而且,涂料容易影响天线的信号强度;同时,天线表面的平整度较差,因此,设计一种普通材料天线金属化镀银后水性涂料涂装工艺是很有必要的。
技术实现要素:
4.本发明解决的问题在于提供一种普通材料天线金属化镀银后水性涂料涂装工艺,通过使用常用普通材料外观面化镀产生金属化天线,突破lds原材料瓶颈、优化化镀天线金属化工序,普通材料任何形状做预留尺寸皆可完成金属化化镀天线,能够有效提升手机内部净空空间,有利于提升手机射频信号;而且镀银的方式符合含镍标准,化镀银层表面平整度高。
5.为了实现上述目的,本发明采用了如下技术方案:一种普通材料天线金属化镀银后水性涂料涂装工艺,包括以下步骤:步骤s1:终端客户5g频段标准设立,频段、天线布局及要求均由终端客户端满足,并对主板下盖产品设计天线线路;步骤s2:根据s1线路模具设计做穿孔靠破要求,以激光穿孔优化模具穿孔产生的披锋,其中,穿破孔胶厚控制0.03mm,产品0.1mm碰穿孔披锋;根据设计好的内容进行注塑,注塑素材穿孔胶厚及表面粗糙度管控;步骤s3:选用6轴转换式激光加工设备,激光雕刻线路分为两种实现a、c级面线路连接,pc材质中框激光雕刻使雕刻区域行程特殊平整度,通过时间及含量,使活化剂只附着在雕刻线路网路状凹坑上,进行下一步金属化镀;根据s1布置线路图通过紫光激光器对注塑素材进行激光镭雕及穿孔靠破、激光素材管控线路区域粗糙度;步骤s4:根据激光好的产品进行化镀,再通过无机溶液和钝化加工处理设备进行无机钝化处理保护线路金属,防止掉灰、氧化;步骤s5:根据s1设计路线对化镀好产品进行rf信号测试、膜厚切片管控、盐雾测试,成品需采用co2激光器对化镀金属银层进行0.002
‑
0.005mm深度的特殊形状激光雕刻,间隔0.002点状;步骤s6:水性涂料喷涂工序,由于产品经过激光镭雕化镀后,金属层高于产品平面
6
‑
10μm,采用高固含量油漆进行膜厚填充,采用水性涂料五涂五烤方式,喷涂前需采用等离子电晕机激活金属层表面张力提高附着力;五涂材料和涂层膜厚包括:一涂:涂抹primer涂料,膜厚5
‑
10μm;二涂:涂抹填充水性高固含量填充漆,膜厚50
‑
70μm;三涂:涂抹常规水性pu白底色漆,膜厚40
‑
50μm;四涂:涂抹水性涂料色漆,膜厚15
‑
25μm;五涂:涂抹uv辐射性涂料,膜厚20
‑
35μm;步骤s7:根据s6完成品进行品质可靠性验证及外观验证、rf天线信号验证。
6.作为本发明进一步的方案:所述步骤s3中,镭雕线路路径实现方式包括0.10mm贯穿式电路衔接和多面式电路衔接。
7.作为本发明进一步的方案:所述步骤s4中,化镀的材料及厚度包括:a、铜+镍,铜膜厚:8
‑
12μm,镍膜厚:2
‑
4μm;b、铜+镍+金,铜膜厚:8
‑
12μm,镍膜厚:2
‑
4μm,金膜厚:0.05μm;c、铜+锡,铜膜厚:8
‑
12μm,镍膜厚:2
‑
4μm;d、铜+银,铜膜厚:6
‑
9μm,银膜厚:1μm。
8.作为本发明进一步的方案:所述步骤s6中,将二涂后的化镀天线进行下件打砂处理,通过打砂磨平化镀天线断差。
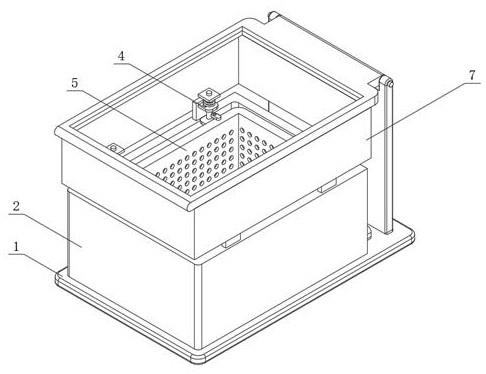
9.作为本发明进一步的方案:所述步骤s6中,作为本发明进一步的方案:所述步骤s4中,钝化加工处理设备包括加工基座、钝化池、积液槽、限位组件、物料架、电热组件、防护组件和防滑垫块,所述加工基座的顶部端面一侧固定安装有钝化池,所述钝化池的内侧端面开设有积液槽,且积液槽的顶部端面安装有限位组件,所述钝化池的顶部端面四周均安装有限位组件,且限位组件之间安装有物料架,所述加工基座的顶部端面一侧固定安装有防护组件,且防护组件的一端位于钝化池的顶部上方,所述加工基座的底部端面四周均通过螺钉固定安装有防滑垫块;所述限位组件包括固定隔板、弹簧板、限位压板、螺旋弹簧、支撑架、缓冲压杆、固定卡块和固定转杆,所述固定隔板通过螺钉固定安装在钝化池的顶部端面一侧,所述固定隔板的一端顶部通过焊接固定安装有弹簧板,所述弹簧板的顶部端面安装有螺旋弹簧,所述螺旋弹簧的顶部端面安装有限位压板,且限位压板的端面中央固定安装有缓冲压杆,所述缓冲压杆的底部一端穿过限位压板、螺旋弹簧、弹簧板连接安装有支撑架,且物料架的一
侧底部端面与支撑架的顶部端面贴合连接,所述支撑架的顶部端面一侧中央固定安装有固定转杆,所述固定转杆的顶部一端安装有固定卡块,且固定卡块的一侧底部端面与物料架的顶部端面贴合连接。
10.作为本发明进一步的方案:所述电热组件包括电加热器、接线端和电热管,所述电加热器固定安装在钝化池的一侧端面中央,且电加热器的两端分别连接安装有接线端,所述电热管固定安装在钝化池的内侧底部,且电热管的两端均穿过钝化池与接线端的一端连接。
11.作为本发明进一步的方案:所述防护组件包括竖梁架、翻转顶架、折叠块、观察板和防护罩,所述竖梁架通过螺钉固定安装在加工基座的顶部端面一侧,所述竖梁架的顶部一端通过转动销连接安装有翻转顶架,所述翻转顶架的底部端面一侧固定安装有折叠块,且折叠块的另一侧与竖梁架的一侧端面贴合连接,所述翻转顶架的顶部端面固定安装有观察板,所述翻转顶架的底部端面外侧固定安装有防护罩。
12.本发明的有益效果是:该普通材料天线金属化镀银后水性涂料涂装工艺,通过使用常用普通材料外观面化镀产生金属化天线,突破lds原材料瓶颈、优化化镀天线金属化工序,普通材料任何形状做预留尺寸皆可完成金属化化镀天线,有效降低原材料成本,能够有效提升手机内部净空空间,有利于提升手机射频信号;而且镀银的方式符合含镍标准,化镀银层表面平整度高;同时,通过采用钝化加工处理设备,能够具有良好的防护效果,提高钝化时的使用安全性;而且,钝化时工件接触效果好,能够有效提高钝化质量,进一步提高工件表面加工效果。
附图说明
13.图1为本发明的钝化加工处理设备的整体立体结构图;图2为本发明的钝化加工处理设备的整体剖视图;图3为本发明的钝化加工处理设备的钝化池的结构示意图;图4为本发明的钝化加工处理设备的钝化池的俯视图;图例说明:1、加工基座;2、钝化池;3、积液槽;4、限位组件;5、物料架;6、电热组件;7、防护组件;8、防滑垫块;41、固定隔板;42、弹簧板;43、限位压板;44、螺旋弹簧;45、支撑架;46、缓冲压杆;47、固定卡块;48、固定转杆;61、电加热器;62、接线端;63、电热管;71、竖梁架;72、翻转顶架;73、折叠块;74、观察板;75、防护罩。
具体实施方式
14.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
15.下面给出具体实施例。
16.参见图1
‑
4,一种普通材料天线金属化镀银后水性涂料涂装工艺,包括以下步骤:步骤s1:终端客户5g频段标准设立,频段、天线布局及要求均由终端客户端满足,并对主板下盖产品设计天线线路;
步骤s2:根据s1线路模具设计做穿孔靠破要求,以激光穿孔优化模具穿孔产生的披锋,其中,穿破孔胶厚控制0.03mm,产品0.1mm碰穿孔披锋;根据设计好的内容进行注塑,注塑素材穿孔胶厚及表面粗糙度管控;步骤s3:选用6轴转换式激光加工设备,激光雕刻线路分为两种实现a、c级面线路连接,镭雕线路路径实现方式包括0.10mm贯穿式电路衔接和多面式电路衔接;pc材质中框激光雕刻使雕刻区域行程特殊平整度,通过时间及含量,使活化剂只附着在雕刻线路网路状凹坑上,进行下一步金属化镀;根据s1布置线路图通过紫光激光器对注塑素材进行激光镭雕及穿孔靠破、激光素材管控线路区域粗糙度;步骤s4:根据激光好的产品进行化镀,其中,镀铜6
‑
9μm,镀银1μm,再通过无机溶液和钝化加工处理设备进行无机钝化处理保护线路金属,防止掉灰、氧化;其中,钝化加工处理设备包括加工基座1、钝化池2、积液槽3、限位组件4、物料架5、电热组件6、防护组件7和防滑垫块8,加工基座1的顶部端面一侧固定安装有钝化池2,钝化池2的内侧端面开设有积液槽3,且积液槽3的顶部端面安装有限位组件4,钝化池2的顶部端面四周均安装有限位组件4,且限位组件4之间安装有物料架5,加工基座1的顶部端面一侧固定安装有防护组件7,且防护组件7的一端位于钝化池2的顶部上方,加工基座1的底部端面四周均通过螺钉固定安装有防滑垫块8;限位组件4包括固定隔板41、弹簧板42、限位压板43、螺旋弹簧44、支撑架45、缓冲压杆46、固定卡块47和固定转杆48,固定隔板41通过螺钉固定安装在钝化池2的顶部端面一侧,固定隔板41的一端顶部通过焊接固定安装有弹簧板42,弹簧板42的顶部端面安装有螺旋弹簧44,螺旋弹簧44的顶部端面安装有限位压板43,且限位压板43的端面中央固定安装有缓冲压杆46,缓冲压杆46的底部一端穿过限位压板43、螺旋弹簧44、弹簧板42连接安装有支撑架45,且物料架5的一侧底部端面与支撑架45的顶部端面贴合连接,支撑架45的顶部端面一侧中央固定安装有固定转杆48,固定转杆48的顶部一端安装有固定卡块47,且固定卡块47的一侧底部端面与物料架5的顶部端面贴合连接;电热组件6包括电加热器61、接线端62和电热管63,电加热器61固定安装在钝化池2的一侧端面中央,且电加热器61的两端分别连接安装有接线端62,电热管63固定安装在钝化池2的内侧底部,且电热管63的两端均穿过钝化池2与接线端62的一端连接;防护组件7包括竖梁架71、翻转顶架72、折叠块73、观察板74和防护罩75,竖梁架71通过螺钉固定安装在加工基座1的顶部端面一侧,竖梁架71的顶部一端通过转动销连接安装有翻转顶架72,翻转顶架72的底部端面一侧固定安装有折叠块73,且折叠块73的另一侧与竖梁架71的一侧端面贴合连接,翻转顶架72的顶部端面固定安装有观察板74,翻转顶架72的底部端面外侧固定安装有防护罩75;使用时,通过防滑垫块8能够对加工基座1进行支撑将需要钝化处理的工件放置在物料架5的内部后,将物料架5通过限位组件4安装在钝化池2的内部,将物料架5的外侧四周放置在支撑架45的顶部,将固定转杆48顶部的固定卡块47转动,使得固定卡块47卡接安装在物料架5的顶部端面,物料架5和工件的重量会对支撑架45造成挤压,使得缓冲压杆46能够带动限位压板43对弹簧板42顶部的螺旋弹簧44进行挤压,从而使得物料架5在固定隔板41的外侧进行晃动,将无机溶液倒入钝化池2的积液槽3内部,通过防护组件7能够对钝化池2进行防护,将翻转顶架72在竖梁架71的顶部通过转动销转动,通过折叠块73进行限位,使
得防护罩75位于物料架5的顶部外侧,通过观察板74便于操作人员观测;通过电热组件6对无机溶液进行加热,电加热器61工作时,通过接线端62使得电热管63加热,电热管63能够对无机溶液进行加热,从而有利于提高钝化效果;晃动的物料架5在钝化池2的内部,能够提高工件与溶液的接触效果,从而有利于提高钝化效果;步骤s5:根据s1设计路线对化镀好产品进行rf信号测试、膜厚切片管控、盐雾测试,成品需采用co2激光器对化镀金属银层进行0.002
‑
0.005mm深度的特殊形状激光雕刻,间隔0.002点状;步骤s6:水性涂料喷涂工序,由于产品经过激光镭雕化镀后,金属层高于产品平面6
‑
10μm,采用高固含量油漆进行膜厚填充,采用水性涂料五涂五烤方式,喷涂前需采用等离子电晕机激活金属层表面张力提高附着力;五涂材料和涂层膜厚包括:一涂:涂抹primer进行金属腐蚀咬合,膜厚5
‑
10μm;二涂:涂抹填充水性高固含量填充漆进行遮盖化镀金属层,膜厚管控为50
‑
70μm,再根据检验产品外观是否还有金属层断差印,再进行是否要打砂处理,当需要打砂处理时,将二涂后的化镀天线通过打砂磨平化镀天线断差;三涂:涂抹常规水性pu白底为后续上色做基础,膜厚管控为40
‑
50μm;四涂:涂抹水性涂料色漆上色可根据客户要求定制多元化颜色,膜厚管控为15
‑
25μm;五涂:涂抹uv辐射性涂料对色漆层进行保护及表面光哑度选择,uv辐射性涂料可以有效保护底层涂料品质可靠性测试,膜厚20
‑
35μm;步骤s7:根据s6完成品进行品质可靠性验证及外观验证、rf天线信号验证。
17.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1