一种应用于紫外LED灯加工的自动化设备的制作方法
一种应用于紫外led灯加工的自动化设备
技术领域
1.本发明涉及紫外led灯加工设备,特别涉及一种应用于紫外led灯加工的自动化设备。
背景技术:
2.应用于紫外led灯珠中的有机硅在受到紫外光照射时会加速老化及衰减,采用无机封装可有效降低led老化及衰减的速度;透镜与基板粘合大多使用有机硅粘接剂,而有机材料在长期服役过程中被短波高能量的紫外光激励会加速氧化,将出现性能恶化,最终导致器件辐射强度下降;
3.传统的组装方法采用手动进行加工,效率较低,成本高,浪费人力物力,因此,针对本发明特定的产品需要重新设计一台具备高效率、设备成本低以及更加灵活、能连续工作的自动生产设备,且注胶效率慢,无法对注胶进行全面的压紧,容易产生气泡,密封性较差。
4.故此,现有的紫外led灯加工设备需要进一步改善。
技术实现要素:
5.本发明的目的是为了提供一种应用于紫外led灯加工的自动化设备,具备高效率、设备成本低以及更加灵活、能连续进行工作,节省劳动力,注胶效率高、压紧全面,防止气泡产生,密封性好。
6.为了达到上述目的,本发明采用以下方案:
7.一种应用于紫外led灯加工的自动化设备,包括输送轨道,所述输送轨道上布置有多个抬升装置,所述抬升装置上设置有灯组安装座,所述输送轨道一侧设置有烘干装置,所述烘干装置一侧连接有支架,所述支架上设置有上顶板,所述上顶板上设置有升降机构,所述上顶板下方间隔设置有下底板,所述上顶板和所述下底板之间设置有连接杆连接,所述下底板下表面围绕所述下底板中心圆周均布有多个凝胶输出组件和弧形滑动组件,所述弧形滑动组件上设置有弧形喷嘴组,所述弧形喷嘴组和所述凝胶输出组件之间设置有用于输送凝胶的输送结构,所述下底板上设置有能上下活动的压紧环组件,所述升降机构上连接有用于控制多个所述弧形滑动组件和压紧环组件轮流进给的轮流控制连杆组件,所述轮流控制连杆组件分别连接于多个所述弧形滑动组件和压紧环组件,所述弧形滑动组件和轮流控制连杆组件之间设置有用于提高所述弧形滑动组件行程的活动行程增距组件。
8.进一步地,所述灯组安装座内设置有用于自动将成型后的led灯顶出的顶出机构。
9.进一步地,所述烘干装置包括包裹于所述输送轨道一侧的烘干箱,所述烘干箱内设置有加热丝,所述烘干箱外壁设置有加热装置,所述加热装置的输出端和所述加热丝进行热传导连接。
10.进一步地,所述凝胶输出组件包括设置于所述下底板上的固定板,所述固定板上设置有输出管,所述输出管外套设有加热模块,所述输出管的一端连接有凝胶储存罐。
11.进一步地,所述弧形滑动组件包括设置于所述固定板上的弧形轨道,所述弧形轨
道内活动设置有弧形滑动件;
12.所述弧形轨道的弧线长度大于90
°
。
13.进一步地,所述输送结构包括设置于所述弧形滑动件内的内输送管,内输送管一端和所述弧形喷嘴组连通,另一端和所述输出管之间设置有外输送管连通。
14.进一步地,所述弧形喷嘴组包括弧形支架,所述弧形支架上沿所述弧形支架弧形路径均布有多个喷嘴,所述喷嘴和内输送管连通;
15.多个所述弧形喷嘴组组成一个完成的环形。
16.进一步地,所述压紧环组件包括设置于所述下底板上的多个导向孔,所述导向孔内活动设置有导向杆,所述导向杆下端设置有环形压紧板。
17.进一步地,所述活动行程增距组件包括设置于所述弧形滑动件上方的所述下底板表面的横向轨道,所述横向轨道的路径延伸线经过所述下底板的中心,所述横向轨道上活动设置有增距滑块,所述增距滑块上表面设置有第一铰接座,下表面设置有第二铰接座,对应下方的所述弧形滑动件表面设置有第三铰接座,所述第一铰接座上铰接有第一增距连杆,所述第二铰接座和所述第三铰接座之间铰接有第二增距连杆。
18.进一步地,所述轮流控制连杆组件包括围绕所述升降机构输出端中心圆周均布于所述升降机构表面的多个第一铰接端,所述第一铰接端上铰接有第一驱动连杆,所述第一铰接端的数量和所述凝胶输出组件的数量相同且一一竖向对齐,所述第一驱动连杆一侧的所述上顶板表面固定设置有第二铰接端,所述第二铰接端相对于对应一侧所述第一铰接端向外偏移,所述第二铰接端上铰接有第二驱动连杆,所述第一驱动连杆外端和所述第二驱动连杆中部铰接,所述第二驱动连杆下端和所述第一增距连杆外端铰接,所述第一驱动连杆中部铰接有第三驱动连杆,多个所述导向杆上端设置有连接环形板进行连接,所述第三驱动连杆下端和所述连接环形板上表面铰接。
19.综上所述,本发明相对于现有技术其有益效果是:
20.本发明解决了紫外led灯珠生产过程中存在的不足,利用本发明的结构设置,具备以下的优点,自动进给led芯片组件2和透镜本体至注胶装置和压紧装置的工位处,实现全面注胶动作,多个部位实行实现一次性同步注胶,注胶效率提高,注胶完毕后,能通过轮流控制连杆组件切换至压紧模式,注胶组件自动让位,并且压紧组件和注胶组件之间互不干涉,进一步提高了工作效率和稳定性,设置有压紧组件,能使内部的注胶防止气泡产生,同时还能保证注胶贴紧于产品表面,提高密封性,同时采用单独的驱动结构完成两个动作的来回切换,减少设备驱动的采用,降低制造成本,活动行程增距组件保证注胶组件在进给或复位过程中有足够的行程,且远离工位不影响后续的工作,结构简单,使用方便。
附图说明
21.图1为本发明的自动化加工设备立体图;
22.图2为本发明的自动化加工设备内部结构示意图;
23.图3为本发明的图2中a处局部放大图;
24.图4为本发明的自动化加工设备的零件示意图;
25.图5为本发明的结构示意图;
26.图6为本发明的分解图之一;
27.图7为本发明的分解图之二;
28.图8为本发明的内部零件示意图之一;
29.图9为本发明的内部零件示意图之二;
30.图10为本发明的紫外led灯加工方法示意图。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1
‑
10,本发明提供
33.一种无机封装紫外led灯,包括基板1,所述基板1上设置有led芯片组件2,所述led芯片组件2外部包裹有无机材料3进行封装,所述基板1上设置有透镜安装槽4,所述透镜安装槽4内安装有透镜本体5,所述透镜本体5端部内外侧表面设置有多个第一内凹槽6,所述透镜安装槽4内壁设置有多个第二凹槽7,所述透镜安装槽4边缘设置有注胶倒角8,所述透镜安装槽4一侧设置有压板组件9,所述注胶倒角8内壁设置有弹性橡胶环10,所述透镜安装槽4和安装后的透镜本体5之间形成填充腔体11,所述基板1下表面设置有和所述填充腔体11连通的散热鳍片组12,所述填充腔体11内填充有无机填充材料13将所述透镜本体5、基板1和散热鳍片组12进行连接;
34.结构原理:
35.将所述透镜本体5安装于所述透镜安装槽4内,下方连接散热鳍片组12,此时,注胶倒角8便于应用sol
‑
gel溶胶凝胶法制作的无机粘接胶进行填充,形成所述无机填充材料13,无机填充材料13灌满于所述填充腔体11内,并且填充多个所述第一内凹槽6和多个所述第二凹槽7,灌装完毕后,安装所述压板组件9,压板组件9对所述无机填充材料13进行压紧并且封闭,防止气泡产生,具备弹性的所述弹性橡胶环10在所述压板组件9的压力下使其更好的贴紧于无机填充材料13,提高密封性,同时使无机填充材料13更好的贴紧于所述透镜本体5表面,进一步的提高密封性,成型后的无机填充材料13将所述透镜本体5、基板1以及散热鳍片组12连为一体,并且利用用sol
‑
gel溶胶凝胶法制作的无机粘接胶具备良好的导热性能进行导热,提高散热效果,散热鳍片组12实现热交换,为基板1进行降温,提高寿命,利用sol
‑
gel溶胶凝胶法制作的无机材料降低氧化速度。
36.成型后的无机填充材料13如图1所示,无机填充材料13用于限制所述透镜本体5脱离所述透镜安装槽4,提高稳定性。
37.本发明所述无机材料3、透镜本体5和所述无机填充材料13采用sol
‑
gel溶胶凝胶法制作的无机材料;
38.所述基板1采用ain陶瓷材料制成。
39.本发明所述led芯片组件2包括设置于所述基板1上的连接结构201,所述连接结构201上连接有led芯片202。
40.本发明所述连接结构201为复刻于所述基板1上下表面便于与所述led芯片202共晶连接的金属层。
41.本发明所述透镜安装槽4包括由所述基板1上表面贯穿于所述基板1下表面的环形槽401,所述环形槽401将所述基板1分离形成外板层402和内板层403,所述外板层402和内板层403之间连接有多根连接杆404;
42.所述透镜本体5包括玻璃透镜501,所述玻璃透镜501下端边缘设置有多个用于和多个所述连接杆404配合安装的凹槽502。
43.本发明多个所述第一内凹槽6沿高度方向均布,多个所述第二凹槽7沿高度方向均布;多个所述第一内凹槽6和多个所述第二凹槽7的数量相同;多个所述第一内凹槽6和多个所述第二凹槽7一一横向对齐设置。
44.本发明所述透镜安装槽4内壁为锥形设置,所述透镜本体5下端为锥形设置,且两者之间的锥度相同。
45.本发明所述压板组件9包括设置于所述透镜安装槽4一侧的压板安装孔901,所述压板安装孔901上安装有压板本体902。
46.本发明所述散热鳍片组12包括鳍片环座121,所述鳍片环座121表面围绕所述鳍片环座121中心圆周均布有多个散热鳍片体122,所述鳍片环座121上设置有用于供所述透镜本体5下端安装的底部安装槽123,所述底部安装槽123内壁布置有多个第三凹槽124。
47.本发明所述基板1上设置有便于上下金属层电连接的通孔100。
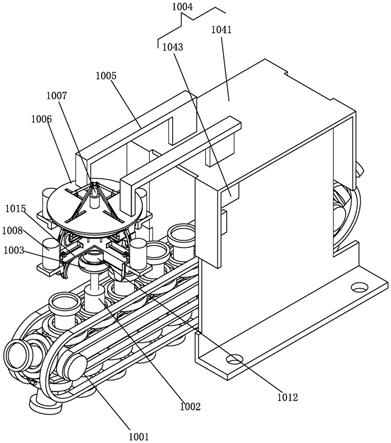
48.一种应用于紫外led灯加工的自动化设备,包括输送轨道1001,所述输送轨道1001上布置有多个抬升装置1002,所述抬升装置1002上设置有灯组安装座1003,所述输送轨道1001一侧设置有烘干装置1004,所述烘干装置1004一侧连接有支架1005,所述支架1005上设置有上顶板1006,所述上顶板1006上设置有升降机构1007,所述上顶板1006下方间隔设置有下底板1015,所述上顶板1006和所述下底板1015之间设置有连接杆连接,所述下底板1015下表面围绕所述下底板1015中心圆周均布有多个凝胶输出组件1008和弧形滑动组件1009,所述弧形滑动组件1009上设置有弧形喷嘴组1010,所述弧形喷嘴组1010和所述凝胶输出组件1008之间设置有用于输送凝胶的输送结构1011,所述下底板1015上设置有能上下活动的压紧环组件1012,所述升降机构1007上连接有用于控制多个所述弧形滑动组件1009和压紧环组件1012轮流进给的轮流控制连杆组件1013,所述轮流控制连杆组件1013分别连接于多个所述弧形滑动组件1009和压紧环组件1012,所述弧形滑动组件1009和轮流控制连杆组件1013之间设置有用于提高所述弧形滑动组件1009行程的活动行程增距组件1014;
49.自动化加工设备的加工原理:灯组安装座1003用于放置紫外led灯组件,此时输送轨道1001带动多个所述灯组安装座1003移动,当移动到下底板1015下方时,控制所述升降机构1007上移,上移过程中通过轮流控制连杆组件1013带动所述弧形滑动组件1009朝内部移动,多个所述弧形滑动组件1009带动对应的弧形喷嘴组1010向需要加工的填充腔体11位置方向移动,多个所述弧形喷嘴组1010组成一个环形的填充环,并且安装于所述填充腔体11上方,弧形喷嘴组1010对准所述注胶倒角8位置进行注胶工作,对填充腔体11进行无机凝胶的灌装,通过凝胶输出组件1008对所述弧形喷嘴组1010进行输料,当完成灌装注胶后,升降机构1007下降,带动多个弧形滑动组件1009复位收缩,控制凝胶输出组件1008停止输出;
50.此时,安装压板本体902于注胶倒角8位置;
51.升降机构1007继续下降过程中,多个弧形滑动组件1009复位收缩,所述压紧环组件1012实现下压动作,对所述压板本体902进行压紧动作,使内部的sol
‑
gel溶胶法制成的
无机凝胶更好的贴紧于所述透镜安装槽4内壁和所述透镜本体5外壁,提高密封性,同时,压紧后的弹性橡胶环10向外顶压,进一步的使sol
‑
gel溶胶法制成的无机凝胶贴紧于透镜安装槽4内壁和所述透镜本体5外壁;
52.轮流控制连杆组件1013使用较为稳定的结构设置,使压紧环组件1012和多个弧形滑动组件1009实现轮流的注胶和压紧动作;
53.活动行程增距组件1014用于保证所述弧形滑动组件1009有足够的行程移动至所述透镜安装槽4上表面并对压板本体902进行压紧;
54.上述步骤加工完毕后,输送轨道1001带动注胶完毕的紫外led灯移动至烘干装置1004内实现烘干工作,由于无机填充材料13冷却后体积变小,为了保证无机填充材料13始终贴紧于所述透镜安装槽4内壁和所述透镜本体5外壁,此时弹性橡胶环10起到自动弹出的作用,保证收缩后的无机填充材料13始终贴紧于所述透镜安装槽4内壁和所述透镜本体5外壁,提高密封性。
55.输送轨道1001将烘干后的紫外led灯继续送出,并通过所述顶出机构1000将紫外led灯从灯组安装座1003位置顶出。
56.本发明所述灯组安装座1003内设置有用于自动将成型后的led灯顶出的顶出机构1000。
57.本发明所述烘干装置1004包括包裹于所述输送轨道1001一侧的烘干箱1041,所述烘干箱1041内设置有加热丝1042,所述烘干箱1041外壁设置有加热装置1043,所述加热装置1043的输出端和所述加热丝1042进行热传导连接。
58.本发明所述凝胶输出组件1008包括设置于所述下底板1015上的固定板1081,所述固定板1081上设置有输出管1082,所述输出管1082外套设有加热模块1084,所述输出管1082的一端连接有凝胶储存罐1083。
59.本发明所述弧形滑动组件1009包括设置于所述固定板1081上的弧形轨道1091,所述弧形轨道1091内活动设置有弧形滑动件1092;
60.本发明所述弧形轨道1091的弧线长度大于90
°
。
61.本发明所述输送结构1011包括设置于所述弧形滑动件1092内的内输送管,内输送管一端和所述弧形喷嘴组1010连通,另一端和所述输出管1082之间设置有外输送管连通。
62.本发明所述弧形喷嘴组1010包括弧形支架1100,所述弧形支架1100上沿所述弧形支架1100弧形路径均布有多个喷嘴1200,所述喷嘴1200和内输送管连通;
63.本发明多个所述弧形喷嘴组1010组成一个完成的环形。
64.本发明所述压紧环组件1012包括设置于所述下底板1015上的多个导向孔1121,所述导向孔1121内活动设置有导向杆1122,所述导向杆1122下端设置有环形压紧板1123。
65.本发明所述活动行程增距组件1014包括设置于所述弧形滑动件1092上方的所述下底板1015表面的横向轨道1141,所述横向轨道1141的路径延伸线经过所述下底板1015的中心,所述横向轨道1141上活动设置有增距滑块1142,所述增距滑块1142上表面设置有第一铰接座1143,下表面设置有第二铰接座1144,对应下方的所述弧形滑动件1092表面设置有第三铰接座1145,所述第一铰接座1143上铰接有第一增距连杆1146,所述第二铰接座1144和所述第三铰接座1145之间铰接有第二增距连杆1147。
66.本发明所述轮流控制连杆组件1013包括围绕所述升降机构1007输出端中心圆周
均布于所述升降机构1007表面的多个第一铰接端1131,所述第一铰接端1131上铰接有第一驱动连杆1132,所述第一铰接端1131的数量和所述凝胶输出组件1008的数量相同且一一竖向对齐,所述第一驱动连杆1132一侧的所述上顶板1006表面固定设置有第二铰接端1133,所述第二铰接端1133相对于对应一侧所述第一铰接端1131向外偏移,所述第二铰接端1133上铰接有第二驱动连杆1134,所述第一驱动连杆1132外端和所述第二驱动连杆1134中部铰接,所述第二驱动连杆1134下端和所述第一增距连杆1146外端铰接,所述第一驱动连杆1132中部铰接有第三驱动连杆1135,多个所述导向杆1122上端设置有连接环形板1136进行连接,所述第三驱动连杆1135下端和所述连接环形板1136上表面铰接。
67.一种无机封装紫外led灯的加工方法,包括步骤一、设置输送轨道1001,在所述输送轨道1001上摆放led芯片组件2;
68.步骤二、在led芯片组件2外套设透镜本体5,led芯片组件2下方连接有散热鳍片组12,透镜本体5和led芯片组件2之间形成填充腔,透镜本体5外壁套设安装有弹性橡胶环10,将所述led芯片组件2和透镜本体5送入至压紧步骤和注胶步骤,单片机控制压紧步骤和注胶步骤定时间歇进给工作;
69.步骤三、注胶步骤,使用注胶设备对填充腔内进行注胶,注胶材料使用无机注胶材料,无机注胶材料作为散热鳍片组12、透镜本体5和led芯片组件2之间的导热介质进行散热;
70.步骤四、压紧步骤,在完成注胶的透镜本体5外套设压板组件9,用于压紧注胶进口,此时所述弹性橡胶环10在压力下收缩;
71.步骤五、启动所述输送轨道1001,将完成紧步骤和注胶步骤的led芯片组件2和透镜本体5送至烘干装置1004内进行烘干工作;
72.步骤六、烘干无机注胶材料后待冷却,冷却后的无机注胶材料收缩,此时弹性橡胶环10弹出,使无机注胶材料始终贴紧led芯片组件2表面和透镜本体5表面。
73.步骤七、设置用于将加工完成的led灯顶出的顶出机构1000,顶出机构1000将led灯从所述输送轨道1001上顶出。
74.本发明所述输送轨道1001上还设置有多个便于安装所述led芯片组件2的灯组安装座1003,所述输送轨道1001连接单片机控制其间歇输送。
75.本发明在所述led芯片组件2表面设置有便于所述透镜本体5镶入的透镜安装槽4,并在所述透镜安装槽4内壁和所述透镜本体5设置防滑凹槽,成型后的无机注胶材料呈多个t型卡设结构,卡设于所述透镜安装槽4和透镜安装槽4之间防止脱落。
76.本发明所述无机注胶材料采用sol
‑
gel溶胶凝胶法制备的无机材料,提高密封性和衰减速度。
77.本发明所述透镜本体5采用微压印技术制作,透镜本体5为sol
‑
gel玻璃透镜,采用sol
‑
gel材料经微压印技术形成透镜形状,然后简单的一次紫外曝光即可固化成sol
‑
gel玻璃透镜。
78.本发明所述透镜本体5的深紫外辐射透过率大于90%。
79.本发明在所述led芯片组件2的基板1上下表面复刻金属层,将led芯片202共晶至金属层表面,同时在所述基板1上加工多个通孔,使上下金属层通过多个通孔连接导电线进行电连接。
80.本发明所述基板1采用ain陶瓷材料制成。
81.本发明共晶材料采用锡金合金材料。
82.本发明所述共晶采用倒装焊接封装技术。
83.有机硅粘接剂的无机替代材料开发
84.本项目研究的有机硅粘接剂替代材料,不含任何有机物质,同样能够对led基板和透镜进行粘接,并具备完好密封性,能够保证led内部的气密性,应用领域可扩充到水下、高温、高湿环境。目前能够替代有机硅粘接剂的无机材料有很多,但能够应用在led封装领域的并不多,需要从3个方面来考虑材料的替换工作:替换材料的密封性能、粘接性能和透光性能。本项目目前重点试验的无机替代材料为sol
‑
gel材料。
85.ain陶瓷基板布线层的电极与芯片接触电极相匹配,布线层优化制程,优化布线层尺寸以及选择优良的金属,达到芯片与陶瓷基板良好的焊接。陶瓷基板布线制作,在基板上蒸发、溅射各金属层,涂覆光刻胶后通过曝光、显影、腐蚀等工序后,蚀刻出金属电极布线层。通过优化凸点制作和退火工艺,获得硬度较低且均匀的金属凸点,从而实现邦定良率的提升。由于陶瓷基板为绝缘体,为了使陶瓷基板上、下表面金属层实现电连结,需在两金属层间的陶瓷绝缘体体间制作通孔。
86.通过导电导热性能良好的金属,将紫外led芯片共晶倒装焊接于紫外led器件内,避免了传统的固晶有机胶的使用;且在保证紫外led芯片电气连接的同时,能将热量传导至陶瓷基座,增加了器件的导热性能,从而提高器件的稳定性和寿命。
87.本项目中拟采用锡金合金作为共晶材料,共晶点高达282℃,是比较稳定的金属化合物,可以保证二次回流焊。且锡金合金导热导电性好,导热系数约为57.3w/mk,通过共晶焊接工艺实现的是金属连接,其导热性能远远优越于导热银浆。
88.针对深紫外led的大电流工作特性,研究大功率紫外led的散热机制。采用共晶倒装焊接封装技术,可以尽可能减少从芯片到外部环境之间的接触层,从而减少热阻,降低材料不匹配的问题。配合外部制冷器,可以让深紫外led芯片在较低温度下保持长时间的持续高亮度发光,保证led光源的可靠性和稳定性。基板的材料、设计及芯片的排布密度也会影响led的散热,即使在无机封装制程中,采用何种基材的基板能够更好的优化高密度深紫外led的散热,需要通过一系列实验来挑选。
89.led模组最终的出光透镜也采用sol
‑
gel工艺和微压印技术制作,sol
‑
gel玻璃透镜采用sol
‑
gel材料经微压印技术形成透镜形状,然后简单的一次紫外曝光即可固化成sol
‑
gel玻璃透镜,这种sol
‑
gel玻璃对深紫外辐射的透过率超过90%。
90.开发出应用于深紫外led封装的高气密性的sol
‑
gel粘接材料,替代有机粘接胶,避免长期遭受深紫外辐射导致的有机粘接胶的性能衰减;深紫外led的金属
‑
硬玻璃透镜结构通常需要采用高温焊接工艺制作,而本项目采用sol
‑
gel工艺和微压印技术,可以在常温常压下为深紫外led光源模组制作高深紫外透过率的sol
‑
gel玻璃光学透镜;通过导电导热性能良好的金属,将深紫外led芯片共晶倒装焊接于陶瓷基座,避免了传统的有机固晶胶的使用,且在保证深紫外led芯片电气连接的同时,能将热量传导至陶瓷基座,增加了器件的导热性能,从而提高器件的稳定性和寿命。
91.以上显示和描述了本发明的基本原理和主要特征以及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明
本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1