一种手工石磨的制作方法
1.本技术属于石磨技术领域,具体涉及一种手工石磨。
背景技术:
2.石磨是用于把米、麦、豆等粮食加工成粉、浆的一种器械,石磨通常由两个磨盘组成,分为上磨盘和下磨盘,且上磨盘与下磨盘之间的结合处刻有纹理,称为磨齿。下磨盘通常固定,而上磨盘能够相对于下磨盘转动,以对粮食进行研磨,上磨盘设置有投料口,粮食通过投料口进入到上磨盘与下磨盘之间的磨齿中,通过挤压摩擦形成粉或浆,上磨盘转动的过程中,同时将粉或浆推出。
3.现有的石磨在使用过程中,当黄豆等大颗粒的粮食投入投料口后,由于上下磨齿之间的间隙较小,因此粮食容易堆积在投料口中,而无法进入上下磨盘的磨齿之间,进而导致了虽然磨盘在转动,但是粮食却未得到研磨,即磨盘在“空转”。
4.此外,粮食进入磨齿之间后,由于豆类等粮食的颗粒较大且外表还具有一层光滑的皮,因此上下磨齿的挤压研磨力难以较好的作用于粮食,粮食与磨齿容易发生打滑,进而粮食容易在磨盘中间发生乱窜的现象,导致对粮食的研磨不充分,甚至会发生粮食未经研磨而直接从磨盘中滑出的现象,影响研磨效果以及使用体验。
5.不仅如此,大颗粒的粮食还容易对磨齿形成阻挡从而使磨盘卡住,无法转动,增加了磨齿断裂破损的风险。对于手工石磨而言,粮食卡住磨盘,用户操作会及其费力,只能拆卸磨盘对粮食进行清理,大大增加了用户的劳动负担,使用体验较差。
技术实现要素:
6.本技术提供了一种手工石磨,以解决上述技术问题中的至少一个。
7.本技术所采用的技术方案为:
8.一种手工石磨,包括定磨盘以及设置于所述定磨盘的上方或下方的动磨盘,所述动磨盘能够相对于所述定磨盘转动,所述动磨盘的研磨面设置有动磨齿,所述定磨盘的研磨面设置有定磨齿,所述动磨盘的研磨面沿自身周向设置有加工区,所述加工区包括第一研磨区和第二研磨区,所述第一研磨区和所述第二研磨区沿所述动磨盘的周向间隔设置,所述动磨齿包括设置于所述第一研磨区的第一磨齿,以及设置于所述第二研磨区的第二磨齿,所述第一磨齿的高度低于所述第二磨齿的高度;所述动磨盘还设置有进料口,以及连通所述进料口的过渡槽,所述进料口的部分区域位于所述第二研磨区,所述过渡槽沿与所述动磨盘的转动方向相反的方向延伸至所述第一研磨区。
9.所述第一研磨区和所述第二研磨区沿所述动磨盘的径向相对设置。
10.所述动磨盘沿自身转动方向依次具有第一边缘线和第二边缘线,所述第一边缘线和所述第二边缘线分别沿所述动磨盘的径向延伸,且所述第一边缘线和所述第二边缘线配合围成所述第二研磨区,所述进料口的中心位于所述第一边缘线。
11.所述过渡槽具有容腔、第一侧壁,以及第二侧壁,所述第一侧壁和所述第二侧壁分
别向背离所述容腔的方向弯曲,所述加工区还包括第三研磨区,所述第三研磨区沿所述动磨盘的周向设置于所述第一研磨区和所述第二研磨区之间,所述第一侧壁延伸至所述第一研磨区,所述第二侧壁延伸至所述第三研磨区。
12.所述动磨齿还包括设置于所述第三研磨区的第三磨齿,所述第一磨齿、所述第三磨齿、所述第一侧壁和所述第二侧壁配合围成所述容腔。所述第三磨齿的高度高于所述第一磨齿的高度。
13.所述过渡槽具有入口端以及出口端,所述过渡槽的深度自所述入口端至所述出口端逐渐减小。
14.所述动磨齿朝向与所述动磨盘的转动方向相反的方向倾斜,以使所述动磨齿的一侧为第一缓坡侧,另一侧为第一陡坡侧;所述定磨齿朝向所述动磨盘的转动方向倾斜,以使所述定磨齿的一侧为第二缓坡侧,另一侧为第二陡坡侧,所述第一缓坡侧和所述第二缓坡侧具有研磨面。
15.所述动磨齿具有靠近所述动磨盘中心的近端,以及远离所述动磨盘中心的远端,所述近端的高度低于所述远端的高度。
16.所述动磨盘设置有若干个所述动磨齿,相邻两个所述动磨齿之间具有第一导料槽,所述动磨盘的研磨面还设置有出料区,所述出料区环绕于所述加工区的外周,所述出料区设置有第二导料槽,所述第二导料槽的宽度小于所述第一导料槽的宽度。
17.由于采用了上述技术方案,本技术所取得的有益效果为:
18.1.本技术的所述动磨盘设置有所述过渡槽,所述过渡槽将投入所述进料口的物料引导进入所述第一研磨区,由于所述过渡槽为凹陷的槽结构,因此物料能够顺利的进入定磨盘和动磨盘之间,而不会堆积在进料口。本技术的所述手工石磨,将物料的加工过程分为破碎阶段和研磨阶段,在进入所述第一研磨区之前,物料在所述过渡槽中不被研磨,而受到所述定磨盘的所述定磨齿和所述过渡槽的槽壁的挤压力和摩擦力,物料在挤压摩擦下去皮并发生破碎,使物料外表的皮破裂去除,并且大颗粒的物料碎裂成为体积较小的碎块,进而在进入研磨阶段后,小体积的物料能够与所述动磨齿和所述定磨齿发生较好的接触,进而被充分研磨,而不会与动磨齿和定磨齿发生止挡,使动磨盘顺利转动,用户操作更加省力,并且提高了研磨效果。
19.此外,在所述研磨阶段,随着所述第一研磨区和所述第二研磨区与物料接触研磨,所述第一研磨区的所述第一磨齿的高度低于所述第二研磨区的所述第二磨齿的高度,实现了对物料的逐步精细化研磨,物料在研磨初期体积大、硬度高,且磨齿承受压力大,物料在所述第一研磨区的研磨力度较小,能够防止因为动磨盘和定磨盘的间距过小、碾磨过猛导致物料与磨齿止挡,或者动磨齿或定磨齿损坏,也能够使用户操作更加省力。物料移动至所述第二研磨区,物料硬度已经大大减小,所述第二磨齿的高度增加,所述动磨盘和所述定磨盘之间的缝隙缩小,增加研磨力,这样在保证充分破碎物料的同时,兼顾柔韧性,提高研磨质量。
20.2.作为本技术的一种优选实施方式,所述第一研磨区和所述第二研磨区沿所述动磨盘的径向相对设置。所述动磨盘转动一周为一个研磨周期,若所述第一研磨区和所述第二研磨区沿所述动磨盘的转动方向相隔过近,则对物料的破碎处理不完全,物料过早进入研磨周期,物料在所述过渡槽中的破碎阶段太短暂,破碎效果较差,对于豆类等大颗粒物料
破碎不完全,此时进入所述第一研磨区,仍存在物料与所述动磨齿或所述定磨齿止挡的情况,影响研磨效果。若所述第一研磨区和所述第二研磨区沿所述动磨盘的转动方向相隔过远,则物料进入研磨周期太晚,物料在第一研磨周期(即所述动磨盘转动的第一圈)仅转动不到一半圆周的路程,则导致物料在第一研磨周期的研磨效率较低,这意味着用户需要操作所述动磨盘转动更多的圈数实现精细研磨,使用费时费力。所述第一研磨区和所述第二研磨区相对设置,使得破碎阶段和第一研磨周期各为所述动磨盘半个圆周的路径,达到一个较平衡的状态,既能够保证破碎效果,使物料完全去皮并破碎,又能保证研磨效率。
21.3.作为本技术的一种优选实施方式,所述过渡槽具有入口端以及出口端,所述过渡槽的深度自所述入口端至所述出口端逐渐减小。所述过渡槽的入口端深度较深,方便物料的进入,物料能够快速、顺利地从所述进料口进入所述过渡槽中。物料在所述过渡槽内移动的过程中,随着所述过渡槽的深度逐渐减小,其受到的挤压力和摩擦力逐渐增大,因此逐渐提高对物料的破碎效果,保证物料破碎完全,以较小体积的状态进入所述第一研磨区。
22.4.作为本技术的一种优选实施方式,所述动磨齿朝向与所述动磨盘的转动方向相反的方向倾斜,以使所述动磨齿的一侧为第一缓坡侧,另一侧为第一陡坡侧;所述定磨齿朝向所述动磨盘的转动方向倾斜,以使所述定磨齿的一侧为第二缓坡侧,另一侧为第二陡坡侧,所述第一缓坡侧和所述第二缓坡侧具有研磨面。在推动所述动磨盘转动的过程中,物料由所述缓坡侧向陡坡侧过渡,所述第一缓坡侧和所述第二缓坡侧研磨物料,增加了所述动磨齿和所述定磨齿与物料的接触面积,且增加了物料的研磨时间,提高研磨效果。
23.5.作为本技术的一种优选实施方式,所述动磨盘设置有若干个所述动磨齿,相邻两个所述动磨齿之间具有第一导料槽,所述动磨盘的研磨面还设置有出料区,所述出料区环绕于所述加工区的外周,所述出料区设置有第二导料槽,所述第二导料槽的宽度小于所述第一导料槽的宽度。在研磨的过程中,只有当物料被研磨为浆液或者粒径小于所述第二导料槽的宽度的粉末或颗粒时才能够流出,若物料的粒径大于所述第二导料槽的宽度,则被所述第二导料槽的槽壁阻挡,使物料仍留在所述加工区,继续进行研磨,保证研磨效果。此外,所述第二导料槽还使得物料研磨完毕流出时更加均匀。
附图说明
24.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
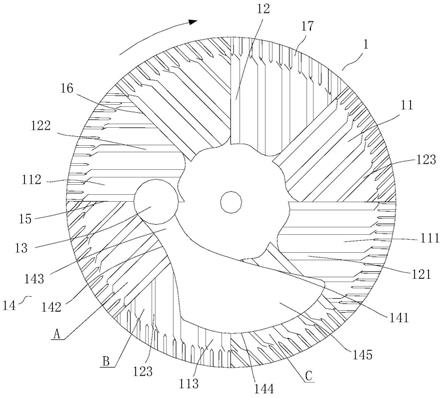
25.图1为本技术一种实施方式下的动磨盘的仰视图,其中箭头表示转动方向;
26.图2为本技术一种实施方式下的定磨盘的结构示意图;
27.图3为本技术一种实施方式下的动磨齿和定磨齿的结构示意图;
28.图4为本技术一种实施方式下的动磨盘的侧视图;
29.图5为本技术一种实施方式下的动磨盘的部分区域的结构示意图。
30.其中:
31.1动磨盘;11动磨齿;111第一磨齿;112第二磨齿;113第三磨齿;114第一陡坡侧;115第一缓坡侧;116研磨面;117近端;118远端;12加工区;121第一研磨区;122第二研磨区;123第三研磨区;13进料口;14过渡槽;141第一侧壁;142第二侧壁;143入口端;144出口端;145容腔;15第一边缘线;16第二边缘线;17出料区;171细磨齿;172第二导料槽;18第一导料
槽;
32.2定磨盘;21定磨齿;211第二陡坡侧;212第二缓坡侧。
具体实施方式
33.为了更清楚的阐释本技术的整体构思,下面结合说明书附图以示例的方式进行详细说明。
34.在下面的描述中阐述了很多具体细节以便于充分理解本技术,但是,本技术还可以采用其他不同于在此描述的其他方式来实施,因此,本技术的保护范围并不受下面公开的具体实施例的限制。
35.另外,在本技术的描述中,需要理解的是,术语“底”、“内”、“外”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
36.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
37.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。在本说明书的描述中,参考术语“实施方式”、“实施例”、“一种实施例”、“示例”或“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。
38.如图1
‑
5所示,一种手工石磨,包括定磨盘2以及设置于所述定磨盘2的上方或下方的动磨盘1,所述动磨盘1能够相对于所述定磨盘2转动,所述动磨盘1的研磨面设置有动磨齿11,所述定磨盘2的研磨面设置有定磨齿21,所述动磨盘1的研磨面沿自身周向设置有加工区12,所述加工区12包括第一研磨区121和第二研磨区122,所述第一研磨区121和所述第二研磨区122沿所述动磨盘1的周向间隔设置,所述动磨齿11包括设置于所述第一研磨区121的第一磨齿111,以及设置于所述第二研磨区122的第二磨齿112,所述第一磨齿111的高度低于所述第二磨齿112的高度;所述动磨盘1还设置有进料口13,以及连通所述进料口13的过渡槽14,所述进料口13的部分区域位于所述第二研磨区122,所述过渡槽14沿与所述动磨盘1的转动方向相反的方向延伸至所述第一研磨区121。
39.需要说明的是,本技术对于所述手工石磨的结构不做具体限定,在一种具体实施例中,所述动磨盘1为上磨盘,所述定磨盘2为下磨盘。当然,所述手工石磨也可以设置为上磨盘固定,下磨盘转动的结构,即所述定磨盘2为上磨盘,所述动磨盘1为下磨盘。
40.下面以所述动磨盘1为上磨盘,所述定磨盘2为下磨盘为例,对本技术做详细说明。
41.如图1
‑
2所示,在一种具体实施例中,所述动磨盘1均分有八个所述加工区12,所述
第一研磨区121和所述第二研磨区122为上述八个所述加工区12中的两个,每个所述加工区12的边缘线的延伸线均经过所述动磨盘1的中心,每个所述加工区12内均包括依次排列设置的所述动磨齿11,同一个所述加工区12内的所述动磨齿11平行设置,且所述动磨齿11的长度方向均平行于每个所述加工区12的边缘线,在加工过程中,一般先进行分区定位边缘线,然后以边缘线作为参考,依次凿刻处每个所述动磨齿11,每个所述加工区12内与边缘线相近的所述动磨齿11长度最长,而每个所述加工区12内远离边缘线的所述动磨齿11会受到相邻边缘线的限制而逐渐变短,相邻所述动磨齿11之间具有导料槽。所述动磨盘1和所述定磨盘2的中心区域均开设有连接孔,位于所述连接孔周围的中间区域均未设置磨齿,为平面区域,所述动磨盘1的平面区域与所述定磨盘2的平面区域在该处形成磨膛,以向周围的磨齿配送物料。
42.当然,所述加工区12的数量也可以根据所述动磨盘1的直径增加或减少,在此不做具体限定。
43.作为优选,所述动磨盘1具有一个理想的转动方向,在用户操作的过程中,控制所述动磨盘1沿所述转动方向转动,以使所述动磨盘1始终保持一个方向的转动,使物料的研磨路径更加合理有规律,避免物料在所述动磨盘1和所述定磨盘2之间窜动。
44.在一种具体实施例中,所述理想的转动方向为逆时针方向。需要说明的是,所述动磨盘1为上磨盘,逆时针转动为用户从所述动磨盘1上方俯视所述动磨盘1的视角下观察到的运动方向,而所述动磨齿11设置在上磨盘的下侧,图1为所述动磨盘1的仰视图,因此俯视视角中的逆时针方向在图1中所述动磨盘1的仰视图中对应为顺时针方向,所述过渡槽14沿顺时针方向延伸(在图1所述动磨盘1的仰视图中为逆时针方向),以保证物料能够顺利进入所述过渡槽14中。当然,所述动磨盘1也可以沿顺时针转动,此时所述过渡槽14也相应地沿逆时针方向延伸,在此不做具体限定。
45.本技术的所述动磨盘1设置有所述过渡槽14,所述过渡槽14将投入所述进料口13的物料引导进入所述第一研磨区121,由于所述过渡槽14为凹陷的槽结构,因此物料能够顺利的进入定磨盘2和动磨盘1之间,而不会堆积在进料口13。此外,所述过渡槽14的槽壁还能够对物料进行限位,将物料的移动限制在所述过渡槽14中,避免物料在挤压、摩擦以及移动的过程中发生在所述定磨齿21和所述动磨齿11之间发生窜动,或者从所述定磨盘2和所述动磨盘1之间脱出。
46.本技术的所述手工石磨,将物料的加工过程分为破碎阶段和研磨阶段,在进入所述第一研磨区121之前,物料在所述过渡槽14中不被研磨,而受到所述定磨盘2的所述定磨齿21和所述过渡槽14的槽壁的挤压力和摩擦力,物料在挤压摩擦作用下去皮并发生破碎,使物料外表的皮破裂去除,并且大颗粒的物料碎裂成为体积较小的碎块,进而在进入研磨阶段后,小体积的物料能够与所述动磨齿11和所述定磨齿21发生较好的接触,进而被充分研磨,而不会与所述动磨齿11或所述定磨齿21发生止挡,使动磨盘顺利转动,用户操作更加省力,并且提高了研磨效果。
47.此外,在所述研磨阶段,物料依次进入所述第一研磨区121和所述第二研磨区122,所述第一研磨区121的所述第一磨齿111的高度低于所述第二研磨区122的所述第二磨齿112的高度,实现了对物料的逐步精细化研磨,物料在研磨初期体积大、硬度高,且磨齿承受压力大,物料在所述第一研磨区121的研磨力度较小,能够防止因为动磨盘1和定磨盘2的间
距过小、碾磨过猛导致物料与磨齿止挡,或者所述动磨齿11或所述定磨齿21损坏,也能够使用户操作更加省力。物料移动至所述第二研磨区122,物料的体积和硬度已经大大减小,所述第二磨齿112的高度增加,所述动磨盘1和所述定磨盘2之间的缝隙缩小,增加研磨力,这样在保证充分破碎物料的同时,兼顾柔韧性,提高研磨质量。
48.在一种优选实施方式中,如图1所示,所述第一研磨区121和所述第二研磨区122沿所述动磨盘1的径向相对设置。
49.所述动磨盘1转动一周为一个研磨周期,若所述第一研磨区121和所述第二研磨区122沿所述动磨盘1的转动方向相隔过近(例如所述第一研磨区121和所述第二研磨区122相邻设置),则对物料的破碎处理不完全,物料过早进入研磨周期,物料在所述过渡槽14中的破碎阶段太短暂,破碎效果较差,对于豆类等大颗粒物料破碎不完全,此时进入所述第一研磨区121,仍存在物料与所述动磨齿1或所述定磨齿2止挡的情况,影响研磨效果。若所述第一研磨区121和所述第二研磨区122沿所述动磨盘1的转动方向相隔过远(例如所述第一研磨区121和所述第二研磨区122设置有所述过渡槽14一侧的夹角大于180
°
),则物料进入研磨周期太晚,物料在第一研磨周期(即所述动磨盘1转动的第一圈)仅转动不到一半圆周的路程,则导致物料在第一研磨周期的研磨效率较低,这意味着用户需要操作所述动磨盘1转动更多的圈数才能实现精细研磨,使用费时费力。所述第一研磨区121和所述第二研磨区122相对设置,使得破碎阶段和第一研磨周期各为所述动磨盘1半个圆周的路径,达到一个较平衡的状态,既能够保证破碎效果,使物料完全去皮并破碎,又能保证研磨效率。
50.本技术对于所述进料口13的设置位置不做具体限定,作为一种优选实施例,如图1所示,所述动磨盘1沿自身转动方向依次具有第一边缘线15和第二边缘线16,所述第一边缘线15和所述第二边缘线16分别沿所述动磨盘1的径向延伸,且所述第一边缘线15和所述第二边缘线16配合围成所述第二研磨区122,所述进料口13的中心位于所述第一边缘线15。
51.若所述进料口13完全位于所述第二研磨区122内,一方面物料进入后,容易与所述第二研磨区122内的所述第二磨齿112接触形成止挡,影响所述动磨盘1的转动,另一方面所述进料口13占据所述第二研磨区122较大的面积,还对所述第二研磨区122的所述第二磨齿112的设置造成影响,使所述第二磨齿122的数量减少,从而降低所述第二研磨区122的研磨效率。
52.将所述进料口13的中心设置于所述第一边缘线15,使得所述第一边缘线15平分所述进料口13,一方面所述第二研磨区122位于所述进料口13背离转动的方向,因此能够对用户的操作起到一定的提示作用,使用户按照正确的转动方向操作所述动磨盘1,以逆时针转动为理想转动方向为例(逆时针转动为用户从上方观察所述动磨盘1的视角,图1为所述动磨盘1的仰视图,因此逆时针方向在图1中所述动磨盘1的仰视图中对应为顺时针方向),如图1所示,所述第一边缘线15位于所述第二研磨区122的下侧,所述第二边缘线16位于所述第二研磨区122的上侧,当用户沿理想转动方向转动所述动磨盘1时,物料向下侧进入所述过渡槽14中,所述动磨盘1转动较顺畅,当用户沿相反方向转动所述动磨盘1时,则物料与上侧的所述第二磨齿112止挡,产生较大的阻力,给予用户以力的反馈,以提醒用户操作失误,另一方面所述进料口13仅占据所述第二研磨区122内较小的区域,保证了所述第二研磨区122内所述第二磨齿112的完好,进而保证物料在所述第二研磨区122具有较好的研磨效果。
53.当然,所述进料口13的中心也可以偏移所述第一边缘线15设置,例如,所述进料口
13的1/3或者2/3区域位于所述第二研磨区122等,在此不做具体限定,只要所述进料口13的部分区域位于所述第二研磨区122即可。
54.本技术对于所述过渡槽14的形状不做具体限定,在一种优选实施方式中,如图1所示,所述过渡槽14具有容腔145、第一侧壁141,以及第二侧壁142,所述第一侧壁141和所述第二侧壁142分别向背离所述容腔145的方向弯曲,所述加工区12还包括第三研磨区123,所述第三研磨区123沿所述动磨盘1的周向设置于所述第一研磨区121和所述第二研磨区122之间,所述第一侧壁141延伸至所述第一研磨区121,所述第二侧壁142延伸至所述第三研磨区123。
55.所述过渡槽14为弯曲的扇形,即所述过渡槽14的出口端144的宽度大于所述过渡槽14的入口端143的宽度,物料进入所述过渡槽14后,随所述动磨盘1的转动发生扩散,物料尽可能地平铺在所述过渡槽14中,保证每个颗粒状的物料都能够与所述动磨盘1和所述定磨盘2具有较好的接触效果,而被挤压破碎,避免所述过渡槽14的宽度过小导致物料发生堆叠,挤压过程中物料发生窜动,并且使物料以平铺展开的姿态进入所述第一研磨区121,保证每个物料均能够受到研磨,避免物料堆积。
56.如图1所示,以所述动磨盘1具有八个所述加工区12为例,所述第一研磨区121和所述第二研磨区122为上述八个所述加工区12中的两个,其余六个所述加工区12均为所述第三研磨区123。每个所述加工区12设置有五个所述动磨齿11,所述过渡槽14沿所述动磨盘1的转动方向依次经过三个所述第三研磨区123,延伸至所述第一研磨区121。
57.作为优选,如图1所示,所述第三研磨区123设置有第三磨齿113,所述过渡槽14的延伸经过第一个所述第三研磨区123(图中a区域)时,所述过渡槽14覆盖该所述第三研磨区123的三个所述第三磨齿113的部分区域,经过第二个所述第三研磨区123(图中b区域)时,所述过渡槽14覆盖该所述第三研磨区123的三个所述第三磨齿113的部分区域,经过第三个所述第三研磨区123(图中c区域)时,所述过渡槽14覆盖该所述第三研磨区123的五个所述第三磨齿113的部分区域,所述过渡槽14延伸至所述第一研磨区121的部分覆盖1
‑
2个所述第一磨齿111的部分区域。并且所述第一侧壁141的延伸方向与所述第一磨齿111的角度相同,所述第二侧壁142的延伸方向与所述第三磨齿113的角度相同,以使所述第一磨齿111构成所述第一侧壁141的一部分,所述第三磨齿113构成所述第二侧壁142的一部分,所述过渡槽14的形状与所述动磨齿11的排布相适配,避免所述过渡槽14的设置破坏原有所述动磨齿11的排布,保证研磨效果。
58.作为本实施方式的一种优选实施例,如图1所示,所述动磨齿11还包括设置于所述第三研磨区123的第三磨齿113,所述第一磨齿111、所述第三磨齿113、所述第一侧壁141和所述第二侧壁142配合围成所述容腔145。
59.所述第三磨齿113和所述第一磨齿111对所述过渡槽14的出口端144形成遮挡,一方面避免物料在离心力的作用下直接从所述过渡槽14中向外脱出,另一方面,设置有所述过渡槽14的所述第三研磨区123仍具有所述第三磨齿113,因此当物料进入第二圈的研磨周期后,转动至此的物料能够被研磨,使食物沿所述动磨盘1的一周均能够受到研磨,提高研磨效率,降低研磨时间。
60.进一步地,所述第三磨齿113的高度高于所述第一磨齿111的高度。
61.经所述第一磨齿111的研磨后,物料的体积和硬度大大减小,此时利用所述第三研
磨区123的所述第三磨齿113对物料进行进一步的精细研磨,增加研磨力,实现逐步的精细研磨,提高研磨效果。
62.本实施例对于所述第三磨齿113的高度不做具体限定,在一种具体示例中,所述第三磨齿113的高度与所述第二磨齿112的高度相同,以使物料在第三研磨区123中便被研磨为较小的颗粒,当物料经过所述第二研磨区122时,所述第二磨齿112再对物料中的大颗粒进行研磨,使研磨更加均匀,提高研磨效率。在另一种具体示例中,所述第三磨齿113的高度低于所述第二磨齿112的高度,以使物料自所述第一研磨区121到所述第二研磨区122逐步实现精细研磨,物料的粒径逐渐减小,使所述动磨盘1的转动更加流畅。
63.作为本技术的一种优选实施方式,所述过渡槽14具有入口端143以及出口端144,所述过渡槽14的深度自所述入口端143至所述出口端144逐渐减小。
64.所述过渡槽14的所述入口端143深度较深,方便物料的进入,物料能够快速、顺利地从所述进料口13进入所述过渡槽14中。物料在所述过渡槽14内移动的过程中,随着所述过渡槽14的深度逐渐减小,其受到的挤压力和摩擦力逐渐增大,因此逐渐提高对物料的破碎效果,保证物料破碎完全,以小颗粒的状态进入所述第一研磨区121。
65.本技术对于所述动磨齿11的设置方式不做具体限定,作为一种优选实施方式,如图3所示,所述动磨齿11朝向与所述动磨盘1的转动方向相反的方向倾斜,以使所述动磨齿11的一侧为第一缓坡侧115,另一侧为第一陡坡侧114;所述定磨齿21朝向所述动磨盘1的转动方向倾斜,以使所述定磨齿21的一侧为第二缓坡侧212,另一侧为第二陡坡侧211,所述第一缓坡侧115和所述第二缓坡侧212具有研磨面116。
66.相较于动磨齿11和定磨齿21均竖直设置的方式而言,其与物料接触时,动磨齿11的尖端和定磨齿21的尖端与物料为线接触的方式,而本技术在推动所述动磨盘1转动的过程中,物料由所述缓坡侧向陡坡侧过渡,所述第一缓坡侧115和所述第二缓坡侧212研磨物料,所述第一缓坡侧115和所述第二缓坡侧212与物料的接触为面接触,增加了所述动磨齿11和所述定磨齿21与物料的接触面积,且物料在沿所述缓坡侧移动时一直受到研磨力,增加了物料的研磨时间,在所述动磨盘1转动一周的情况下,物料能够受到更长时间的研磨,进而提高研磨效率,且使物料研磨更佳均匀细质。
67.此外,所述动磨齿11朝向与所述动磨盘1的转动方向相反的方向倾斜,所述定磨齿21朝向所述动磨盘1的转动方向倾斜,所述第一缓坡侧115自所述第二缓坡侧212的坡底向坡峰移动,使得所述第一缓坡侧115和所述第二缓坡侧212对所述动磨盘1的转动起到导向作用,使用户转动所述动磨盘1时更加省力,避免所述动磨齿11和所述定磨齿21发生止挡,对所述动磨盘1的转动造成影响。
68.在一种优选实施方式中,如图4所示,所述动磨齿11具有靠近所述动磨盘1中心的近端117,以及远离所述动磨盘1中心的远端118,所述近端117的高度低于所述远端118的高度。
69.所述动磨齿11的所述远端118的高度较高,对物料形成一定的阻挡,使物料集中在所述加工区12中,研磨完成后才会从磨盘的外周溢出,避免物料在离心力的作用下从所述动磨盘1和所述定磨盘2之间甩出。
70.作为优选,所述动磨齿11之间具有第一导料槽18,所述第一导料槽18的深度自所述动磨盘1的中心向外周逐渐变浅,因此所述动磨齿11与所述定磨齿21之间的间距也逐渐
变小,能够对物料进一步的研磨,物料在所述动磨盘1转动的带动下,由所述近端117向所述远端118移动,实现自内而外由粗到细进行研磨,进一步提高研磨效果。
71.作为本技术的一种优选实施方式,如图1、图5所示,所述动磨盘1设置有若干个所述动磨齿11,相邻两个所述动磨齿11之间具有第一导料槽18,所述动磨盘1的研磨面还设置有出料区17,所述出料区17环绕于所述加工区12的外周,所述出料区17设置有第二导料槽172,所述第二导料槽172的宽度小于所述第一导料槽18的宽度。
72.在研磨的过程中,只有当物料被研磨为浆液或者粒径小于所述第二导料槽172的宽度的粉末或颗粒时才能够流出,若物料的粒径大于所述第二导料槽172的宽度,则被所述第二导料槽172的槽壁阻挡,使物料仍留在所述加工区12,继续进行研磨,保证研磨效果。此外,所述第二导料槽172还使得物料研磨完毕流出时更加均匀。
73.作为优选,如图5所示,所述出料区17设置有细磨齿171,所述细磨齿171之间形成所述第二导料槽172,所述细磨齿171的延伸方向与相应所述加工区12内所述动磨齿11的延伸方向相同,所述细磨齿171沿所述动磨盘1周向设置的密度大于所述动磨齿11设置的密度,以使所述出料区17的研磨精度大于所述加工区12的研磨精度,物料在流出前,再次受到所述出料区17内所述细磨齿171的精细研磨,保证研磨效果。并且使物料出料时更加均匀流畅,方便物料向边缘移动出料,避免出现恋溏现象。
74.本技术中未述及的地方采用或借鉴已有技术即可实现。
75.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
76.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1