一种复合板生产用上料、涂胶、压合一体设备的制作方法
1.本发明涉及复合板生产技术领域,具体为一种复合板生产用上料、涂胶、压合一体设备。
背景技术:
2.复合板是具有不同功能的不同材料分层构成的板,例如屋面用的混凝土、泡沫隔热层及表面防水层的三合一板。复合板一般分为:金属复合板,木材复合板,彩钢复合板,岩棉复合板等等。木材复合板是将多层板料通过涂胶、压合等工序得到的人造板,既保证了较大的刚度,又不需要多增加材料的用量,很受家装等市场的欢迎,需求量很大,也就需要大量的复合板生产设备。
3.但是,现有的木材复合板生产设备存在以下这些问题:1.缺少一体化设备,生产设备各部分分离,多种机器型号不一致导致采购困难,对加工板料的型号也难以协调一致;2.单层木质板料较脆,抓取运输过程极易出现折断现象;3.现有设备往往缺少对板料的清理部件,导致涂胶后胶水对板料的粘合力不强;4.涂胶过程中胶水容易渗出,缺少导流部件的情况下容易影响后续作业进程;5.单向压合容易导致板料受力不均,板料间胶水粘合力下降,影响复合板质量。
技术实现要素:
4.本发明的目的在于提供一种,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:一种复合板生产用上料、涂胶、压合一体设备,包括设备外壳、上料部件、涂胶部件、压合部件,所述涂胶部件一侧设置有上料部件,涂胶部件另一侧设置有压合部件,所述设备外壳覆盖在上料部件、涂胶部件及压合部件的上方,所述上料部件通过负压实现上料以及对板料的清洁,所述涂胶部件对板料进行涂胶,所述压合部件对多个涂胶的板料进行压合。设备外壳支撑起了整个结构,并且确定了各个组件的安装位置和部分连接关系,经过上料部件的调整、清洁、输送,板料进入设备内部,由涂胶部件在板料表面指定位置进行涂胶,之后被送入压合部件中,调整位置、姿态后,由压合部件进行全面压合,最后被运送出设备。
6.进一步的,所述上料部件包括第一支撑板、第二支撑板,所述第一支撑板、第二支撑板平行设置在设备外壳内壁上,所述第一支撑板上设置有第一上料电机,所述第二支撑板上设置有第二上料电机,所述第一上料电机和第二上料电机的电机轴上均设置有上料辊,每个所述上料辊上均设置有若干个吸盘以及若干组绒毛,若干个所述吸盘共同连接有负压系统,两个所述负压系统分别设置在第一支撑板及第二支撑板上。两根上料辊由上料电机带动进行反向旋转,负压系统通过管道与上料辊侧面上的吸盘连通,负压系统由负压机、管路、电磁阀、控制系统组成。当负压系统开启,满布在上料辊侧面的吸盘处产生负压,从而对板料产生吸引力,随着上料辊的转动,板料移动。
7.进一步的,每个所述上料辊上均套设有套筒,所述套筒的横截面呈c型,所述上料
辊的一端露出套筒,所述套筒的一端均与设备外壳固定,所述套筒内部对应上料辊上若干组绒毛的位置均设置有橡胶刷,所述橡胶刷与上料辊外表面接触;橡胶刷刷过绒毛时,橡胶刷与绒毛发生摩擦。上料辊旋转过程中,上料辊侧面的绒毛随上料辊旋转扫拭固定在套筒内壁上的橡胶刷,由于套设在上料辊的套筒静止不动,套筒内部的橡胶刷对上料辊表面和绒毛进行清理,在此过程中,橡胶刷与绒毛摩擦起电导致电子转移,绒毛带正电炸开,绒毛之间间隙增大也更便于刷子对尘埃的扫落,逸散在上料辊和套筒之间的空腔中的尘埃被上料辊侧面上的吸盘处的负压吸引清理。
8.进一步的,所述上料部件还包括步进升降机构,所述步进升降机构由升降台、升降电机、操作台组成,步进升降机构用于放置板料,所述设备外壳靠近步进升降机构的一端设置有进料口,所述步进升降机构位于设备外壳的外侧。装置启动生产前,一块块板料整齐码放在步进升降机构的升降台上,调整升降台的高度和位置,装置启动后,一块块板料将从进料口进入装置中进而加工生产。
9.进一步的,所述涂胶部件包括第四支撑板、第五支撑板,所述第四支撑板与第五支撑板平行设置在设备外壳的内壁上,所述第四支撑板及第五支撑板上均设置有传送电机,每个所述传送电机的电机轴上均设置有滚筒,所述滚筒的一端均与设备外壳转动连接,两个所述滚筒上共同设置有一个传送带,所述设备外壳的内壁上对称设置有两个限位板,两个所述限位板分别位于传送带的两侧,两个所述限位板位于第四支撑板的上方。涂胶部件中,传送带不断平稳的输送板料,配合以两块限位块之间渐小的间距对板料位置和姿态进行调整,以便完成接下来的涂胶工作。
10.进一步的,所述涂胶部件还包括两个支撑柱,两个所述支撑柱分别位于传送带的两侧,两个所述支撑柱上设置有涂胶箱,每个所述支撑柱靠近传送带的一侧均设置有挡胶块,所述挡胶块底部开设有凹槽,所述胶流管的一端与挡胶块凹槽底部连通,所述胶流管的另一端与设置在支撑柱底部的废胶箱连通。安装在传动带上方的涂胶箱通过设置在下端的出胶口完成对传送的板料进行涂胶,挡胶块与胶流管组成导流组件,设置在涂胶箱下方的挡胶块截留下本应涂在板料两侧边的部分胶水,挡胶块将多余的胶水通过胶流管导入废胶箱中,通过对多余胶水的回收,以防止在后续的压合工序中胶水溢出过多造成浪费严重的情况。
11.进一步的,所述涂胶箱内部设置有隔板,所述隔板一侧设置有搅拌电机,所述搅拌电机位于涂胶箱内部,搅拌电机的电机轴穿过隔板,电机轴上设置有螺旋叶片,所述螺旋叶片上套设有隔离舱,所述隔离舱位于涂胶箱内部,隔离舱与隔板紧密连接,隔离舱的底部设置有控制阀门,所述控制阀门下方设置有滤网,所述涂胶箱在滤网的下方开设有出胶口。非工作状态下控制阀门关闭,隔离舱为密封空间,胶水存储在密封的空间中,用于防止胶水固化,胶水为液态胶。生产过程中需要进行涂胶作业时,控制阀门打开,胶水通过滤网流下,从出胶口流出,涂胶箱中的搅拌电机带动螺旋叶片旋转,防止胶水凝固。
12.进一步的,所述压合部件包括压合箱、第六支撑板、第七支撑板,所述压合箱上对称设置有第六支撑板和第七支撑板,所述第六支撑板和第七支撑板位于压合箱的两个平行端面上,所述第六支撑板位于传送带的下方,第六支撑板上设置有两个电动支撑缸,所述第七支撑板上设置有电动限位缸,所述电动支撑缸和电动限位缸都是电动伸缩缸,所述电动限位缸的缸杆上设置有推板,所述推板位压合箱内部。完成涂胶作业的板料进入压合箱,电
动支撑缸的伸出轴为板料提供支撑,电动限位缸输出轴上的推板推出将板料推送到紧靠压合箱内壁的指定位置,对板料位置进行限定。
13.进一步的,所述第六支撑板上设置有热风机,所述热风机与压合箱内部通过管道连通,所述压合箱上方设置有上位电动压合缸,所述上位电动压合缸的缸杆上设置有上位压合板,所述上位压合板位于压合箱内部,所述压合箱下方设置有下位电动压合缸,所述下位电动压合缸的缸杆上设置有下位压合板,所述下位压合板位于压合箱内部,所述推板位于上位压合板及下位压合板之间,且推板位于上位压合板及下位压合板的一侧,所述上位电动压合缸和下位电动压合缸都是电动伸缩缸。分别设置在设备外壳顶部和底部的两台电动压合缸带动压板从上、下两个方位向中间压合,全方位的压合有助于板料之间的胶水逸散均匀,加强板料之间的粘附性,热风机向压合箱内部输送热风以提高箱内温度,加快胶水凝固,同时也加强了对复合板各层板料之间的压合效果。
14.进一步的,所述压合部件还包括第八支撑板、推送板、出料口,所述第八支撑板设置在压合箱侧面外壁上,第八支撑板与第七支撑板位于压合箱侧面的两个垂直端面上,所述第八支撑板上设置有电动推送缸,所述电动推送缸是电动伸缩缸,所述电动推送缸的输出轴上设置有推送板,所述压合箱侧面开设有出料口,所述推送板与设置有出料口的压合箱侧面平行,所述出料口的顶部设置有防尘帘。完成对板料的压合后,推送板在电动推送缸的输出下将复合板推出压合箱。
15.与现有技术相比,本发明所达到的有益效果是:
16.1.实现了复合板生产设备一体化,不再需要采购人员对照复合板生产长度、厚度等数据筛选所需购买的机器,减轻采购难度,也降低了对板料型号的限制,可以对不同型号的板料进行复合加工;
17.2.用负压吸引和上料辊旋转带动的上料方式取代了传统的抓取式上料方式,避免了在抓取的过程中因受力不均对板料造成断裂、破碎等破坏,减少了生产过程中对板料的伤害损耗;
18.3.利用负压吸引和摩擦起电原理,密布在上料辊表面的绒毛、吸盘与套筒内的橡胶刷配合,在完成上料任务的同时也完成了对板料表面的清理工作,清洁的板料表面有助于提高对胶水的粘附性,进而增强了复合板的抗压、抗弯等能力;
19.4.在涂胶工序中加入了对废弃胶水的导流部件,挡胶块将多余的胶水通过胶流管导入废胶箱中,有利于循环利用的同时避免了环境污染;
20.5.采用双向压合方式有助于板料间胶水的逸散,能够在更大程度上对多层板料进行有效压合,加强胶水对板料的粘附性,提高复合板的生产质量。
附图说明
21.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
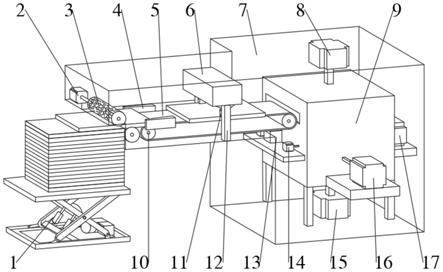
22.图1是本发明一种复合板生产用上料、涂胶、压合一体设备的整体剖视结构示意图1;
23.图2是本发明一种复合板生产用上料、涂胶、压合一体设备的整体剖视结构示意图2;
24.图3是本发明一种复合板生产用上料、涂胶、压合一体设备的设备外壳结构示意图;
25.图4是本发明一种复合板生产用上料、涂胶、压合一体设备的上料部件结构示意图;
26.图5是本发明一种复合板生产用上料、涂胶、压合一体设备的上料辊与套筒部分结构示意图;
27.图6是本发明一种复合板生产用上料、涂胶、压合一体设备的涂胶部件结构示意图;
28.图7是本发明一种复合板生产用上料、涂胶、压合一体设备的涂胶箱示意图;
29.图8是本发明一种复合板生产用上料、涂胶、压合一体设备的支撑柱结构示意图;
30.图9是本发明一种复合板生产用上料、涂胶、压合一体设备的涂胶箱内部结构示意图;
31.图10是本发明一种复合板生产用上料、涂胶、压合一体设备的压合部件限位状态结构示意图;
32.图11是本发明一种复合板生产用上料、涂胶、压合一体设备的压合箱部分结构示意图;
33.图12是本发明一种复合板生产用上料、涂胶、压合一体设备的压合箱左视图;
34.图13是本发明一种复合板生产用上料、涂胶、压合一体设备的压合箱出料口示意图;
35.图中:1、步进升降机;2、第一上料电机;3、上料辊;4、限位板;5、传送带;6、涂胶箱;7、设备外壳;8、上位电动压合缸;9、压合箱;10、滚筒;11、挡胶块;12、支撑柱;13、热风机;14、电动支撑缸;15、下位电动压合缸;16、电动推送缸;17、电动限位缸;18、负压系统;19、第一支撑板;20、第二上料电机;21、第二支撑板;22、传送电机;23、第四支撑板;24、第六支撑板;25、第五支撑板;26、出料口;27、防尘帘;28、胶流管;29、搅拌电机;30、螺旋叶片;31、隔离舱;32、滤网;33、出胶口;34、第七支撑板;35、推板;36、上位压合板;37、下位压合板;38、推送板;39、第八支撑板;40、进料口;41、套筒;42、橡胶刷;43、废胶箱;44、控制阀门。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.请参阅图1
‑
13,本发明提供技术方案:一种复合板生产用上料、涂胶、压合一体设备,包括设备外壳7、上料部件、涂胶部件、压合部件,涂胶部件一侧设置有上料部件,涂胶部件另一侧设置有压合部件,设备外壳7覆盖在上料部件、涂胶部件及压合部件的上方,上料部件通过负压实现上料以及对板料的清洁,涂胶部件对板料进行涂胶,压合部件对多个涂胶的板料进行压合。
38.上料部件包括步进升降机构1,步进升降机构1由升降台、升降电机、操作台组成,步进升降机构1用于放置板料,设备外壳7靠近步进升降机构1的一端设置有进料口40,步进
升降机构1位于设备外壳7的外侧。
39.上料部件包括第一支撑板19、第二支撑板21,第一支撑板19、第二支撑板21平行设置在设备外壳7内壁上,第一支撑板19上设置有第一上料电机2,第二支撑板21上设置有第二上料电机20,第一上料电机2及第二上料电机20的电机轴上均设置有上料辊3,每个上料辊3上均设置有若干个吸盘以及若干组绒毛,若干个吸盘共同连接有负压系统18,两个负压系统18分别设置在第一支撑板19及第二支撑板21上。
40.每个所述上料辊3上均套设有套筒41,套筒41的横截面呈c型,上料辊3的一端露出套筒41,套筒41的一端均与设备外壳7固定,套筒41内部对应上料辊3上若干组绒毛的位置均设置有橡胶刷42,橡胶刷42与上料辊3外表面接触;橡胶刷42刷过绒毛时,橡胶刷42与绒毛发生摩擦。
41.涂胶部件包括第四支撑板23、第五支撑板25,第四支撑板23与第五支撑板25平行设置在设备外壳7的内壁上,第四支撑板23及第五支撑板25上均设置有传送电机22,每个传送电机22的电机轴上均设置有滚筒10,滚筒10的一端均与设备外壳7转动连接,两个滚筒10上共同设置有一个传送带5,设备外壳7的内壁上对称设置有两个限位板4,两个限位板4分别位于传送带5的两侧,两个限位板4位于第四支撑板23的上方。
42.涂胶部件还包括两个支撑柱12,两个支撑柱12分别位于传送带5的两侧,两个支撑柱12上设置有涂胶箱6,每个支撑柱12靠近传送带5的一侧均设置有挡胶块11,挡胶块11底部开设有凹槽,胶流管28的一端与挡胶块11凹槽底部连通,胶流管28的另一端与设置在支撑柱12底部的废胶箱43连通。
43.所述涂胶箱6内部设置有隔板,所述隔板一侧设置有搅拌电机29,所述搅拌电机29位于涂胶箱6内部,搅拌电机29的电机轴穿过隔板,电机轴上设置有螺旋叶片30,所述螺旋叶片30上套设有隔离舱31,所述隔离舱31位于涂胶箱6内部,隔离舱31与隔板紧密连接,隔离舱31的底部设置有控制阀门44,所述控制阀门44下方设置有滤网32,所述涂胶箱6在滤网32的下方开设有出胶口33。
44.压合部件包括压合箱9、第六支撑板24、第七支撑板34,压合箱9上对称设置有第六支撑板24和第七支撑板34,第六支撑板24和第七支撑板34位于压合箱9的两个平行端面上,第六支撑板24位于传送带5的下方,第六支撑板24上设置有两个电动支撑缸14,第七支撑板34上设置有电动限位缸17,电动限位缸17的缸杆上设置有推板35,推板35位于压合箱9内部。
45.第六支撑板24上设置有热风机13,热风机13与压合箱9内部通过管道连通,压合箱9上方设置有上位电动压合缸8,上位电动压合缸8的缸杆上设置有上位压合板36,上位压合板36位于压合箱9内部,压合箱9下方设置有下位电动压合缸15,下位电动压合缸15的缸杆上设置有下位压合板37,下位压合板37位于压合箱9内部,推板35位于上位压合板36及下位压合板37之间,且推板35位于上位压合板36及下位压合板37的一侧。
46.压合部件还包括第八支撑板39、推送板38、出料口26,第八支撑板39设置在压合箱9侧面外壁上,第八支撑板39与第七支撑板34位于压合箱9侧面的两个垂直端面上,第八支撑板39上设置有电动推送缸16,电动推送缸16的输出轴上设置有推送板38,所述压合箱9侧面开设有出料口26,所述推送板38与开设有出料口26的压合箱9侧面平行,出料口26的顶部设置有防尘帘27。
47.本发明的工作原理:设备使用时,一层层板料由步进升降机构1抬升至指定位置,固定在设备外壳7内部的两根上料辊3由上料电机带动进行反向旋转,负压系统18通过管道与上料辊3底面上的气孔连接,气孔与上料辊3侧面上的吸盘连通,当负压系统18开启,满布在上料辊3侧面的吸盘也开始吸气,对板料产生吸引力,随着上料辊3的转动,板料也向指定方向进行滑动,用上料辊3对板料产生的吸引力进行运输,避免了抓取、翻转等传统运输方式对板料造成碎裂性损伤,上料辊3侧面的绒毛随上料辊3的旋转均匀扫拭板料表面,在上料辊3旋转过程中,套筒41内部的橡胶刷42对上料辊3表面和绒毛进行清理。在此过程中,橡胶刷42与绒毛摩擦起电,导致绒毛上发生电子转移现象,致使每根绒毛都带上正电,一根根绒毛在电场的作用下分散开,使绒毛上的尘埃充分暴露在空气中,这样也更便于橡胶刷42将绒毛上尘埃的扫落,尘埃逸散在上料辊3和套筒41之间的空腔中,之后尘埃被上料辊3上不与板料接触的吸盘所吸引清理,从而实现对绒毛上尘埃的处理,通过对绒毛的清洁,防止绒毛上尘埃堆积而降低对板料的清洁效果,一上一下两个上料辊3相互配合实现对板料的上料工作。
48.被上料辊3吸引滑动的板料被运送到传送带5上,两限位块之间空隙减小,对传送的板材进行位置、姿态调整后,连接电源后,板料在传送带5上被运输,此时控制阀门44打开,隔离舱31内的液态胶水穿过滤网32,从出胶口33流下,对板料进行涂胶,设置在传送带5两边的挡胶块11会截留下本应涂在板料两侧边的部分胶水,防止在后续作业中板料间的渗胶,完成板料涂胶作业,胶水在挡胶块11的拦截下流入到挡胶块11的凹槽内,并进入到胶流管28中。
49.接下来板料被传送带5运输进入压合箱9中,电动支撑缸14对板料提供支撑,由电动限位缸17和推板35将板料推到紧靠压合缸9内壁的指定位置,板料的位置、姿态调整完成后电动支撑缸14和推板35撤去,板料落到下位压合板37上,当多个完成涂胶工序的板料进入到压合箱9内部后,由两个电动压合缸推动压合板从上、下两个方位对中间的板料进行压合,这样有助于多层板料之间的胶水逸散均匀,热风机13提高压合箱9内温度加快胶水冷却,完成压合后,推送板38在电动推送缸16的输出下将复合板推出压合箱。
50.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
51.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1