轻量化高刚性滴管及其制备方法与流程
1.本发明涉及滴管,是一种轻量化高刚性滴管及其制备方法。
背景技术:
2.滴管是指一种通过滴头将瓶体内暂存的液体以点滴的方式流出,这些滴管一般设有独立使用并插于瓶口的点滴管,通过按压点滴管的胶头方式将液体通过点滴管的滴管吸入或排出。如中国专利文献中披露的申请号201821341457.9,授权公告日2019.04.16,实用新型名称“一体化按压滴管”;该滴管包括外套管、内套管、按压件、玻璃管和橡胶头,内套管上设置有可供玻璃管穿出的通孔,玻璃管的上端与橡胶头固定连接;橡胶头的上端与按压件相抵,橡胶头的下端与内套管相抵;外套管和内套管通过螺纹连接,橡胶头上还设置有能够与外套管内壁上的凸起卡接的凹槽;橡胶头包括内层、中层和外层;内层和外层均是橡胶材质,中层为钢丝网。但上述产品和同类产品的滴盖组件对应部件结构设计欠佳,导致生产装配较为不便,特别是比较难自动化生产装配。
技术实现要素:
3.为克服上述不足,本发明的目的是向本领域提供一种轻量化高刚性滴管及其制备方法,使其解决现有同类产品的滴盖组件较难自动化生产装配,外盖、大圈、按帽与胶头一体连接结构欠佳,以及制备方法有待改进的技术问题。其目的是通过如下技术方案实现的。
4.一种轻量化高刚性滴管,该滴管的滴盖组件包括按帽、胶头、外盖和滴管,所述滴管的一端插入玻璃瓶的瓶口内,滴管另一端的扣筋与胶头一端的管扣连接,滴管内的通道与胶头内的气腔相通,胶头的管扣下方孔口与玻璃瓶的瓶口相抵密封,部分伸出外盖一端的胶头另一端设有按帽,按帽部分伸出外盖顶部的孔口。其结构设计要点是所述外盖的另一端盖口内径设有盖口槽,该端的外盖内设有大圈,大圈的一端顶部设有圈孔,大圈的另一端圈口外径设有盖扣,大圈的盖扣卡扣固定于外盖内的盖口槽,大圈与外盖连为一体,胶头的圈扣卡扣固定于大圈顶部的圈孔,大圈的内螺纹与玻璃瓶的瓶口处外螺纹连接,按帽伸出外盖顶部的孔口,同时按帽外径的台阶圈限位于外盖顶部的孔口,外盖内的胶头与外盖内的按帽内顶部相抵。从而带滴管的胶头与外盖、大圈、按帽体连接固定构成滴盖组件,胶头先装入大圈,再将按帽装入外盖,最后将胶头的大圈扣入固定于外盖,胶头即可与按帽相抵,滴管插入胶头的管扣,该滴管组件即可装配完成。
5.所述大圈的盖扣上方外径设有齿圈,外盖的盖口槽内径上方设有等距分布的定位筋,大圈的盖扣扣合固定于外盖的盖口槽同时,大圈的齿圈与外盖的定位筋啮合。上述结构使大圈进一步固定于外盖内。
6.所述按帽的台阶圈下方外径设有定位槽,大圈的齿圈上方延伸的外盖内定位筋位于按帽的定位槽。从而按帽在外盖内上下移动,不易发生转动。
7.所述胶头的顶部设有凸起的定位头,胶头的定位头插入按帽内顶部的定位槽。从而便于胶头与按帽进一步定位套合。
8.所述胶头的管扣上方外径大于按帽的内径,按帽的内径设有下帽口内径大于上方内径的台阶内腔,外盖内按帽的帽口与外盖内大圈的圈孔之间设有中间腔。从而胶头通过按帽向下移动时,便于胶头的气腔向外扩张。
9.所述按帽、外盖和大圈分别为轻量化高刚性的按帽、外盖和大圈,所述轻量化高刚性材料由下述各组分按重量份制备而成:聚丙烯65-85份、氧化石墨烯5-15份、增韧剂5-10份、相容剂5-8份、刚性复合改良剂5-10份、抗氧化剂1-2份、抗紫外光吸收剂1-1.5份、抗静电剂0.5-1份;所述聚丙烯为熔融指数在230℃/2.16kg下为20-100g/10min的均聚聚丙烯;所述增韧剂为乙烯-丁烯聚合物、乙烯-辛烯聚合物、乙烯-丙烯聚合物中的一种或者两种以上的混合物;所述相容剂为马来酸酐接枝聚烯烃弹性体、马来酸酐接枝聚丙烯、马来酸酐接枝聚丙烯中的一种或几种的混合物,其中马来酸酐含量为1.5-3.5%;所述刚性复合改良剂为改性碳纤维短切材料,密度是1.78g/cm3;所述抗氧剂为抗氧剂a30、抗氧剂hs02、抗氧剂h3336或抗氧剂h10中的一种或几种;所述抗紫外光吸收剂为紫外光吸收剂uv320、紫外光吸收剂uv380或紫外光吸收剂uv670中的一种或几种;所述抗静电剂为hdc-102抗静电剂或hbs-510抗静电剂。
10.所述轻量化高刚性材料的制备方法步骤如下:1)按配比称取原料,将聚丙烯、增韧剂加入到混合机中,于800-1500r/min下混合3-15min,然后加入上述抗氧化剂、抗紫外光吸收剂和抗静电剂,于800-1500r/min下继续混合3-15min;2)在氮气保护下,将混合物料加入双螺杆挤出机中熔融,再从挤出机的侧喂料口加入刚性复合改良剂和氧化石墨烯,经挤出、造粒成型,制得轻量化高刚性材料;所述双螺杆挤出机有两个抽真空处,其中一个抽真空处位于输送料段的末端、熔融段的开始端;另一个抽真空处位于计量段;所述双螺杆挤出机的螺杆长径比为40-50:1,螺杆转速为200-500r/min,双螺杆挤出机的温度为190-230℃。
11.本发明结构设计合理,生产、使用方便,便于自动化生产,装配效率高,部件密封性和牢固度好,制备方法可行;适合作为便携式滴管瓶使用,及其同类产品的结构改进。
附图说明
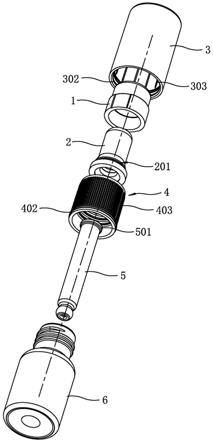
12.图1是本发明的爆炸结构示意图。
13.图2是本发明的剖视结构示意图,图中框定部分为胶头剖视图。
14.图3是本发明的部分套合状态结构示意图。
15.附图序号及名称:1、按帽,101、台阶圈,102、定位槽,2、胶头,201、圈扣,202、管扣,203、定位头,3、外盖,301、孔口,302、盖口槽,303、定位筋,4、大圈,401、圈孔,402、盖扣,403、齿圈,5、滴管,501、扣筋,6、玻璃瓶,601、外螺纹。
具体实施方式
16.现结合附图,对本发明结构作进一步描述。如图1-图3所示,该滴管的滴盖组件包括按帽1、胶头2、外盖3、大圈4和滴管5,上述滴管的一端插入玻璃瓶6的瓶口内,滴管另一端的扣筋501与胶头一端的管扣202连接,滴管内的通道与胶头内的气腔相通,胶头的管扣下方孔口与玻璃瓶的瓶口相抵密封,部分伸出外盖一端的胶头另一端设有按帽,按帽部分伸出外盖顶部的孔口301。外盖的另一端盖口内径设有盖口槽302,该端的外盖内设有大圈,大圈的一端顶部设有圈孔401,大圈的另一端圈口外径设有盖扣402,大圈的盖扣卡扣固定于
外盖内的盖口槽,大圈与外盖连为一体,胶头的圈扣201卡扣固定于大圈顶部的圈孔,大圈的内螺纹与玻璃瓶的瓶口处外螺纹601连接,按帽伸出外盖顶部的孔口,同时按帽外径的台阶圈101限位于外盖顶部的孔口,外盖内的胶头与外盖内的按帽内顶部相抵。大圈的盖扣上方外径设有齿圈403,外盖的盖口槽内径上方设有等距分布的定位筋303,大圈的盖扣扣合固定于外盖的盖口槽同时,大圈的齿圈与外盖的定位筋啮合。按帽的台阶圈下方外径设有定位槽102,大圈的齿圈上方延伸的外盖内定位筋303位于按帽的定位槽;胶头的顶部设有凸起的定位头203,胶头的定位头插入按帽内顶部的定位槽;胶头的管扣上方外径大于按帽的内径,按帽的内径设有下帽口内径大于上方内径的台阶内腔,外盖内按帽的帽口与外盖内大圈的圈孔之间设有中间腔,上述玻璃瓶为30ml玻璃瓶。
17.该滴管的装配步骤具体如下:滴管组成部分,先将胶头的圈扣201装入大圈的圈孔401上,再将按帽的台阶圈101到放入外盖的孔口301处,接着将组装好胶头的大圈的盖扣402扣入外盖的盖口槽302处,再将滴管的扣筋501插入胶头的管扣202处,最后将组装的喷头组立通过大圈的内螺纹旋转进玻璃瓶的外螺纹601,即可完成产品组装。使用时,先按压按帽使液体进入滴管,然后转出喷头后按压头帽使用;使用完液体后把滴盖组件转入瓶体即可。
18.上述按帽、外盖和大圈分别为轻量化高刚性的按帽、外盖和大圈,所述轻量化高刚性材料由下述各组分按重量份制备而成,实施例一:聚丙烯65份、氧化石墨烯5份、增韧剂5份、相容剂5份、刚性复合改良剂5份、抗氧化剂1份、抗紫外光吸收剂1份、抗静电剂0.5份;所述聚丙烯为熔融指数在230℃/2.16kg下为20g/10min的均聚聚丙烯;所述增韧剂为乙烯-丁烯聚合物,相容剂为马来酸酐接枝聚烯烃弹性体,其中马来酸酐含量为1.55%;所述刚性复合改良剂为改性碳纤维短切材料,密度是1.78g/cm3;所述抗氧剂为抗氧剂a30,抗紫外光吸收剂为紫外光吸收剂uv320;所述抗静电剂为hdc-102抗静电剂。
19.实施例二:聚丙烯70份、氧化石墨烯10份、增韧剂8份、相容剂6份、刚性复合改良剂7份、抗氧化剂1.5份、抗紫外光吸收剂1份、抗静电剂1份;所述聚丙烯为熔融指数在230℃/2.16kg下为60g/10min的均聚聚丙烯;所述增韧剂为乙烯-辛烯聚合物,相容剂为马来酸酐接枝聚丙烯,其中马来酸酐含量为2%;所述刚性复合改良剂为改性碳纤维短切材料,密度是1.78g/cm3;所述抗氧剂为抗氧剂hs02,抗紫外光吸收剂为紫外光吸收剂uv380,抗静电剂为hdc-102抗静电剂。
20.实施例三:聚丙烯85份、氧化石墨烯15份、增韧剂10份、相容剂8份、刚性复合改良剂10份、抗氧化剂2份、抗紫外光吸收剂1.5份、抗静电剂1份;所述聚丙烯为熔融指数在230℃/2.16kg下为100g/10min的均聚聚丙烯;所述增韧剂为乙烯-丙烯聚合物,相容剂为马来酸酐接枝聚丙烯,其中马来酸酐含量为3.5%;所述刚性复合改良剂为改性碳纤维短切材料,密度是1.78g/cm3;所述抗氧剂为抗氧剂h10,抗紫外光吸收剂为紫外光吸收剂uv670,抗静电剂为hbs-510抗静电剂。
21.上述轻量化高刚性材料的制备方法步骤如下:1)按配比称取原料,将聚丙烯、增韧剂加入到混合机中,于800-1500r/min下混合3-15min,然后加入上述抗氧化剂、抗紫外光吸收剂和抗静电剂,于800-1500r/min下继续混合3-15min;2)在氮气保护下,将混合物料加入双螺杆挤出机中熔融,再从挤出机的侧喂料口加入刚性复合改良剂和氧化石墨烯,经挤出、造粒成型,制得轻量化高刚性材料;所述双螺杆挤出机有两个抽真空处,其中一个抽真空处
位于输送料段的末端、熔融段的开始端;另一个抽真空处位于计量段;所述双螺杆挤出机的螺杆长径比为40-50:1,螺杆转速为200-500r/min,双螺杆挤出机的温度为190-230℃。
22.综上所述,该滴管的主要部件采用轻量化高刚性材料,通过滴管进行液体取用,另外只需旋转喷头即可使用,使用简单易捷。该滴管是通过按压弹性体实现气压差从而将内容物释放的一种装置,应用于日常化妆品中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1