碳纳米材料生产尾气回收净化系统的制作方法
1.本实用新型涉及碳纳米材料生产尾气回收净化领域,具体涉及一种碳纳米材料生产尾气回收净化系统。
背景技术:
2.随着国民经济的不断发展,挥发性有机物vocs也在工业的不断发展中被排放到了环境之中,对环境造成严重危害。vocs化学性质活泼,在一定环境条件作用下可能够会发生光化学反应,形成光化学烟雾和二次污染物,其危害性甚至比一次污染物更大,严重威胁着生态环境。
3.目前,vocs治理在欧美的一些发达国家已得到广泛重视,设备和工艺等较成熟。而在中国,环保领域中vocs治理行业还处于发展阶段,随着国家对废气治理力度的加大,中国环保vocs治理的市场空间很大。
4.碳纳米材料生产中会产生大量尾气,这些尾气就是vocs,主要成分为n2、h2、ch4、c
2+
等。如何将这些尾气智能化的回收净化、循环利用仍是一个工业难题。
技术实现要素:
5.本实用新型所要解决的技术问题在于:现有技术中如何对碳纳米材料生产中产生的尾气进行回收净化的技术问题。
6.本实用新型是通过以下技术手段实现解决上述技术问题的:一种碳纳米材料生产尾气回收净化系统,包括采集进气单元、压缩单元、纯化单元、供气储存单元、控制单元;
7.所述采集进气单元包括原料气集气罐;
8.所述压缩单元包括压缩机,所述原料气集气罐、压缩机依次连接;
9.所述纯化单元包括依次连接的过滤器、加热器、分离纯化装置,所述压缩机连接至过滤器上游;
10.所述供气储存单元包括尾气缓冲罐,所述分离纯化装置通向尾气缓冲罐;
11.所述采集进气单元、压缩单元、纯化单元、供气储存单元均由控制单元控制。
12.本实用新型中的碳纳米材料生产尾气回收净化系统在实际应用时,碳纳米材料生产尾气进入原料气集气罐,随后进入压缩机压缩,然后经过滤器过滤介质中的固体颗粒和少量油成分、水分,并经加热器加热至特定温度,然后进入分离纯化装置进行分离纯化,分离纯化产生的氢气可直接供用户使用,产生的其他产品气进入尾气缓冲罐,尾气缓冲罐用以稳定产生的其他产品气的压力,并最终流向用户,控制单元参与采集进气单元、压缩单元、纯化单元、供气储存单元等各部分的控制,通过对于碳纳米材料生产尾气回收净化,实现了废气的回收利用,增加了经济效益,降低了vocs的排放,实现了环境保护的目的,回收了尾气中的氢气,节约了能源。
13.优化的,所述原料气集气罐的下游设置流量采集装置,流量采集装置连接至控制单元。
14.流量采集装置能够实时检测原料气集气罐下游流量大小,并将信号反馈至控制单元,控制单元根据流量大小对应控制整个系统。
15.优化的,所述原料气集气罐的下游设置流量控制阀门,流量控制阀门由控制单元控制。
16.控制单元根据流量大小可对流量控制阀门进行调节,进而控制流量至特定范围,满足系统运行需求。
17.优化的,所述压缩机由变频电机驱动,所述变频电机由控制单元控制。
18.控制单元依据进气流量信号,通过控制变频电机调整压缩机转速,进而调节压缩气体流量。
19.优化的,所述原料气集气罐的下游设置氢气纯度仪,氢气纯度仪连接至控制单元。
20.氢气纯度仪能够检测氢气纯度,并将信息输送至控制单元,控制单元根据信号进行系统控制。
21.优化的,所述原料气集气罐与压缩机之间设置入口粉尘过滤器。
22.入口粉尘过滤器能够过滤介质中的粉尘,防止介质中的粉尘进入压缩机,对压缩机造成损害。
23.优化的,所述压缩机与分离纯化装置之间设置压力采集装置,压力采集装置连接至控制单元。
24.压力采集装置能够检测压缩机与分离纯化装置之间的压力大小,控制单元根据压力大小进行系统控制。
25.优化的,所述加热器与分离纯化装置之间设置温度采集装置,温度采集装置连接至控制单元,所述加热器由控制单元控制。
26.温度采集装置能够检测加热器加热后气体的温度,并将信号输送至控制单元,控制单元根据信号对应控制加热器,进而确保加热器加热气体至特定温度。
27.优化的,所述分离纯化装置采用膜分离器,所述膜分离器的出口包括渗透物流出口、非渗透物流出口,渗透物流出口通向用户,非渗透物流出口通向尾气缓冲罐,尾气缓冲罐通向用户。
28.经膜分离器纯化产生的氢气经过渗透物流出口通向用户,供用户使用,其他产品气经非渗透物流出口通向尾气缓冲罐,尾气缓冲罐通向用户。
29.优化的,所述尾气缓冲罐下游设置背压阀。
30.非渗透物流经背压阀后可以作为回收产品气返回碳纳米材料生产系统,重新回收利用,使得尾气得到回收利用。
31.本实用新型的优点在于:
32.1.本实用新型中的碳纳米材料生产尾气回收净化系统在实际应用时,碳纳米材料生产尾气进入原料气集气罐,随后进入压缩机压缩,然后经过滤器过滤介质中的固体颗粒和少量油成分、水分,并经加热器加热至特定温度,然后进入分离纯化装置进行分离纯化,分离纯化产生的氢气可直接供用户使用,产生的其他产品气进入尾气缓冲罐,尾气缓冲罐用以稳定产生的其他产品气的压力,并最终流向用户,控制单元参与采集进气单元、压缩单元、纯化单元、供气储存单元等各部分的控制,通过对于碳纳米材料生产尾气回收净化,实现了废气的回收利用,增加了经济效益,降低了vocs的排放,实现了环境保护的目的,回收
了尾气中的氢气,节约了能源。
33.2.流量采集装置能够实时检测原料气集气罐下游流量大小,并将信号反馈至控制单元,控制单元根据流量大小对应控制整个系统。
34.3.控制单元根据流量大小可对流量控制阀门进行调节,进而控制流量至特定范围,满足系统运行需求。
35.4.控制单元依据进气流量信号,通过控制变频电机调整压缩机转速,进而调节压缩气体流量。
36.5.氢气纯度仪能够检测氢气纯度,并将信息输送至控制单元,控制单元根据信号进行系统控制。
37.6.入口粉尘过滤器能够过滤介质中的粉尘,防止介质中的粉尘进入压缩机,对压缩机造成损害。
38.7.压力采集装置能够检测压缩机与分离纯化装置之间的压力大小,控制单元根据压力大小进行系统控制。
39.8.温度采集装置能够检测加热器加热后气体的温度,并将信号输送至控制单元,控制单元根据信号对应控制加热器,进而确保加热器加热气体至特定温度。
40.9.经膜分离器纯化产生的氢气经过渗透物流出口通向用户,供用户使用,其他产品气经非渗透物流出口通向尾气缓冲罐,尾气缓冲罐通向用户。
41.10.非渗透物流经背压阀后可以作为回收产品气返回碳纳米材料生产系统,重新回收利用,使得尾气得到回收利用。
附图说明
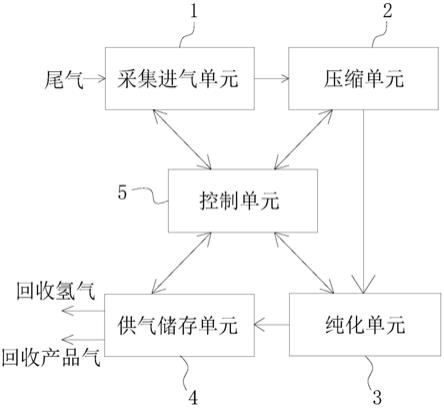
42.图1为本实用新型实施例中碳纳米材料生产尾气回收净化系统的组成框图;
43.图2为本实用新型实施例中碳纳米材料生产尾气回收净化系统的结构原理图;
44.其中,
45.采集进气单元-1、原料气集气罐-11;
46.压缩单元-2、压缩机-21;
47.纯化单元-3、过滤器-31、加热器-32、分离纯化装置-33;
48.供气储存单元-4、尾气缓冲罐-41、背压阀-42、控制阀门-43;
49.控制单元-5。
具体实施方式
50.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
51.如图1所示,一种碳纳米材料生产尾气回收净化系统,包括采集进气单元1、压缩单元2、纯化单元3、供气储存单元4、控制单元5。
52.如图2所示,所述采集进气单元1包括原料气集气罐11。
53.如图2所示,所述压缩单元2包括压缩机21,所述原料气集气罐11、压缩机21依次连接。
54.如图2所示,所述纯化单元3包括依次连接的过滤器31、加热器32、分离纯化装置33,所述压缩机21连接至过滤器31上游。
55.进一步的,所述过滤器31设置三个,三个过滤器31可以过滤介质中的固体颗粒和少量油成分;在过滤器31之间加装干燥器,干燥器可以除去介质中的微量水分;加热器32采用电加热器,可以将介质温度加热。除尘、除油、除水可以避免膜分离器污染受损。使介质达到不含游离水,相对湿度达到60%,粉尘粒径≤0.01μm,油含量≤0.003mg/m3的要求。
56.如图2所示,所述供气储存单元4包括尾气缓冲罐41,所述分离纯化装置33通向尾气缓冲罐41。
57.所述采集进气单元1、压缩单元2、纯化单元3、供气储存单元4均由控制单元5控制。本实施例中,所述控制单元5采用plc,plc为现有技术,本领域技术人员根据实际需求对其进行编程,即可实现本实施例中所述的控制功能。控制单元5负责整套设备控制信号采集和逻辑控制,包括:装置状态采集(压力采集、氢气纯度采集、温度采集、流量采集)及系统状态控制(流量控制、压力控制等),可实现远程监控和本地控制功能。
58.所述进气缓冲罐11及尾气缓冲罐41均设置排放口。所述原料气集气罐11的上游设置进气阀,进气阀选用气动阀门。关闭进气阀则尾气不再进入回收净化系统。
59.所述原料气集气罐11的下游设置流量采集装置,流量采集装置可采用流量计,流量计设置在原料气集气罐11与压缩机21之间,流量采集装置连接至控制单元5。
60.所述分离纯化装置33上游设置压力采集装置、温度采集装置,压力采集装置采用压力传感器,温度采集装置采用热电偶,压力传感器和热电偶均设置在加热器32和分离纯化装置33之间。压力采集装置、温度采集装置连接至控制单元5。所述分离纯化装置33上游设置阀门,采用气动阀门,此处的气动阀门设置在分离纯化装置33的入口处。
61.所述原料气集气罐11的下游设置流量控制阀门,流量控制阀门由控制单元5控制。流量控制阀门采用电磁阀,其设置在原料气集气罐11与上述流量采集装置之间。
62.所述压缩机21由变频电机驱动,所述变频电机由控制单元5控制,实现压力控制功能。压缩机21采用卧式(对称平衡布局)、双列、带十字头中间体及隔室、往复活塞、水冷式结构。压缩机21由变频防爆电机通过联轴器驱动,将氢气从0.02~0.05mpag经3级压缩至终压1.5mpag。并可依据进气流量信号,通过变频调整压缩机转速的形式来调节压缩气体流量,气量调节范围为额定流量的60~100%。压缩机21可实现自动排污:将压缩机21的各级排污管道汇总到排污缓冲罐中,在排污缓冲罐上安装自动排水阀,当液体液位达到一定程度之后将污水排入到指定容器中。
63.所述原料气集气罐11的下游设置氢气纯度采集装置,氢气纯度采集装置采用氢气纯度仪,氢气纯度仪连接至控制单元5。氢气纯度仪具体设置在原料气集气罐11与压缩机21之间。
64.所述原料气集气罐11与压缩机21之间设置入口粉尘过滤器。
65.所述分离纯化装置33采用膜分离器,所述膜分离器的出口包括渗透物流出口、非渗透物流出口,渗透物流出口通向用户,非渗透物流出口通向尾气缓冲罐41,尾气缓冲罐41通向用户。经膜分离器纯化处理产生的氢气由渗透物流出口排出至用户,进一步的,所述渗
透物流出口下游设置控制阀门43,控制阀门43采用电磁阀,由控制单元5控制。
66.分离纯化装置33使用中空纤维膜分离技术,将每根超细化中空纤维组成纤维束,再按照设定的分离表面积绕成中空。由于超细化中空纤维壁薄、管细,所以比表面积大,回收率高。膜的使用寿命长、耐压、节能。与其它相同分离面积的膜相比,体积更小、重量更轻。
67.如图2所示,所述尾气缓冲罐41下游设置背压阀42。经膜分离器纯化处理产生的其他产品气经非渗透物流出口排出至尾气缓冲罐41,后经背压阀42排出至用户。
68.在系统中设置压力传感器,超过设定值进行报警。保护方案:压缩机21停机,打开缓冲罐排放口阀门,关闭进气阀,尾气直接由旁通管路排放至火炬塔。
69.使用温度传感器对分离纯化装置33入口加热器32加热温度进行监测,超过设定值进行报警。保护方案:在固态继电器前段增加接触器,对加热多重保护,超温后直接停止加热接触器切断电源。
70.气动阀门均具有开度反馈信号,当控制信号和反馈信号不一致时进行报警。保护方案:任意管道阀门故障报警均采取停机措施。
71.控制单元5实现系统自动及手动控制功能,可实现无人值守的自动回收及纯化。包括压缩机自动启动;自动排污;自动纯化。
72.工作原理:
73.本实用新型中的碳纳米材料生产尾气回收净化系统在实际应用时,分为三种模式:
74.氮气置换模式,用于设备检修时吹出设备及管道内的氢气,以氢气纯度仪测量得到的氢气浓度低于0.2%为要求;
75.分离纯化模式,气体依次经过采集进气单元1、压缩单元2、纯化单元3、供气储存单元4,得到回收产品气和回收氢气,分别供给客户使用;
76.检修模式,设备处于停机状态,选用的气动阀门为双作用气动阀,没有电及气源的状态下仍然能够保持原状态不变。
77.本系统开机之前需要使用氮气将压缩机21、管道、设备内的空气吹除,使氧含量降低到0.5%以下才可通入氢气开机纯化。
78.进一步的,通过将各设备与压力、温度、流量等参数进行关联,进行连锁保护,避免误操作给设备带来不必要的损坏。同时控制柜操作面板集成有急停按钮,以应对突发状况,人员来不及做出相应调整措施,紧急停止设备运行,保障人员和财产安全。
79.进一步的,各单元主要工艺设备及设施的设计,充分考虑介质特性及安装环境要求、同时还考虑了安全及环保的要求,设备及设施的设计安全、可靠。
80.如图1、2所示,本实用新型中的碳纳米材料生产尾气回收净化系统在实际应用时,碳纳米材料生产尾气进入原料气集气罐11,原料气集气罐11流出的介质典型工况是温度40℃、压力0.02~0.05mpa(g)。
81.随后进入压缩机21压缩,压缩机21出口介质的典型工况为温度40℃、压力1.5mpa(g)。
82.然后经过滤器31过滤介质中的固体颗粒和少量油成分、水分,除尘、除油、除水可以避免膜分离器污染受损,过滤器31耐压1.6mpa,并经加热器32加热至特定温度,如45℃,加热器32出口的介质不含游离水,相对湿度达到60%,粉尘粒径≤0.01μm,油含量≤
0.003mg/m3,典型的介质工况是温度45℃、压力1.5mpa(g)。
83.然后进入分离纯化装置33进行分离纯化,分离纯化装置33使用中空纤维膜分离技术,气体分离过程主要是在膜件中进行。膜件是将中空纤维束装入圆柱形外壳而形成的。压缩气体从纤维束的一端进入,然后通过纤维内孔到达膜组的另一端。当混合气接触到有机膜壁时,气体就发生分离,渗透侧与非渗透侧气体分别输出。本系统采用一级膜分离技术。介质通过分离纯化装置33后分离为渗透物流和非渗透物流。渗透物流的主要成分为h2,典型的物流h2浓度≥90mol%,压力0.1mpa(g),温度45℃。非渗透物流主要成分为n2、ch4、c
2+
等,典型非渗透物流h2浓度≤5mol%,压力1.3mpa(g),温度45℃。
84.分离纯化产生的氢气可直接供用户使用,产生的其他产品气进入尾气缓冲罐41,尾气缓冲罐41用以稳定产生的其他产品气的压力,气体在罐内停留时间为10s,并最终流向用户,控制单元5参与采集进气单元1、压缩单元2、纯化单元3、供气储存单元4等各部分的控制,通过对于碳纳米材料生产尾气回收净化,实现了废气的回收利用,增加了经济效益,降低了vocs的排放,实现了环境保护的目的,回收了尾气中的氢气,节约了能源。
85.流量采集装置能够实时检测原料气集气罐11下游流量大小,并将信号反馈至控制单元5,控制单元5根据流量大小对应控制整个系统。控制单元5根据流量大小可对流量控制阀门进行调节,进而控制流量至特定范围,满足系统运行需求。控制单元5依据进气流量信号,通过控制变频电机调整压缩机21转速,进而调节压缩气体流量。氢气纯度仪能够检测氢气纯度,并将信息输送至控制单元5,控制单元5根据信号进行系统控制。入口粉尘过滤器能够过滤介质中的粉尘,防止介质中的粉尘进入压缩机21,对压缩机21造成损害。压力采集装置能够检测压缩机21与分离纯化装置33之间的压力大小,控制单元5根据压力大小进行系统控制。温度采集装置能够检测加热器32加热后气体的温度,并将信号输送至控制单元5,控制单元5根据信号对应控制加热器32,进而确保加热器32加热气体至特定温度。经膜分离器纯化产生的氢气经过渗透物流出口通向用户,供用户使用,其他产品气经非渗透物流出口通向尾气缓冲罐41,尾气缓冲罐41通向用户。非渗透物流经背压阀42后可以作为回收产品气返回碳纳米材料生产系统,重新回收利用,使得尾气得到回收利用。
86.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1