涂布膜的制造方法与流程
1.本发明涉及一种涂布膜的制造方法。
背景技术:
2.已知有在卷对卷方式下的连续工艺中,在支撑体上制造目标涂布膜的方法。
3.作为涂布膜的制造方法,例如有在支撑体上涂布用于获得目标涂布膜的涂布液,并使所获得的涂布液膜干燥的方法。在该方法中,为了抑制涂布膜的卷曲(也称为翘曲),有时也使用卷曲限制机构。
4.作为在干燥工序中适用卷曲限制机构的方法的例子,在专利文献1中公开有一种使用薄膜显影装置的方法,该薄膜显影装置具备:显影处理部,进行未显影胶卷的显影处理;及干燥处理部,进行在显影处理部中显影处理的胶卷的干燥处理,在该薄膜显影装置中,干燥处理部具备:热风喷吹机构,通过对已显影的胶卷喷吹热风进行干燥处理;传送机构,一边进行胶卷的干燥处理一边传送胶卷;及卷曲限制机构,限制伴随胶卷的干燥处理而引起的薄膜宽度方向的卷曲,该卷曲限制机构使用比胶卷成为减速干燥状态的位置更靠传送方向下游侧设置的薄膜显影装置。
5.并且,在专利文献2~5中公开有各种卷曲限制机构。
6.以往技术文献
7.专利文献
8.专利文献1:日本特开2006-154375号公报
9.专利文献2:日本特开2014-166900号公报
10.专利文献3:日本特开2014-005085号公报
11.专利文献4:日本特开2012-125973号公报
12.专利文献5:日本特开平10-337848号公报
技术实现要素:
13.发明要解决的技术课题
14.例如,一种如卷对卷方式下的连续工艺,在连续传送的支撑体上制造涂布膜的方法,其进行向支撑体上涂布水系涂布液而形成涂布液膜的工序、及对所形成的涂布液膜进行干燥的工序,在该涂布膜的制造方法中,有时在所获得的涂布膜产生裂纹及卷曲。
15.因此,本发明的一实施方式所要解决的课题是鉴于上述情况而完成的,提供一种涂布膜的制造方法,在连续传送的支撑体上制造涂布膜的方法(例如,使用卷对卷方式下的连续工艺的方法)中,获得裂纹及卷曲得到抑制的涂布膜。
16.用于解决技术课题的手段
17.用于解决上述课题的方案包括以下实施方式。
18.<1>一种涂布膜的制造方法,其包括:工序a,连续传送长条支撑体,并在连续传送的支撑体上涂布水系涂布液;及
19.工序b,在连续传送的支撑体上,对在工序a中获得的涂布液膜进行干燥,
20.在工序b的涂布液膜的恒速干燥阶段中,在涂布液膜的固体成分浓度为70质量%~95质量%的期间,相对于由支撑体及涂布液膜构成的层叠体,对涂布液膜开始非接触的卷曲限制。
21.<2>根据<1>所述的涂布膜的制造方法,其中,工序a中的涂布液的固体成分浓度为30质量%~60质量%。
22.<3>根据<1>或<2>所述的涂布膜的制造方法,其中,水系涂布液为包含粒子的涂布液。
23.<4>根据<1>至<3>中任一个所述的涂布膜的制造方法,其中,通过向层叠体的一面或两面喷出气体,且利用气体的风压一边使层叠体在厚度方向上弯曲一边连续传送的方法进行非接触的卷曲限制。
24.<5>根据<1>至<4>中任一个所述的涂布膜的制造方法,其中,支撑体为金属支撑体。
25.<6>根据<1>至<5>中任一个所述的涂布膜的制造方法,其中,支撑体的厚度为10μm~30μm。
26.发明效果
27.根据本发明的一实施方式,提供一种涂布膜的制造方法,在连续传送的支撑体上制造涂布膜的方法中,获得裂纹及卷曲得到抑制的涂布膜。
附图说明
28.图1是表示一实施方式的涂布膜的制造方法的各工序的概略图。
29.图2是用于说明工序b中的卷曲限制机构的一例的概略侧视图。
30.图3是用于说明工序b中的卷曲限制机构的另一例的概略侧视图。
31.图4是说明卷曲量的测量方法的概略图。
具体实施方式
32.以下,对涂布膜的制造方法的实施方式进行说明。但是,本发明并不受以下实施方式的任何限定,在本发明的目的的范围内能够适当地施加变更来实施。
33.在本发明中,使用“~”表示的数值范围是指将记载于“~”的前后的数值分别作为最小值及最大值而包含的范围。
34.在本发明中阶段性记载的数值范围中,某一数值范围内记载的上限值或下限值可以替换为其他阶段性记载的数值范围的上限值或下限值。并且,在本发明中所记载的数值范围中,某一数值范围内记载的上限值或下限值也可以被替换为实施例所示的值。
35.在本发明中示出的各附图中的各要件不一定是准确的比例尺,重点放在明确地示出本发明的原理,并且也存在被强调的部位。
36.并且,在各附图中,对具有相同功能的构成要件标注相同符号,省略重复的说明。
37.在本发明中,“宽度方向”是指与长条支撑体、涂布液膜、及涂布膜的长边方向正交的方向。
38.在本发明中,2个以上的优选形式或方式的组合为更优选的形式或方式。
39.《涂布膜的制造方法》
40.如已叙述,在连续传送的支撑体上制造涂布膜的方法,其进行向支撑体上涂布水系涂布液而形成涂布液膜的工序、及对所形成的涂布液膜进行干燥的工序,在该涂布膜的制造方法中,有时在所获得的涂布膜产生裂纹及卷曲。
41.涂布膜中的裂纹及卷曲的产生是使用溶剂或分散介质实际上为水的水系涂布液作为涂布液的情况下出现的明显的现象。
42.本发明人等对上述涂布膜的制造方法进行了研究的结果发现,通过在恒速干燥阶段的某个定时,对涂布液膜开始非接触的卷曲限制,能够制造裂纹及卷曲得到抑制的涂布膜,从而完成了本发明。
43.本实施方式所涉及的涂布膜的制造方法包括:工序a,连续传送长条支撑体,并在连续传送的支撑体上涂布水系涂布液;工序b,在连续传送的支撑体上,对在工序a中所获得的涂布液膜进行干燥,在工序b的涂布液膜的恒速干燥阶段中,在涂布液膜的固体成分浓度为70质量%~95质量%的期间,相对于由支撑体及涂布液膜构成的层叠体,对涂布液膜开始非接触的卷曲限制。
44.根据本实施方式所涉及的涂布膜的制造方法,获得裂纹及卷曲得到抑制的涂布膜。
45.另一方面,在专利文献1~5的任一个中,都未对涂布液膜的干燥工序中的卷曲限制进行记载。即,在专利文献1~5的任一个中,都未对涂布液膜的固体成分浓度与开始卷曲限制的定时的关系进行记载。
46.以下,对本实施方式的涂布膜的制造方法的各工序进行说明。
47.首先,参考图1对涂布膜的制造方法的一例进行说明。
48.如图1所示,当卷绕的长条支撑体10在其前端被送出并开始连续传送时,通过涂布机构20涂布水系涂布液(工序a)。通过工序a,在长条支撑体上由水系涂布液形成涂布液膜。
49.接着,通过使在工序a中形成的涂布液膜和支撑体10的层叠体12连续传送到干燥机构30中,在支撑体10上对涂布液膜进行干燥(工序b)。通过工序b,对长条支撑体上的涂布液膜进行干燥而形成涂布膜。
50.(工序a)
51.在工序a中,连续传送长条支撑体,并在连续传送的支撑体上涂布水系涂布液。
52.在此,水系涂布液是指在涂布液中包含的溶剂(或分散介质)实际上为水的涂布液。“溶剂(或分散介质)实际上为水”是指,允许含有除了使用固体成分时导入的水以外的溶剂,且指总溶剂(或总分散介质)中水的比例为90质量%以上,优选为总溶剂(或总分散介质)中水的比例为95质量%以上,尤其优选为总溶剂(或总分散介质)为水。
53.并且,固体成分是指除了溶剂(或分散介质)以外的成分。
[0054]-支撑体-[0055]
在本工序中使用的长条支撑体只要是能够适用于卷对卷的长条支撑体,则并无特别限制。
[0056]
另一方面,在涂布膜容易产生裂纹及卷曲的是金属支撑体等导热性高的支撑体。在本实施方式所涉及的涂布膜的制造方法中,即使在使用导热性高的支撑体的情况下,也可以获得裂纹及卷曲得到抑制的涂布膜。
[0057]
作为导热性高的支撑体,例如可以举出导热率为200w/(m
·
k)以上的支撑体。另外,在本工序中使用的支撑体例如为包含金属箔及树脂膜的多层结构的情况下,只要作为其支撑体整体的导热率为200w/(m
·
k)以上,则作为导热率为200w/(m
·
k)以上的支撑体。
[0058]
支撑体的导热率的上限值并无特别限制,例如为500w/(m
·
k)。
[0059]
作为显示上述导热率的支撑体,例如可以举出金属支撑体。更具体而言,作为显示上述导热率的支撑体,可以举出由铜、铝、银、金及这些合金构成的金属支撑体。
[0060]
另外,作为金属支撑体,可以是由不锈钢、镍、钛、因瓦合金构成的支撑体。
[0061]
其中,从作为支撑体的形状稳定性、使用实绩等方面考虑,优选使用铜支撑体及铝支撑体。
[0062]
支撑体的导热率利用激光闪光法测量。
[0063]
具体而言,例如利用以下方法测量。
[0064]
首先,将支撑体沿宽度方向在3处(具体而言,从宽度方向的两边部距离5mm的位置和宽度方向中央部)按φ5mm~10mm剪切以获得3个测量试样。关于所获得的3个测量试样,利用适用了激光闪光法的热物性测量装置(kyoto electronics manufacturing co.,ltd.、型号lfa-502)测量导热率。将3个测量值的算术平均值作为支撑体的导热率。
[0065]
从适用于卷对卷方式的观点考虑,可以适当设定支撑体的厚度。
[0066]
支撑体的厚度例如优选为3μm~50μm,优选为10μm~30μm。
[0067]
从适用于卷对卷方式的观点、目标涂布膜的宽度及长度考虑,适当设定支撑体的宽度及长度。
[0068]
支撑体的厚度如下测量。
[0069]
即,关于支撑体的厚度,沿宽度方向在3处(具体而言,从宽度方向的两边部距离5mm的位置和宽度方向中央部),利用接触式厚度测量机例如fujiwork co.,ltd.的s-2270测量。将3个测量值的算术平均值作为支撑体的厚度。
[0070]-水系涂布液-[0071]
作为在本工序中使用的水系涂布液,如已叙述,只要是包含作为溶剂(或分散介质)的水及固体成分的液态物,并无特别限制。
[0072]
在水系涂布液中所包含的固体成分中,除了用于目标涂布膜的成分之外,还包含用于提高涂布适应性的成分等。
[0073]
作为水系涂布液中所包含的水,可以举出天然水、纯净水、离子交换水、纯水、超纯水(例如milli-q水)等。另外,milli-q水是通过merck millipore corporation的milli-q水制造装置获得的超纯水。
[0074]
水系涂布液中的水的含量并无特别限制,例如,相对于水系涂布液的总质量,优选为40质量%以上,更优选为50质量%以上。
[0075]
只要水的含量的上限值小于100质量%即可,例如从涂布适应性的观点考虑,相对于水系涂布液的总质量为80质量%。
[0076]
水系涂布液可以包含粒子作为固体成分之一。即,水系涂布液可以为包含粒子的涂布液。
[0077]
使用包含粒子的水系涂布液时,在恒速干燥阶段也增加粒子的凝聚,因此存在容易产生裂纹及卷曲的倾向。然而,通过适用本实施方式所涉及的涂布膜的制造方法,即使在
使用包含粒子的水系涂布液的情况下,也能够抑制在涂布膜产生裂纹及卷曲。
[0078]
粒子只要是粒状物则并无特别限制,可以是无机粒子,也可以是有机粒子,也可以是无机物质与有机物质的复合粒子。
[0079]
作为无机粒子,能够使用能够适用于目标涂布膜的公知的无机粒子。
[0080]
作为无机粒子,例如可以举出金属(碱金属、碱土类金属、过渡金属等和这些金属的合金)粒子、半金属(硅等)粒子、或金属或半金属的化合物(氧化物、氢氧化物、氮化物等)粒子、包含炭黑等的颜料粒子等。
[0081]
作为无机粒子,此外还可举出云母等矿物粒子、无机颜料粒子、多晶金刚石等。
[0082]
作为有机粒子,能够使用能够适用于目标涂布膜的公知的有机粒子。
[0083]
作为有机粒子,以树脂粒子及有机颜料粒子为代表,只要是固体有机物粒子,则并无特别限制。
[0084]
作为无机物质与有机物质的复合粒子,可以举出在由有机物质构成的基体中分散有无机粒子的复合粒子、用无机物质包覆有机粒子周围的复合粒子、用有机物质包覆无机粒子周围的复合粒子等。
[0085]
从赋予分散性等目的考虑,可以对粒子实施表面处理。
[0086]
另外,通过实施表面处理,可以成为上述复合粒子。
[0087]
粒子的粒径、比重、使用方式(例如有无并用等)等并无特别限制,可以根据目标涂布膜或根据适于制造涂布膜的条件适当选择。
[0088]
作为水系涂布液中的粒子的含量,并无特别限制,可以根据目标涂布膜,根据适于制造涂布膜的条件或根据粒子的添加目的来适当确定。
[0089]
作为水系涂布液中包含的固体成分,并无特别限制,可以举出为了获得目标涂布膜而使用的各种成分。
[0090]
作为水系涂布液中包含的固体成分,具体而言,除了上述粒子之外,还可以举出粘合剂成分、有助于粒子的分散性的成分、聚合性化合物、聚合引发剂等反应性成分、表面活性剂等用于提高涂布性能的成分、其他添加剂等。
[0091]
在本工序中使用的水系涂布液的固体成分浓度并无特别限制,但优选小于70质量%,更优选为30质量%~60质量%。
[0092]-涂布液膜的厚度-[0093]
在本工序中形成的涂布液膜的厚度并无特别限制,可以根据目标涂布膜适当确定。
[0094]
作为涂布液膜的厚度,从容易产生裂纹及卷曲的观点考虑,例如能够选择10μm~200μm,且能够选择20μm~100μm。
[0095]
涂布液膜的厚度如下测量。
[0096]
即,关于涂布液膜,沿宽度方向在3处(具体而言,从宽度方向的两边部距离5mm的位置和宽度方向中央部)利用光干涉式厚度测量机、例如keyence corporation的红外分光干涉式膜厚仪si-t80测量。求出3个点的测量值的算术平均值,以此作为涂布液膜的厚度。
[0097]-涂布宽度-[0098]
本工序中的涂布宽度(即,涂布液膜的宽度)并无特别限制,但从容易产生卷曲的观点考虑,能够选择100mm以上,且能够选择1000mm以上。
[0099]
涂布宽度的上限为支撑体的宽度。
[0100]
涂布宽度如下测量。
[0101]
从涂布液膜的膜面的上表面,利用mitutoyo corporation的falcio-apex776测量涂布液膜的宽度,以此作为涂布宽度。
[0102]-涂布-[0103]
本工序中的涂布液的涂布适用公知的涂布机构。
[0104]
作为涂布机构(例如,图1中的涂布机构20),具体而言,可以举出利用了帘涂法、浸涂法、旋涂法、印刷涂布法、喷涂法、狭缝涂布法、辊涂法、滑动涂布法、刮刀涂布法、凹版涂布法及线棒法等的涂布装置。
[0105]
[工序b]
[0106]
在工序b中,在连续传送的支撑体上,对在工序a中获得的涂布液膜进行干燥。
[0107]
然后,在工序b的涂布液膜的恒速干燥阶段中,在涂布液膜的固体成分浓度为70质量%~95质量%的期间,相对于由支撑体及涂布液膜构成的层叠体,对涂布液膜开始非接触的卷曲限制。
[0108]
本工序中的干燥是指在工序a中形成的涂布液膜经过恒速干燥阶段及减速干燥阶段,达到目标固体成分浓度为止。
[0109]
在此,“恒速干燥”是涂布液膜中的溶剂(或分散介质)的含量随时间减少的干燥方式。
[0110]
通常,涂布液膜从刚形成后到经过规定时间为止呈现恒速干燥,之后呈现减速干燥。关于呈现恒速干燥的时间,例如记载于化学工程学便览(第707~712页,maruzen group发型,昭和55年(1980年)10月25日)。
[0111]
在本发明中,测定所形成的涂布液膜的宽度方向中央部的膜面温度的随时间的变化,在从刚涂布后(刚形成涂布液膜后)的膜面温度的测量中,将膜面温度显示规定值的期间(具体而言,膜面温度的温度变化保持在
±
5℃以内的期间)视为“恒速干燥阶段”。
[0112]
然后,将膜面温度显示规定值的期间之后,膜面温度上升的期间视为“减速干燥阶段”。
[0113]
另外,膜面温度用非接触式放射温度计测量。
[0114]
在工序b中,可以朝向涂布液膜的传送方向,阶段性或连续地改变干燥温度。该情况下,认为涂布液膜的膜面温度也受到影响而发生变化。因此,在工序b中,涂布液膜的膜面温度与干燥温度的变化量相同程度地变化的期间包含在“膜面温度显示规定值的期间”内。
[0115]
即,直到涂布液膜的膜面温度上升到干燥温度的变化量以上为止,视为恒速干燥阶段。
[0116]
关于工序b中的干燥温度为恒定的情况下的恒速干燥阶段,进行详细说明。
[0117]
首先,关于形成于支撑体上的涂布液膜,测量宽度方向中央部中的膜面温度的随时间的变化,并且对于所测量的膜面温度与经过时间的关系,例如将膜面温度设为纵轴,且将经过时间设为横轴来图表化。
[0118]
在所获得的图表中,在从刚涂布后(刚形成涂布液膜后)的膜面温度的测量中,将膜面温度显示规定值的期间(具体而言,膜面温度的温度变化保持在
±
5℃以内的期间)视为恒速干燥阶段。
[0119]
另外,将膜面温度上升时转变的膜面温度的变化点设为恒速干燥阶段的结束点。另外,变化点由使表示规定值的期间的膜面温度向经过时间侧延伸的直线与在膜面温度的梯度成为最大的点引出的切线的交点求出。
[0120]-卷曲限制-[0121]
在工序中,在涂布液膜的恒速干燥阶段中,在涂布液膜的固体成分浓度为70质量%~95质量%的期间,相对于由支撑体及涂布液膜构成的层叠体,对涂布液膜开始非接触的卷曲限制。
[0122]
即,在本工序中,在恒速干燥阶段(即,膜面温度显示规定值的期间),涂布液膜的固体成分浓度增加,从达到70质量%起至达到95质量%为止,相对于由支撑体及涂布液膜构成的层叠体,对涂布液膜开始非接触的卷曲限制。
[0123]
若涂布液膜的固体成分浓度达到70质量%,则固体成分浓度充分高,因此即使因卷曲限制对涂布液膜赋予应力(例如,即使喷吹气体)也能够抑制裂纹的产生。
[0124]
另一方面,在恒速干燥阶段中,直到涂布液膜的固体成分浓度达到95质量%为止,通过进行卷曲限制,与在达到减速干燥阶段之后进行卷曲限制的情况相比,能够提高卷曲限制效果。
[0125]
另外,在本工序中进行的卷曲限制与涂布液膜非接触,因此在恒速干燥阶段中不会与残留流动性的涂布液膜的表面接触。其结果,通过卷曲限制,能够抑制对涂布液膜的表面的表面形态、性状等带来的影响。
[0126]
因此,通过在上述定时进行卷曲限制,形成裂纹及卷曲得到抑制的涂布膜。
[0127]
在此,关于涂布液膜的固体成分浓度的测量能够通过使用keyence corporation的红外分光干涉式膜厚仪si-t80,测量从在支撑体上涂布水系涂布液的时刻直到水系涂布液成为干膜为止的非接触厚度来求出。
[0128]
具体而言,首先,测量从在支撑体上涂布水系涂布液的时刻直到水系涂布液成为干膜为止的非接触厚度。
[0129]
然后,利用接触式厚度仪测量干燥后的膜(干膜)的厚度。从之前测量的非接触厚度减去所测量的干膜的厚度,来计算各个测量点上的涂布液膜中的溶剂(或分散介质)的厚度。
[0130]
通过所获得的干膜的厚度与溶剂(或分散介质)的厚度乘以各密度(干膜的密度和溶剂的密度),换算为测量点中的涂布液膜的每单位面积的干膜重量和溶剂重量,来求出固体成分浓度的值。
[0131]
作为在本工序中使用的非接触的卷曲限制,只要是不与涂布液膜接触,且能够限制涂布液膜与支撑体的层叠体的宽度方向端部在涂布液膜侧卷曲(即翘曲)的机构,则并无特别限定。
[0132]
从卷曲限制能力优异的观点考虑,非接触的卷曲限制优选利用向层叠体的一面或两面喷出气体,且通过气体的风压一边使层叠体在厚度方向上弯曲一边连续传送的机构(以下,也称为卷曲限制机构)进行。
[0133]
卷曲限制机构通过对层叠体喷出气体来促进干燥(即,提高固体成分浓度),因此还作为干燥机构的一部分发挥作用。
[0134]
·
卷曲限制机构
[0135]
利用图2及图3对卷曲限制机构进行说明。图2及图3是用于说明工序b中的卷曲限制机构的概略侧视图。
[0136]
在图2及图3中,32表示卷曲限制前区域,34表示卷曲限制区域。
[0137]
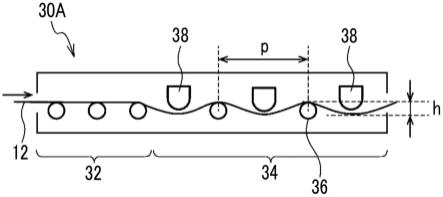
在图2所示的干燥机构30a中,在卷曲限制区域34中,使用对层叠体12的一面(即,涂布液膜的形成面)喷出气体,且通过气体的风压一边使层叠体在厚度方向上弯曲一边连续传送的卷曲限制机构。
[0138]
在图3所示的干燥机构30b中,在卷曲限制区域34中,使用对层叠体12的两面(即,涂布液膜的形成面及支撑体的露出面)喷出气体,且通过气体的风压一边使层叠体在厚度方向上弯曲一边连续传送的卷曲限制机构。
[0139]
如图2及图3的概略侧视图所示,根据这种卷曲限制机构,能够使层叠体12一边呈波浪状起伏一边传送。如上,通过使层叠体12一边呈波浪状起伏一边传送,能够有效地发现卷曲限制,从而能够提高卷曲的抑制效果。
[0140]
另外,通过调整从卷曲限制机构喷出的气体的种类、风压、温度、湿度等,还能够控制涂布液膜的干燥速度。
[0141]
并且,图2及图3所示的卷曲限制机构的卷曲限制能力相同。
[0142]
对图2所示的干燥机构30a进行说明。
[0143]
如图2所示,涂布液膜与支撑体的层叠体12通过传送到干燥机构30a中,来进行涂布液膜的干燥。
[0144]
在图2中,在卷曲限制前区域32中,提高层叠体12中的涂布液膜的固体成分浓度,在卷曲限制区域34中,在支撑体12上的涂布液膜的固体成分浓度为70质量%~95质量%的期间开始卷曲限制。
[0145]
在图2中的卷曲限制前区域32中,使用如后述的干燥机构(例如暖风机),提高层叠体12中的涂布液膜的固体成分浓度。
[0146]
在图2中的卷曲限制区域34中,在支撑体侧,在同一平面上并列设置有多个传送辊36,在涂布液膜侧,在传送辊36的设置位置之间,在同一平面上并列设置有多个喷出气体的喷出部38。
[0147]
从喷出部38朝向层叠体12喷出气体(例如,40℃的空气),传送辊36旋转,由此层叠体12通过气体的风压向其厚度方向弯曲的同时被传送。
[0148]
对图3所示的干燥机构30b进行说明。
[0149]
如图3所示,涂布液膜与支撑体的层叠体12通过传送到干燥机构30b中,来进行涂布液膜的干燥。
[0150]
在图3中,在卷曲限制前区域32中,提高层叠体12中的涂布液膜的固体成分浓度,在卷曲限制区域34中,在支撑体12上的涂布液膜的固体成分浓度为70质量%~95质量%的期间开始卷曲限制。
[0151]
在图3中的卷曲限制前区域32中,使用如后述的干燥机构(例如暖风机),提高层叠体12中的涂布液膜的固体成分浓度。
[0152]
在图3中的卷曲限制区域34中,在支撑体侧,在同一平面上并列设置有多个喷出气体的喷出部38a,在涂布液膜侧,在喷出部38a的设置位置之间,在同一平面上并列设置有多个喷出气体的喷出部38b。
[0153]
从喷出部38a朝向层叠体12喷出气体(例如,40℃的空气),并且从喷出部38b朝向层叠体12喷出气体(例如,40℃的空气),由此层叠体12通过气体的风压向其厚度方向弯曲的同时被传送。
[0154]
图2及图3中的卷曲限制区域34可以设置在所传送过来的层叠体12的涂布液膜的固体成分浓度为70质量%~95质量%的期间开始卷曲限制的位置上。
[0155]
能够预先调查涂布液膜的固体成分浓度的变化,并以该调差结果为基础设定卷曲限制区域34的设置位置。
[0156]
并且,通过确定卷曲限制区域34的设置位置,并适当调整层叠体12的传送速度、卷曲限制前区域32的干燥条件等,可以以到达卷曲限制区域34时,涂布液膜的固体成分浓度成为70质量%~95质量%范围的方式,控制涂布液膜的干燥状态。
[0157]
另外,卷曲限制区域34的结束点例如优选为直到干燥机构30a或30b的出口之间。即,卷曲限制区域34优选从恒速干燥阶段持续到减速干燥阶段。
[0158]
在图2及图3中的卷曲限制区域34中,作为朝向层叠体12喷出的气体,例如可以举出空气等。
[0159]
并且,作为喷出的气体的温度,例如优选为25℃~200℃,更优选为30℃~150℃。
[0160]
另外,作为喷出的气体的风速,例如优选为1.5m/秒~50m/秒。
[0161]
另外,可以调整卷曲限制区域34中的层叠体12的变形量。
[0162]
如图2及图3所示,作为层叠体12的变形量,侧面观察层叠体12时,存在呈波浪状起伏的层叠体12中的山与相邻山的距离p和层叠体12中的山与谷的高低差h。另外,距离p与传送辊36之间的距离或喷出部38b之间的距离相等。
[0163]
作为距离p,例如优选为100mm~1500mm,更优选为200mm~1000mm。
[0164]
并且,作为高低差h,优选为10mm~500mm,更优选为20mm~200mm。
[0165]
另外,距离p/高低差h的值越小卷曲限制力越提高,因此优选为10以下,更优选为5以下。若减小距离p/高低差h的值,则卷曲限制区域34中的部件的数量变多或大小变大,因此距离p/高低差h的下限值优选在兼顾设备设置空间、吸气能力、成本等进行最佳设定。距离p/高低差h的下限值例如可以举出2。
[0166]-膜面温度-[0167]
恒速干燥阶段中的膜面温度并无特别限制,例如可以设为35℃以上。
[0168]-干燥-[0169]
在本工序中,在涂布液膜的干燥中适用公知的干燥机构。
[0170]
作为干燥机构(例如,图1中的干燥机构30的一部分、图2及图3中的卷曲限制前区域中的干燥),具体而言,可以举出烘箱、暖风机、红外线(ir)加热器等。
[0171]
如上,通过经过工序b,在支撑体上形成涂布膜。
[0172]
经过工序b获得的涂布膜的厚度并无特别限制,只要是根据目的、用途等的厚度即可。
[0173]
在本实施方式所涉及的涂布膜的制造方法中,从容易产生裂纹及卷曲的方面考虑,涂布膜的厚度优选设为40μm以上,更优选设为50μm以上,进一步优选设为60μm以上。
[0174]
涂布膜的厚度的上限值并无特别限制,只要根据用途确定即可,例如为65μm。
[0175]
涂布膜的厚度的测量与涂布液膜的厚度的测量相同。
[0176]
[其他工序]
[0177]
在工序a之前及工序b之后的至少一个中,可以根据需要,具有其他工序。
[0178]
作为其他工序,并无特别限制,可以举出在赋予涂布液膜之前进行的前处理工序、根据涂布膜的用途对所形成的涂布膜进行的后处理工序等。
[0179]
作为其他工序,具体而言,可以举出对支撑体进行表面处理的工序、使涂布膜硬化的工序、压缩涂布膜的工序、切断涂布膜的工序、及从涂布膜剥离支撑体的工序等。
[0180]
本实施方式所涉及的涂布膜的制造方法为在连续传送的支撑体上制造涂布膜的方法,因此适合制造要求高生产性的用途的涂布膜。
[0181]
实施例
[0182]
以下,举出实施例对本发明进行进一步具体的说明。以下实施例所示的材料、使用量、比例、各工序的详细内容等只要不脱离本发明的宗旨,则能够适当地进行变更。因此,本发明的范围并不限定于以下所示的具体例。
[0183]
另外,“份”均为质量基准。
[0184]
<支撑体的准备>
[0185]
准备了宽度220mm、厚度10μm、长度300m的铝支撑体1(导热率:230w/(m
·
k))(缩写为al1)。
[0186]
准备了宽度220mm、厚度30μm、长度300m的铝支撑体2(导热率:230w/(m
·
k))(缩写为al2)。
[0187]
<水系涂布液的准备>
[0188]
[水系涂布液a1及a2的制备]
[0189]
混合下述成分,制备了水系涂布液a。然后,将水系涂布液a用纯水稀释,分别制备了固体成分浓度60质量%的水系涂布液a1及固体成分浓度30质量%的水系涂布液a2。
[0190]
·
聚乙烯醇:58份
[0191]
(cks-50:皂化度99摩尔%、聚合度300、nippon synthetic chemical industry co.,ltd.)
[0192]
·
dks co.ltd.cellogenpr:24份
[0193]
·
表面活性剂nihon emulsion co.,ltd.、emalex 710):5份
[0194]
·
由下述方法制备的art pearl j-7p的水分散物:913份
[0195]
(art pearl j-7p的水分散物)
[0196]
在74份纯水中添加溶解emalex 710nihon emulsion co.,ltd.、非离子表面活性剂)3份及羧甲基纤维素3份(dks co.ltd.)。在所获得的水溶液中加入art pearl(注册商标)j-7p(negami chemical industrial co.,ltd、二氧化硅复合交联丙烯酸树脂微粒)20份,利用ace均质机(nihonseiki kaisha ltd.)在10,000rpm(revolutions per minute;以下相同。)下分散15分钟,而获得了art pearl j-7p的水分散物(粒子浓度:20质量%)。
[0197]
所获得的水分散物中的二氧化硅复合交联丙烯酸树脂微粒的真比重为1.20,平均粒径为6.5μm。
[0198]
[水系涂布液b1的制备]
[0199]
混合下述成分,并利用溶解器搅拌(2000rpm、30分钟),而制备了水系涂布液b(分散物a:分散物b=25:75)。水系涂布液b的粘度为20mpa
·
s,粒子的平均粒径为0.108μm。然
后,将水系涂布液b用离子交换水(或纯水)稀释,将固体成分浓度调整为30质量%,并将其作为水系涂布液b1。
[0200]
·
由下述方法制备的分散物a:132.1份
[0201]
·
由下述方法制备的分散物b:396.2份
[0202]
·
硼酸(交联剂):2.94份
[0203]
·
聚乙烯醇(7.3质量%水溶液):230.7份
[0204]
(kuraray co.,ltd.、pva 235、皂化度88%、聚合度3500)
[0205]
·
二乙二醇单丁醚:2.7份
[0206]
(butisenol 20-p、kh neochem co.,ltd.)
[0207]
·
离子交换水:93.5份
[0208]
·
聚氧乙烯月桂基醚(表面活性剂):0.49份
[0209]
(emulgen 109p的10%水溶液、hlb值13.6、kao corporation)
[0210]
·
乙醇:41.4份
[0211]
(分散物a的制备)
[0212]
混合下述成分,并超声波分散之后,将分散液加热到30℃并保持8小时以制备了分散物a。
[0213]
·
气相法二氧化硅微粒(无机微粒):299.6份
[0214]
(aerosil 300sf75、nippon aerosil co.,ltd.)
[0215]
·
离子交换水:1400份
[0216]
·
alphain83(40.0%水溶液):300份
[0217]
(分散剂、taimei chemicals co.,ltd.)
[0218]
(分散物b的制备)
[0219]
混合下述成分,并超声波分散之后,将分散液加热到30℃并保持8小时以制备了分散物b。
[0220]
·
气相法二氧化硅微粒(无机微粒):225.2份
[0221]
(aerosil 300sf75、nippon aerosil co.,ltd.)
[0222]
·
离子交换水:1185份
[0223]
·
下述结构的阳离子性聚合物a(25%水溶液):90份
[0224]
[化学式1]
[0225][0226]
[实施例1]
[0227]
利用如图1所示构成的装置,在铝支撑体1(即,al1)上涂布水系涂布液a1而形成涂布液膜,使所形成的涂布液膜干燥而获得了涂布膜。
[0254]
a:浮起为1mm以下
[0255]
b:浮起为超过1mm且2mm以下
[0256]
c:浮起为超过2mm
[0257]
[表1]
[0258][0259]
如表1明确可知,根据实施例的涂布膜的制造方法,形成既没有裂纹,另外卷曲也少的涂布膜。
[0260]
2020年4月16日申请的日本专利申请2020-073689号的所有公开内容通过参考而被并入本说明书中。本说明书中所记载的所有文献、专利申请及技术标准与具体地且分别地记载通过参考而被并入的各个文献、专利申请及技术标准的情况相同程度地,通过参考
而被并入本说明书中。
[0261]
符号说明
[0262]
10-支撑体,12-涂布液膜与支撑体的层叠体,14-涂布膜与支撑体的层叠体,20-涂布机构,30、30a、30b-干燥机构,32-卷曲限制前区域,34-卷曲限制区域,36-传送辊,38、38a、38b-喷出部,40-工作台,c-卷曲量,h-山与谷的高低差(波纹的高低差),p-山与相邻山的距离(波纹的间隔)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1