一种彩砂喷射造粒装置及彩砂喷射造粒方法与流程
1.本发明涉及建筑装饰材料制备领域,特别是涉及一种彩砂喷射造粒装置及彩砂喷射造粒方法。
背景技术:
2.目前,彩砂生产主要采用硬质矿物颗粒外包覆染色层的工艺实现。该方法采用两种不同性质的化合物进行物化结合,由于两种不同膨胀系数物质的界面效应差异,在温度变化时产生的界面应力反复作用会产生疲劳效应,从而导致染色层的脱落。而且在实际应用过程中,真正起到强度作用的是外部的包覆层,因此硬质矿物的高强度作用被减弱了。当人造彩砂应用于外墙喷砂时,由于颜料的附着力较小,不能很好的粘接在原料表面,性能达不到要求;应用于真石漆中时,由于需要将不同颜色的彩砂,混合攒拌配成所需颜色时,颜料易脱落,使得整个揽拌料的颜色被污染,不能正常应用等。因此,人工彩砂的上述问题大大限制了其快速发展。
3.由此可见,上述现有的彩砂制备方法和制备得到的彩砂显然仍存在有不便与缺陷,而亟待加以进一步改进。如何能创设一种新的彩砂喷射造粒装置及彩砂喷射造粒方法,使其通过对高温熔融液体的喷射和水淬处理,形成色泽均匀,颗粒均匀,耐磨性好,毒性小,不易脱色的彩砂颗粒,满足市场需求,成为当前业界极需改进的目标。
技术实现要素:
4.本发明要解决的技术问题是提供一种彩砂喷射造粒装置,使其通过对高温熔融液体的喷射和水淬处理,形成色泽均匀,颗粒均匀,耐磨性好,毒性小,不易脱色的彩砂颗粒,从而克服现有的彩砂制备装置和得到的彩砂性能的不足。
5.为解决上述技术问题,本发明提供一种彩砂喷射造粒装置,包括高温熔窑和与其连接的喷射机构,以及设置在所述喷射机构的喷嘴处的收集机构,所述喷射机构包括输送管道、升温管道和高温喷嘴,所述输送管道的入口端与所述高温熔窑出口连接,其出口端与所述升温管道的入口端连接,所述升温管道的出口端连接所述高温喷嘴,且所述升温管道的外周套设有加热涡流线圈,所述喷射机构还包括高压气泵和高压输气管,所述高压输气管一端连接所述高压气泵,另一端连接所述升温管道,用于输送高压气体为所述升温管道内部的高温液体提供喷射动力,所述收集机构包括用于放置冷却水的收集池,以接收和收集从所述高温喷嘴喷射出的彩砂颗粒。
6.进一步改进,所述高压输气管以朝所述升温管道的入口端倾斜的方式与所述升温管道连通,所述升温管道的两侧对称设置有两根所述高压输气管。
7.进一步改进,所述高压输气管与所述升温管道的夹角为25-35度。
8.进一步改进,所述输送管道包括从内到外依次设置的高温陶瓷层、电阻丝缠绕加热层和玻璃纤维保温层,且所述高温陶瓷层内部设置中空细管。
9.进一步改进,所述升温管道和高温喷嘴均采用金属钨材质,所述高温喷嘴的喷孔
大小为60-100目。
10.进一步改进,所述高压输气管与所述升温管道的连接口距离所述升温管道出口端20-80mm,所述加热涡流线圈距离所述升温管道出口端30-50mm,且所述高压输气管与加热涡流线圈错位设置。
11.进一步改进,还包括控制单元和与其连接的第一热电偶传感器、第二热电偶传感器,所述第一热电偶传感器设置于所述高温熔窑内部,用于检测高温熔窑内部高温液体的温度并上传至所述控制单元,所述第二热电偶传感器设置于所述升温管道处,用于检测由所述加热涡流线圈加热后的升温管道内部高温液体的温度,并上传至所述控制单元,所述控制单元还与所述高压气泵和所述加热涡流线圈的高频电源连接,用于根据所述第一热电偶传感器和第二热电偶传感器的检测信息控制所述高压气泵和所述高频电源的启停。
12.作为本技术又一改进,本发明还提供一种彩砂喷射造粒方法,所述方法为:将彩砂原料高温熔融后的高温液体经过输送管道输出,使其流入带加热功能的升温管道内部,在所述升温管道内部被迅速升温,并在高压气体作用下,从与升温管道出口端连接的喷嘴喷出,喷出的高温雾化液体受重力作用掉入冷却水中,形成具有非晶结构的彩砂颗粒。
13.进一步改进,所述升温管道采用金属钨管,所述金属钨管的外周套设有加热涡流线圈,所述方法中高温液体在所述金属钨管内部升高的温度达到1800-2500℃,所述高压气体的压力范围为0.1-33mpa。
14.进一步改进,所述输送管道包括从内到外依次设置的高温陶瓷层、电阻丝缠绕加热层和玻璃纤维保温层,且所述高温陶瓷层内部设置中空细管,所述输送管道维持高温液体的温度降在30-70℃以内。
15.采用这样的设计后,本发明至少具有以下优点:
16.本发明彩砂喷射造粒装置通过喷射机构的设置,利用保温输送管道和升温管道,以及高压输气管的设置,能将高温液体输出熔窑后再次急速升温降低粘度,在高压气体驱动下由喷嘴喷出,形成离散的断流式雾化颗粒,经过空气冷却和水分冷却后完成球状彩砂颗粒的制备,结构简单,过程易操作,省人工,成本低
17.本发明彩砂喷射造粒方法易于批量化造粒,成本低,绿色环保。并且由该方法制成的彩砂颗粒粒度均匀,色泽均匀,即色料完全与基体融合,被包容在基体内部,毒性小,耐磨性好,杜绝了外力的磨损,完全不同于现有包覆法形成的仅外部显色的彩砂颗粒。
附图说明
18.上述仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,以下结合附图与具体实施方式对本发明作进一步的详细说明。
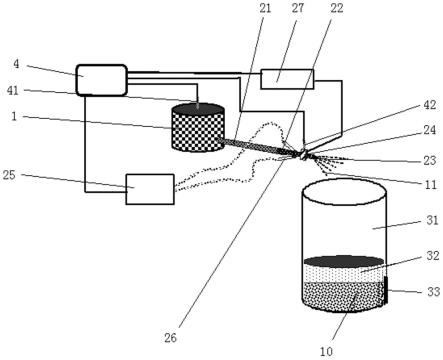
19.图1是本发明彩砂喷射造粒装置的结构示意图。
20.图2是本发明彩砂喷射造粒装置中输送管道的横截面结构示意图。
21.图3是本发明彩砂喷射造粒装置中升温管道和高温喷嘴的结构示意图。
具体实施方式
22.本发明彩砂喷射造粒装置是针对高温熔融法改进的彩砂喷射造粒设备,其能将高温熔融后的彩砂原料在高压气体作用下高速喷出,形成离散式的断流飞溅的雾化液体,并
在表面张力和重力作用下落入冷却水中,利用水淬工艺完成彩砂颗粒的制备。该装置制备的彩砂颗粒色泽均匀,颗粒均匀,形态好,耐磨性好,毒性小,不易脱色,能够满足市场需求。其具体实施例如下:
23.参照附图1所示,本实施例彩砂喷射造粒装置,包括高温熔窑1和与其连接的喷射机构,以及设置在所述喷射机构的喷嘴处的收集机构。
24.所述喷射机构包括输送管道21、升温管道22和高温喷嘴23,所述输送管道21的入口端与所述高温熔窑1出口连接,其出口端与所述升温管道22的入口端连接,所述升温管道22的出口端连接所述高温喷嘴23,且所述升温管道22的外周套设有加热涡流线圈24。
25.所述喷射机构还包括高压气泵25和高压输气管26,所述高压输气管26一端连接所述高压气泵25,另一端连接所述升温管道22,用于输送高压气体为所述升温管道22内部的高温液体提供喷射动力。
26.所述收集机构包括用于放置冷却水32的收集池31,以接收和收集从所述高温喷嘴23喷射出的彩砂颗粒10。
27.所述彩砂喷射造粒装置还包括控制单元4和与其连接的第一热电偶传感器41、第二热电偶传感器42,所述第一热电偶传感器41设置于所述高温熔窑1内部,用于检测高温熔窑内部高温液体的温度并上传至所述控制单元。所述第二热电偶传感器42设置于所述升温管道22处,用于检测由所述加热涡流线圈24加热后的升温管道内部高温液体的温度,并上传至所述控制单元。所述控制单元4还与所述高压气泵25和所述加热涡流线圈24的高频电源27连接,用于根据所述第一热电偶传感器41和第二热电偶传感器42的检测信息控制所述高压气泵25和所述高频电源27的启停。
28.较优实施例为,所述高压输气管26以朝所述升温管道22的入口端倾斜的方式与所述升温管道22连通,所述升温管道22的两侧对称设置有两根所述高压输气管26,以能更好的为高温液体喷射提供均衡的动力。
29.所述高压输气管26与所述升温管道22的夹角较优为25-35度。
30.为了防止所述输送管道21对高温液体的温度降低太快,本实施例中所述输送管道21采用保温并可加热的管道。如附图2所示,所述输送管道21包括从内到外依次设置的高温陶瓷层211、电阻丝缠绕加热层212和玻璃纤维保温层213。所述高温陶瓷层211的管道壁厚度为10-30mm,且所述高温陶瓷层211内部设置中空细管214,以能更好的起到管道保温的作用。所述电阻丝缠绕加热层212在必要时进行电阻加热,加热功率为1-20kw,可以有效的保持高温液体的温度,使温度不至于降低过低。本实施例的该输送管道21的结构能维持高温液体的温度降在30-70℃以内。
31.所述升温管道22采用金属钨管。所述加热涡流线圈24套设在所述金属钨管外周,由高频电源27为其供电,能使所述金属钨管内部的高温液体迅速升高至1800-2500℃,为形成高温液体雾化状态提供必要的条件。
32.具体的,所述输送管道21内直径为400-1000mm,长度为0.5-4m。所述升温管道22的内直径为25-60mm,长度为300-500mm。所述高压输气管26与所述升温管道22的连接口距离所述升温管道22出口端20-80mm,所述加热涡流线圈24距离所述升温管道22出口端30-50mm,且所述高压输气管26与加热涡流线圈24错位设置。
33.本实施例中所述高温喷嘴23同样采用金属钨材质。如附图3所示,所述喷嘴23的喷
孔大小为60-100目。当然喷孔大小可根据要得到的彩砂颗粒大小确定。
34.所述收集池31的侧壁底部设有出口,出口处设有启闭门33。本实施例中所述收集池31的直径为0.5-2m,高度为1.5-3.5m,设置在所述高温喷嘴23的前斜下方。
35.上述彩砂喷射装置用于彩砂喷射造粒时,所述方法为:
36.首先,将彩砂原料置于高温熔窑1中,控制熔窑温度至900-1600℃,保持20-30min,使彩砂原料全部熔融成黏度较低的高温液体;此过程采用第一热电偶传感器41实时检测高温液体的温度,并将检测信号传送至控制单元4,由控制单元4控制高温熔窑1的高温液体的温度。
37.然后,将熔融的高温液体经过输送管道21输出,使其流入带加热功能的升温管道22内部,在所述升温管道22内部被加热涡流线圈24迅速升温至1800-2500℃并在01-33mpa的高压气体作用下从高温喷嘴23喷出此过程采用第二热电偶传感器42实时检测升温管道22内部高温液体的温度,并将检测信号传送至控制单元4,由控制单元4控制升温管道22内部的高温液体的温度。
38.最后,喷出的高温液体在空中形成离散式的断流飞溅的雾化液体11,受表面张力和重力作用掉入冷却水32中,形成具有非晶结构的彩砂颗粒10。
39.所述方法中输送通道21要保证高温液体在输送过程中的温度降在一定的范围内,如30-70℃以内,避免高温液相的凝固。并且,高压气体驱动高温液体从高温喷嘴23喷出后,高压气体后方形成一定的负压区,可拉动后面的高温液体继续向前运动,形成不断向前流出的高温液体。经过高温喷嘴23后,雾化的高温液体在表面张力作用下即形成球状颗粒,保证了落入冷却水中的彩砂颗粒形态规整,形状均匀;并通过冷却水的迅速冷却凝固产生解理脆性断裂,该过程会使原料中各种化合物的原子重新进行键合排列,形成不同于原料中成分化合物结构的短程有序而长程无序的非晶结构。
40.最终得到的彩砂颗粒大小可通过高压气体的压力与高温喷嘴的喷孔尺寸进行调节。彩砂颗粒需求较大时,所需高压气体的气压要小,喷嘴的喷孔尺寸要大;彩砂颗粒需求较小时,所需高压气体的气压要大,喷嘴的喷孔尺寸要小。如所需彩砂颗粒范围在80-120目时,喷孔大小采用100目左右,喷气气压可调节为30-35mpa;当所需颗粒范围在40-80目时,喷孔大小为60目左右,喷气压力调节为25-30mpa。
41.本发明彩砂喷射造粒方法将高温液体经过高压气体驱动并再次升温降低粘度后,由喷嘴喷出成离散式断流颗粒,经过空气冷却和水分冷却后完成球状彩砂颗粒的制备,工艺简单,过程易操作,省人工,并且又该方法制成的彩砂颗粒粒度均匀,色泽均匀,即色料完全与基体融合,被包容在基体内部,毒性小,杜绝了外力的磨损,完全不同于包覆法的仅外部显色的制备机理。还有该方法易于批量化造粒,成本低,绿色环保,适宜推广使用。
42.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
43.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是
两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
44.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,本领域技术人员利用上述揭示的技术内容做出些许简单修改、等同变化或修饰,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1