一种电焊条加工用快速压涂装置的制作方法
1.本发明涉及一种压涂装置,尤其涉及一种电焊条加工用快速压涂装置。
背景技术:
2.随着社会的快速发展,电焊条的需求量日益增加,电焊条是由焊芯和药皮两部分构成,因为电弧的稳定性很差,飞溅很大,所以没有药皮的焊条是不能进行电弧焊接的。
3.目前,一般是人们用手拿着焊芯,然后将药皮均匀涂抹在焊芯的表面,该过程需要耗费人们大量的时间和精力,当需要涂抹药皮的焊芯数量较多时,人工操作的效率不高,针对上述问题,设计了一种省时省力的电焊条加工用快速压涂装置。
技术实现要素:
4.为了克服人工将药皮涂抹在焊芯表面需要耗费大量时间和精力的缺点,本发明的技术问题:提供一种省时省力的电焊条加工用快速压涂装置。
5.本发明的技术实施方案是:一种电焊条加工用快速压涂装置,包括有:底座和外罩,外罩安装在底座顶部中侧;挤压机构,挤压机构安装在底座顶部,挤压机构位于外罩内部;导料筒,导料筒安装在挤压机构上;顶针,顶针滑动式安装在导料筒一侧;限位机构,限位机构安装在导料筒远离顶针的一侧;送料机构,送料机构安装在导料筒远离顶针的一侧,送料机构位于限位机构下方。
6.可选地,挤压机构包括有:第一安装架,第一安装架安装在底座顶部一侧,第一安装架位于外罩内部;第二安装架,第二安装架安装在底座顶部中侧,第二安装架位于外罩内部,第二安装架上部与导料筒连接;轴套,轴套安装在导料筒一侧;步进电机,步进电机安装在第一安装架一侧上部;第一齿轮,第一齿轮转动式安装在轴套一侧,第一齿轮与顶针螺纹式连接;第二齿轮,第二齿轮安装在步进电机的输出轴上,第二齿轮与第一齿轮啮合。
7.可选地,限位机构包括有:第一导套,第一导套安装在导料筒一侧上部;第一滑动架,第一滑动架滑动并转动式安装在第一导套下部;顶杆,顶杆安装在第一滑动架一侧,顶杆与导料筒滑动式连接;第一限位板,第一限位板安装在导料筒一侧上部,第一限位板位于第一导套一侧;卡杆,卡杆滑动并转动式安装在第一导套上部,卡杆与第一导套之间有阻尼,卡杆与顶杆接触。
8.可选地,送料机构包括有:
第一电动推杆,第一电动推杆安装在导料筒一侧下部;导轨,导轨安装在导料筒一侧中部;推料杆,推料杆安装在第一电动推杆的伸缩杆一侧,推料杆与导料筒滑动式连接;距离传感器,距离传感器安装在导料筒下部一侧。
9.可选地,还包括有退料机构,退料机构包括有:第三安装架,第三安装架安装在底座顶部一侧,第三安装架位于外罩内部,第三安装架上部一侧与第一安装架下部连接,转动轴转动式安装在第三安装架上部;滚轮,滚轮安装在转动轴上;传送带,传送带绕在滚轮之间;伺服电机,伺服电机安装在第二安装架一侧中下部;平皮带,平皮带通过皮带轮绕接在一侧的转动轴与伺服电机的输出轴之间;滑杆,滑杆安装在第一限位板底部,滑杆另一侧与导料筒连接;第二滑动架,第二滑动架滑动式安装在滑杆一侧,推料杆与第二滑动架接触;第一弹簧,第一弹簧安装在第二滑动架和滑杆之间;放料板,放料板转动式安装在第二滑动架下部;扭簧,扭簧安装在放料板一侧与第二滑动架之间;第一限位杆,第一限位杆安装在第一安装架一侧中部。
10.可选地,还包括有放料机构,放料机构包括有:下料框,下料框安装在外罩顶部一侧;蜂鸣器,蜂鸣器安装在外罩一侧上部;警报灯,警报灯安装在外罩上部一侧;红外传感器,红外传感器安装在下料框顶部一侧;挡板,挡板滑动式安装在下料框一侧;第二弹簧,第二弹簧安装在下料框和挡板之间;第二限位杆,第二限位杆安装在挡板顶部一侧,第二限位杆与推料杆接触。
11.可选地,还包括有遮挡机构,遮挡机构包括有:滑轨,滑轨的数量至少为2,滑轨分别安装在外罩上部两侧;盖板,盖板滑动式安装在滑轨顶部之间;握把,握把安装在盖板一侧下部。
12.可选地,还包括有控制箱、第一开关和第二开关,外罩顶部一侧设有控制箱,控制箱位于下料框一侧,控制箱顶部一侧设有第一开关,控制箱顶部一侧设有第二开关,控制箱内包括有开关电源、控制模块和电源模块,开关电源为整个压涂装置供电,电源模块上通过线路连接有电源总开关,控制模块和电源模块通过电性连接,控制模块上连接有ds1302时钟电路和24c02电路,第一开关、第二开关、蜂鸣器、警报灯、红外传感器和距离传感器均与控制模块通过电性连接,第一电动推杆、步进电机和伺服电机均与控制模块通过外围电路连接。
13.本发明具有如下优点:1、本发明通过第一电动推杆作为驱动力,能够带动推料杆往右运动,从而推动金属焊芯往右运动,然后通过步进电机作为驱动力,能够带动第二齿轮转动,从而带动顶针往左运动对药皮进行挤压,使得药皮通过导料筒往下流动至金属焊芯
的表面,从而完成涂抹工作,省时省力。
14.2、当推料杆往右运动时,能够带动第二滑动架和放料板往右运动,使得涂抹好药皮的金属焊芯会掉落至放料板顶部,然后往前滚落至传送带上,放料板起缓冲作用,避免金属焊芯上的药皮脱落。
15.3、本发明的下料框能够对多根金属焊芯进行存储,挡板能够将最后侧的金属焊芯挡住,当推料杆往左运动与第二限位杆接触时,能够带动第二限位杆和挡板往上运动,使得最后侧的金属焊芯滚落至导轨上,从而自动完成金属焊芯的上料功能。
附图说明
16.图1为本发明的立体结构示意图。
17.图2为本发明的第一种部分立体结构示意图。
18.图3为本发明的第二种部分立体结构示意图。
19.图4为本发明挤压机构的立体结构示意图。
20.图5为本发明挤压机构的部分立体结构示意图。
21.图6为本发明限位机构的立体结构示意图。
22.图7为本发明限位机构的第一种部分立体结构示意图。
23.图8为本发明限位机构的第二种部分立体结构示意图。
24.图9为本发明送料机构的立体结构示意图。
25.图10为本发明送料机构的部分立体结构示意图。
26.图11为本发明退料机构的立体结构示意图。
27.图12为本发明退料机构的第一种部分立体结构示意图。
28.图13为本发明退料机构的第二种部分立体结构示意图。
29.图14为本发明退料机构的第三种部分立体结构示意图。
30.图15为本发明放料机构的立体结构示意图。
31.图16为本发明放料机构的部分立体结构示意图。
32.图17为本发明遮挡机构的立体结构示意图。
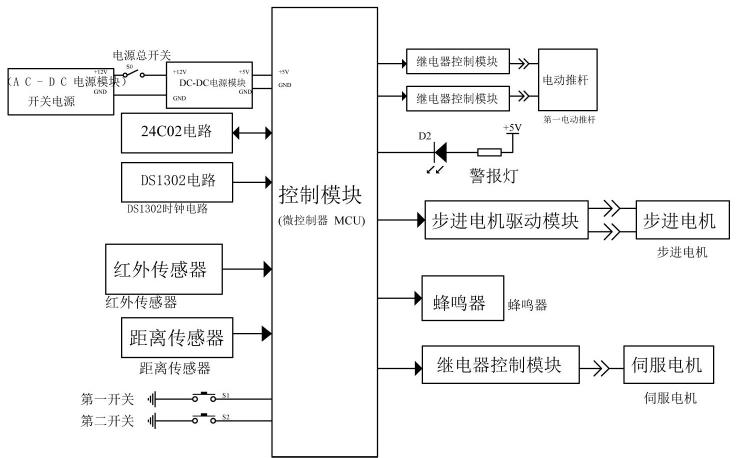
33.图18为本发明的电路框图。
34.图19为本发明的电路原理图。
35.以上附图中:1:底座,2:外罩,3:控制箱,31:第一开关,32:第二开关,4:导料筒,5:顶针,6:挤压机构,61:第一安装架,62:第二安装架,63:轴套,64:步进电机,65:第一齿轮,66:第二齿轮,7:限位机构,71:第一导套,72:第一滑动架,73:顶杆,74:第一限位板,75:卡杆,8:送料机构,81:第一电动推杆,82:导轨,83:推料杆,84:距离传感器,9:退料机构,91:第三安装架,92:滚轮,93:传送带,94:伺服电机,95:平皮带,96:滑杆,97:第二滑动架,98:第一弹簧,99:放料板,910:扭簧,911:第一限位杆,10:放料机构,1001:下料框,1002:蜂鸣器,1003:警报灯,1004:红外传感器,1005:挡板,1006:第二弹簧,1007:第二限位杆,11:遮挡机构,1101:滑轨,1102:盖板,1103:握把。
具体实施方式
36.在本文中提及实施例意味着,结合实施例描述的特定特征、结构或特性可以包含
在本发明的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
37.实施例1一种电焊条加工用快速压涂装置,如图1-图10所示,包括有底座1、外罩2、导料筒4、顶针5、挤压机构6、限位机构7和送料机构8,底座1顶部中侧设有外罩2,底座1顶部设有挤压机构6,挤压机构6位于外罩2内部,挤压机构6上设有导料筒4,导料筒4右侧滑动式设有顶针5,导料筒4左侧设有限位机构7,导料筒4左侧设有送料机构8,送料机构8位于限位机构7下方。
38.挤压机构6包括有第一安装架61、第二安装架62、轴套63、步进电机64、第一齿轮65和第二齿轮66,底座1顶部右后侧设有第一安装架61,第一安装架61位于外罩2内部,底座1顶部中侧设有第二安装架62,第二安装架62位于外罩2内部,第二安装架62上部与导料筒4连接,导料筒4右侧设有轴套63,第一安装架61前侧上部设有步进电机64,轴套63右侧转动式设有第一齿轮65,第一齿轮65与顶针5螺纹式连接,步进电机64的输出轴上设有第二齿轮66,第二齿轮66与第一齿轮65啮合。
39.限位机构7包括有第一导套71、第一滑动架72、顶杆73、第一限位板74和卡杆75,导料筒4后侧左上部设有第一导套71,第一导套71下部滑动并转动式设有第一滑动架72,第一滑动架72左侧设有顶杆73,顶杆73与导料筒4滑动式连接,导料筒4后侧左上部设有第一限位板74,第一限位板74位于第一导套71右侧,第一导套71上部滑动并转动式设有卡杆75,卡杆75与第一导套71之间有阻尼,卡杆75与顶杆73接触。
40.送料机构8包括有第一电动推杆81、导轨82、推料杆83和距离传感器84,导料筒4左侧下部设有第一电动推杆81,导料筒4左侧中部设有导轨82,第一电动推杆81的伸缩杆右侧设有推料杆83,推料杆83与导料筒4滑动式连接,导料筒4下部右侧设有距离传感器84。
41.当人们需要使用该压涂装置时,首先由人工按下电源总开关,使得该压涂装置通电,距离传感器84开始工作,然后按动一次第一开关31,第一开关31发出信号,控制模块接收到信号后控制步进电机64反转1分钟,步进电机64的输出轴带动第二齿轮66反转,第二齿轮66带动第一齿轮65正转,从而带动顶针5往右运动,1分钟后,控制模块控制步进电机64停止工作,然后人工将卡杆75往上转动90度,使得卡杆75不再挡住顶杆73,再将第一滑动架72往左拉动,带动顶杆73往左运动,使得顶杆73离开导料筒4,然后将卡杆75往右推动,使得卡杆75不再挡住第一滑动架72后侧,再将第一滑动架72往后转动180度,带动顶杆73往后转动180度,使得顶杆73不再挡住导料筒4左侧,此时第一限位板74能够顶住第一滑动架72,对第一滑动架72进行限位,然后人们将调制好的药皮放入导料筒4内部上侧,再将第一滑动架72往前转动180度复位,带动顶杆73往前转动180度复位,然后往右推动第一滑动架72复位,带动顶杆73往右运动复位,使得顶杆73重新堵住导料筒4左侧,然后将卡杆75往左拉动复位,再将卡杆75往下转动90度复位,使得卡杆75挡住顶杆73左侧,然后人工将一根金属焊芯放到导轨82顶部,按动一次第二开关32,第二开关32发出信号,控制模块接收到信号后控制第一电动推杆81伸长10秒,第一电动推杆81的伸缩杆带动推料杆83往右运动,推料杆83推动金属焊芯往右运动进入导料筒4中,5秒后,距离传感器84感应到与推料杆83之间的距离大于最大预设值,此时距离传感器84发出信号,控制模块接收到信号后控制步进电机64正转5
秒,步进电机64的输出轴带动第二齿轮66正转,第二齿轮66带动第一齿轮65反转,从而带动顶针5往左运动,顶针5对药皮进行挤压,使得药皮通过导料筒4往下流动至金属焊芯的表面,从而完成涂抹工作,5秒后,控制模块控制步进电机64停止工作,同时控制模块控制第一电动推杆81缩短10秒,第一电动推杆81的伸缩杆带动推料杆83往左运动复位,此时,涂抹好药皮的金属焊芯被推出导料筒4,由人工进行收集,10秒后,控制模块控制第一电动推杆81停止工作,然后人工将下一个金属焊芯放到导轨82顶部,同时,距离传感器84感应到与推料杆83之间的距离小于最小预设值,距离传感器84发出信号,控制模块接收到信号后控制第一电动推杆81伸长10秒,如此往复,当所有的药皮都用完之后,顶针5已经完全复位,然后人工再按动一次第二开关32,第二开关32发出信号,控制模块接收到信号后控制第一电动推杆81缩到最短后停止工作,重复上述操作,即可在导料筒4中补充药皮,然后再次对金属焊芯涂抹药皮,当人们不需要使用该压涂装置时,由人工按下电源总开关,使得该压涂装置断电,距离传感器84停止工作。
42.实施例2在实施例1的基础之上,如图1、图2、图11、图12、图13、图14、图15、图16和图17所示,还包括有退料机构9,退料机构9包括有第三安装架91、滚轮92、传送带93、伺服电机94、平皮带95、滑杆96、第二滑动架97、第一弹簧98、放料板99、扭簧910和第一限位杆911,底座1顶部右前侧设有第三安装架91,第三安装架91位于外罩2内部,第三安装架91上部右后侧与第一安装架61下部连接,第三安装架91上部前后两侧均转动式设有转动轴,转动轴上均设有滚轮92,滚轮92之间绕有传送带93,第二安装架62后侧中下部设有伺服电机94,后侧的转动轴左侧与伺服电机94的输出轴之间通过皮带轮绕接有平皮带95,第一限位板74底部设有滑杆96,滑杆96右侧与导料筒4连接,滑杆96左侧滑动式设有第二滑动架97,推料杆83与第二滑动架97接触,滑杆96上绕有第一弹簧98,第一弹簧98的两端分别与第二滑动架97和滑杆96连接,第二滑动架97下部转动式设有放料板99,放料板99左后侧与第二滑动架97之间设有扭簧910,第一安装架61前侧中部设有第一限位杆911。
43.当该压涂装置通电后,控制模块控制伺服电机94工作,伺服电机94的输出轴通过平皮带95能够带动后侧的转动轴转动,从而带动后侧的滚轮92转动,进而带动传送带93、前侧的转动轴和前侧的滚轮92转动,当推料杆83往右运动时,带动第二滑动架97往右运动,第一弹簧98压缩,第二滑动架97带动放料板99往右运动,当放料板99与第一限位杆911接触时,第一限位杆911挤压放料板99往前转动,扭簧910发生形变,当涂抹好药皮的金属焊芯被推出导料筒4时,涂抹好药皮的金属焊芯会掉落至放料板99顶部,然后往前滚落至传送带93上,放料板99起缓冲作用,传送带93会将涂抹好药皮的金属焊芯往前传输,由人工进行收集,当推料杆83往左运动复位时,推料杆83与第二滑动架97分离,第一弹簧98恢复原状,带动第二滑动架97和放料板99往左运动复位,当放料板99与第一限位杆911分离时,扭簧910恢复原状,带动放料板99反向转动复位,当该压涂装置断电后,伺服电机94停止工作。
44.还包括有放料机构10,放料机构10包括有下料框1001、蜂鸣器1002、警报灯1003、红外传感器1004、挡板1005、第二弹簧1006和第二限位杆1007,外罩2顶部前左侧设有下料框1001,下料框1001向后下方倾斜,外罩2前侧左上部设有蜂鸣器1002,外罩2上部左后侧设有警报灯1003,下料框1001顶部左后侧设有红外传感器1004,下料框1001后侧滑动式设有挡板1005,挡板1005下部左右两侧均绕有第二弹簧1006,第二弹簧1006的两端分别与下料
框1001和挡板1005连接,挡板1005顶部左侧设有第二限位杆1007,第二限位杆1007与推料杆83接触。
45.当人们需要使用该压涂装置时,可以将多根金属焊芯平放到下料框1001内,最后侧的金属焊芯会被挡板1005挡住,当该压涂装置通电后,红外传感器1004开始工作,当推料杆83往左运动时,推料杆83会与第二限位杆1007接触,带动第二限位杆1007往上运动,从而带动挡板1005往上运动,第二弹簧1006压缩,在重力的作用下,下料框1001内的金属焊芯会往后滚动,最后侧的金属焊芯会掉落在导轨82上,当推料杆83与第二限位杆1007分离时,第二弹簧1006恢复原状,带动第二限位杆1007和挡板1005往下运动复位,使得挡板1005将其他金属焊芯挡住,从而能够自动完成上料功能,当推料杆83往右运动时,能够推动导轨82上的金属焊芯往右运动,推料杆83能够越过第二限位杆1007,如此往复,当下料框1001内的金属焊芯全部上料完成后,红外传感器1004感应到金属焊芯已经用完,红外传感器1004发出信号,控制模块接收到信号后控制蜂鸣器1002响起10秒,同时控制模块控制警报灯1003闪烁10秒,从而提醒人们需要再次将金属焊芯放到下料框1001内,10秒后,控制模块控制蜂鸣器1002停止工作,同时控制模块控制警报灯1003熄灭,当该压涂装置断电后,红外传感器1004停止工作。
46.还包括有遮挡机构11,遮挡机构11包括有滑轨1101、盖板1102和握把1103,外罩2上部前后两侧均设有滑轨1101,滑轨1101顶部之间滑动式设有盖板1102,盖板1102前侧左下部设有握把1103。
47.当人们需要将药皮放入导料筒4内部时,首先握住握把1103,然后往右拉动握把1103,带动盖板1102往右运动,然后即可将药皮放入导料筒4内部,放完之后,往左拉动握把1103复位,带动盖板1102往左运动复位,使得盖板1102盖住外罩2,避免外罩2内部进入较多的灰尘。
48.如图1、图18和图19所示,还包括有控制箱3、第一开关31和第二开关32,外罩2顶部前左侧设有控制箱3,控制箱3位于下料框1001右侧,控制箱3顶部左后侧设有第一开关31,控制箱3顶部右后侧设有第二开关32,控制箱3内包括有开关电源、控制模块和电源模块,开关电源为整个压涂装置供电,电源模块上通过线路连接有电源总开关,控制模块和电源模块通过电性连接,控制模块上连接有ds1302时钟电路和24c02电路,第一开关31、第二开关32、蜂鸣器1002、警报灯1003、红外传感器1004和距离传感器84均与控制模块通过电性连接,第一电动推杆81、步进电机64和伺服电机94均与控制模块通过外围电路连接。
49.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1