一种玩具生产用喷漆模具表面速干处理装置的制作方法
1.本发明涉及玩具加工行业,具体是一种玩具生产用喷漆模具表面速干处理装置。
背景技术:
2.玩具是供人们尤其是儿童玩乐和游戏的产品,随着内销市场的不断完善和规范,加上国家在政策上对玩具、动漫、游戏等“创意产业”的倾斜和大力扶持,国内的玩具产业将进入一个前所未有的黄金期,发展速度加快。
3.在进行玩具生产时,首先通过模具将原料进行成型加工,而后进行玩具外侧漆面的喷涂加工,现有喷漆模具对玩具进行喷涂时,玩具外部漆液的定型速度较慢,影响玩具的加工效率,因此,为解决这一问题,亟需研制一种玩具生产用喷漆模具表面速干处理装置。
技术实现要素:
4.本发明的目的在于提供一种玩具生产用喷漆模具表面速干处理装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种玩具生产用喷漆模具表面速干处理装置,包括:底箱;喷漆架组件,所述喷漆架组件与底箱固定连接,用于玩具的多点喷漆涂覆;鼓风干燥组件,所述鼓风干燥组件与底箱内部相连,用于玩具漆液的快速干燥;固件装置,所述固件装置与喷漆架组件相连;增压传动装置,所述增压传动装置与鼓风干燥组件相连;初级弹性夹持组件,所述初级弹性夹持组件与喷漆架组件相连,用于玩具的初级夹持固定;传动定位组件,所述传动定位组件与增压传动装置相连,用于配合增压传动装置,完成初级弹性夹持组件的对向移动驱动。
6.与现有技术相比,本发明的有益效果是:本装置设计合理,鼓风干燥组件提高了玩具外侧漆液的定型速度,进而提高了玩具加工效率,鼓风干燥组件还可配合增压传动装置和传动定位组件,完成对初级弹性夹持组件的联动驱动,进而提高初级弹性夹持组件对玩具的夹持稳定性,具有较高的实用性和市场前景,适合大范围推广使用。
附图说明
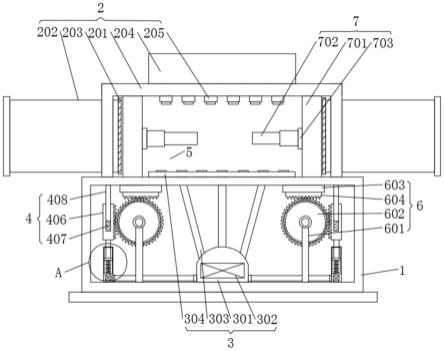
7.图1为本发明实施例中一种玩具生产用喷漆模具表面速干处理装置的内部结构示意图。
8.图2为本发明实施例中一种玩具生产用喷漆模具表面速干处理装置的外部结构示意图。
9.图3为图1中a处的局部结构示意图。
10.图4为本发明实施例中一种玩具生产用喷漆模具表面速干处理装置中固定框架的结构示意图。
11.图中:1-底箱,2-喷漆架组件,3-鼓风干燥组件,4-增压传动装置,5-固件装置,6-传动定位组件,7-初级弹性夹持组件,201-固定框架,202-防护隔板,203-磁吸板,204-储液箱,205-喷漆件,206-连通槽,301-风仓,302-鼓风件,303-第一连通管,304-排气架,401-第二连通管,402-固定架仓,403-控制件,404-第一弹性件,405-活塞传动架,406-第一齿条架,407-限位槽,408-定位架,601-固定轴架,602-联动齿轮架,603-滑座,604-第二齿条架,701-连接架,702-第二弹性件,703-驱动件。
具体实施方式
12.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
13.一种玩具生产用喷漆模具表面速干处理装置,在本发明的一个实施例中,如图1和图2所示,包括:底箱1;喷漆架组件2,所述喷漆架组件2与底箱1固定连接,用于玩具的多点喷漆涂覆;鼓风干燥组件3,所述鼓风干燥组件3与底箱1内部相连,用于玩具漆液的快速干燥;固件装置5,所述固件装置5与喷漆架组件2相连;增压传动装置4,所述增压传动装置4与鼓风干燥组件3相连;初级弹性夹持组件7,所述初级弹性夹持组件7与喷漆架组件2相连,用于玩具的初级夹持固定;传动定位组件6,所述传动定位组件6与增压传动装置4相连,用于配合增压传动装置4,完成初级弹性夹持组件7的对向移动驱动。
14.在本发明的一个实施例中:如图1和图2所示,所述喷漆架组件2包括:固定框架201,所述固定框架201与底箱1顶侧固定连接;储液箱204,所述储液箱204与固定框架201顶侧固定连接;若干个喷漆件205,所述喷漆件205与固定框架201顶部内侧相连,且与储液箱204相连通;所述喷漆件205选用电控喷枪;可通过固件装置5进行待喷漆玩具的弹性夹持固定,固件装置5可带动弹性夹持的玩具进行轴向转动,在储液箱204内部储存有漆液,配合若干个喷漆件205,可对轴向均速转动的玩具外部进行漆液喷涂。
15.在本发明的一个实施例中:如图1和图2所示,所述喷漆架组件2还包括:至少两组连通槽206,所述连通槽206设置在固定框架201内部;防护隔板202,所述防护隔板202与连通槽206插装滑动连接;磁吸板203,所述磁吸板203与防护隔板202固定连接;防护隔板202可在连通槽206内部限位滑移,且两侧防护隔板202内侧磁吸板203磁性相反,当进行喷漆时,对向移动两侧防护隔板202,实现对漆液的外溢防护,同时,两侧磁吸板203磁性连接,完成对防护隔板202的连接固定。
16.在本发明的一个实施例中:如图1和图2所示,所述鼓风干燥组件3包括:风仓301,所述风仓301与底箱1内部固定连接;鼓风件302,所述鼓风件302与一侧与风仓301相连通,另一侧与底箱1相连通;所述
鼓风件302选用鼓风机;若干个第一连通管303,所述第一连通管303一端与风仓301相连通,另一端与底箱1顶侧相连通;排气架304,所述排气架304与底箱1顶侧固定连接,且与第一连通管303远离风仓301的一端相连通;当玩具外侧漆面涂覆完成后,若干个喷漆件205关闭,鼓风件302运行,将气体通过若干个第一连通管303导入排气架304内部,在排气架304外侧设置有若干个排气孔,可将导入排气架304内部的气体通过若干个排气孔向顶侧吹出,对轴向旋转的玩具外部进行吹扫,加速玩具外部漆面的气体流通速度,进而提高玩具外部漆面的凝固成型速度。
17.在本发明的一个实施例中:如图1和图3所示,所述增压传动装置4包括:至少两个第二连通管401,所述第二连通管401与风仓301相连通;固定架仓402,所述固定架仓402与底箱1内部固定连接,且与第二连通管401远离风仓301的一端相连通;控制件403,所述控制件403与固定架仓402相连;所述控制件403选用电磁阀门;第一弹性件404,所述第一弹性件404与固定架仓402内部固定连接;所述第一弹性件404选用弹簧;活塞传动架405,所述活塞传动架405一端与第一弹性件404固定连接,另一端与固定架仓402贯穿连接;第一齿条架406,所述第一齿条架406与活塞传动架405远离第一弹性件404的一端固定连接;限位槽407,所述限位槽407设置在第一齿条架406内部;定位架408,所述定位架408一端与底箱1内部顶侧固定连接,另一侧与限位槽407限位插装连接;在进行喷漆加工前,鼓风件302开启,两侧控制件403定时开启,鼓风件302产生的部分气体导入两侧第二连通管401内部,而后进入两侧固定架仓402内部,带动活塞传动架405和第一齿条架406向外侧顶移,进而带动传动定位组件6运行。
18.在本发明的一个实施例中:如图1和图2所示,所述传动定位组件6包括:至少两个固定轴架601,所述固定轴架601与底箱1内部固定连接;联动齿轮架602,所述联动齿轮架602与固定轴架601相连;滑座603,所述滑座603与底箱1顶侧贯穿限位滑动连接;第二齿条架604,所述第二齿条架604一侧与滑座603固定连接,另一侧与联动齿轮架602啮合连接;当两侧第一齿条架406向上方移动时,可带动两侧联动齿轮架602对向转动,两侧对向转动的联动齿轮架602,可带动与之啮合的第二齿条架604对向水平移动,进而带动两侧滑座603对向水平移动,在底箱1顶侧设置有用于滑座603限位滑动的槽体(图中未示出)。
19.在本发明的一个实施例中:如图1所示,所述初级弹性夹持组件7包括:连接架701,所述连接架701一侧与固定框架201顶侧滑动连接,另一侧与滑座603固定连接;驱动件703,所述驱动件703与连接架701固定连接;所述驱动件703选用电动转轴;第二弹性件702,所述第二弹性件702与驱动件703远离连接架701的一侧固定连接;所述第二弹性件702选用弹性伸缩架;通过两侧第二弹性件702,可对待加工的玩具进行弹性初级夹持固定,在两侧驱动件703的驱动下,可带动两侧第二弹性件702及其中部固定的玩具进行轴向均速转动,而后,增压传动装置4和传动定位组件6运行,两侧对向移动的滑座603可带动两侧连接架701对向移动,使得两侧第二弹性件702完成收缩,进一步提高第二弹性件702对玩具的固定稳定性,两侧连接架701的移动距离可通过调节控制件403的开启时间进行调节,固定完成后,控制件403关闭,鼓风件302导入的气体全部导入若干个第一连通管303内部。
20.本发明的工作原理是:可通过固件装置5进行待喷漆玩具的弹性夹持固定,固件装置5可带动弹性夹持的玩具进行轴向转动,在储液箱204内部储存有漆液,配合若干个喷漆件205,可对轴向均速转动的玩具外部进行漆液喷涂,防护隔板202可在连通槽206内部限位滑移,且两侧防护隔板202内侧磁吸板203磁性相反,当进行喷漆时,对向移动两侧防护隔板202,实现对漆液的外溢防护,同时,两侧磁吸板203磁性连接,完成对防护隔板202的连接固定,当玩具外侧漆面涂覆完成后,若干个喷漆件205关闭,鼓风件302运行,将气体通过若干个第一连通管303导入排气架304内部,在排气架304外侧设置有若干个排气孔,可将导入排气架304内部的气体通过若干个排气孔向顶侧吹出,对轴向旋转的玩具外部进行吹扫,加速玩具外部漆面的气体流通速度,进而提高玩具外部漆面的凝固成型速度;在进行喷漆加工前,鼓风件302开启,两侧控制件403定时开启,鼓风件302产生的部分气体导入两侧第二连通管401内部,而后进入两侧固定架仓402内部,带动活塞传动架405和第一齿条架406向外侧顶移,进而带动传动定位组件6运行,当两侧第一齿条架406向上方移动时,可带动两侧联动齿轮架602对向转动,两侧对向转动的联动齿轮架602,可带动与之啮合的第二齿条架604对向水平移动,进而带动两侧滑座603对向水平移动,在底箱1顶侧设置有用于滑座603限位滑动的槽体(图中未示出),通过两侧第二弹性件702,可对待加工的玩具进行弹性初级夹持固定,在两侧驱动件703的驱动下,可带动两侧第二弹性件702及其中部固定的玩具进行轴向均速转动,而后,增压传动装置4和传动定位组件6运行,两侧对向移动的滑座603可带动两侧连接架701对向移动,使得两侧第二弹性件702完成收缩,进一步提高第二弹性件702对玩具的固定稳定性,两侧连接架701的移动距离可通过调节控制件403的开启时间进行调节,固定完成后,控制件403关闭,鼓风件302导入的气体全部导入若干个第一连通管303内部。
21.综上,本装置设计合理,鼓风干燥组件3提高了玩具外侧漆液的定型速度,进而提高了玩具加工效率,鼓风干燥组件3还可配合增压传动装置4和传动定位组件6,完成对初级弹性夹持组件7的联动驱动,进而提高初级弹性夹持组件7对玩具的夹持稳定性。
22.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1