顺酐工艺尾气循环利用装置以及顺酐工艺尾气循环利用方法及应用与流程
本发明涉及化工装置尾气循环利用,具体地,涉及一种顺酐工艺尾气循环利用装置以及顺酐工艺尾气循环利用方法及应用。
背景技术:
1、正丁烷氧化工艺是以正丁烷为原料,在催化剂作用下发生气相氧化反应生成顺酐。传统苯法相比,正丁烷氧化法具有原料价廉、污染小等优点。正丁烷法每吨顺酐产品消耗1.l-1.2吨正丁烷,而苯法每吨顺酐产品消耗1.1-1.3吨苯。而且正丁烷法生产顺酐理论产量为1:1.69,苯法为1:1.256,因此正丁烷的顺酐理论产量比苯法高许多。
2、正丁烷氧化工艺在固定床反应器中进行,氧化剂是空气。正丁烷和空气在反应器中反应转化为顺酐,转化率一般为82%,对应选择性为67-70mol%。正丁烷氧化制备顺酐工艺的尾气常规处理方法是直接送往焚烧炉焚烧,产生的热量用于生产蒸汽,然后放空。但是本方法中,尾气未反应的正丁烷含量高,含有大量的水蒸气并且氧含量高。因此顶尾气直接焚烧,不仅会降低原料正丁烷的利用率,增加顺酐生产成本,而且还会增加焚烧炉的负荷,产生大量的温室气体,对环境造成污染。
3、目前的技术中多以蓄热氧化法和膜吸收法对顺酐装置尾气进行处理:
4、cn106669376a公开了一种丁烷氧化尾气的利用方法。对丁烷氧化尾气进行脱水除尘处理,然后进入膜反应器,分离出富含一氧化碳、丙酸、乙酸、溶剂和水蒸气的渗透汽。渗余气为净化后富含丁烷气和氮气的混合气体,可以直接循环到丁烷氧化装置的进料;cn109200772a公开了一种丁烷氧化制顺酐尾气的处理方法。以特定手段处理膜组件并控制操作条件对尾气进行分离处理,分离得到纯度较高的丁烷组分,可直接循环利用;但是膜方法的处理量较低,并且易受组成变化的影响。
5、因此,研究和开发一种顺酐工艺尾气循环利用装置以及顺酐工艺尾气循环利用方法具有重要意义。
技术实现思路
1、本发明的目的是为了克服现有技术存在的能耗大,丁烷利用率不高等问题的问题,提供一种顺酐工艺尾气循环利用装置以及顺酐工艺尾气循环利用方法及应用,本发明的顺酐工艺尾气循环利用装置采用吸收塔和解吸塔双塔流程,以及采用本发明的顺酐工艺尾气循环利用方法,能够使得处理后的尾气满足回用要求的同时,实现吸收剂循环使用,大幅降低废水排放。
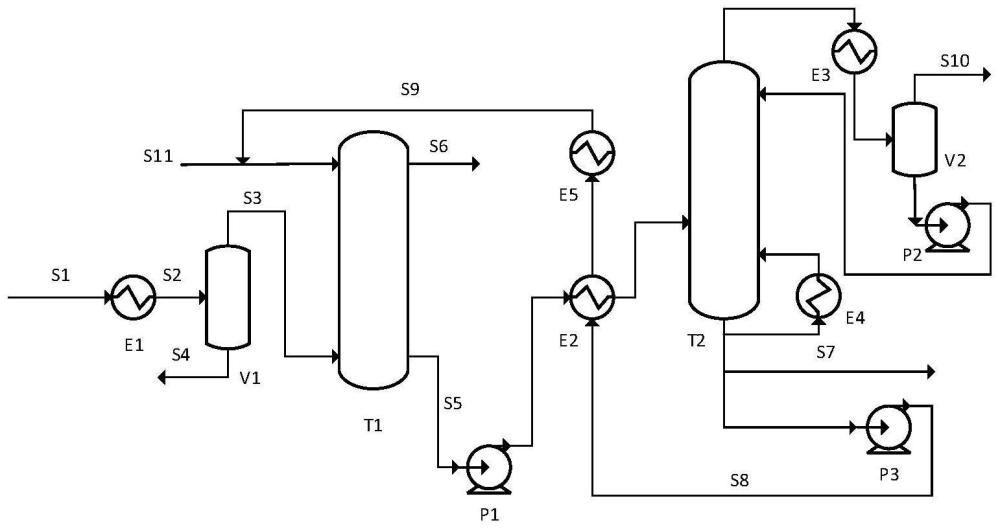
2、为了实现上述目的,本发明第一方面提供了一种顺酐工艺尾气循环利用装置,其中,所述装置包括依次相连的分离罐v1、吸收塔t1、解吸塔t2和解吸塔回流罐v2;且所述吸收塔t1和所述解吸塔t2形成环形循环系统;
3、所述吸收塔t1的中上部设置有新鲜吸收剂s11入口管线入口;所述解吸塔t2的底部设置有解吸塔解析后的吸收剂s8出口管线出口;所述解吸塔解析后的吸收剂s8出口管线上设置有热交换器e2和吸收剂冷却器e5。
4、本发明第二方面提供了一种顺酐工艺尾气循环利用方法,其特征在于,所述的方法包括采用前述所述的顺酐工艺尾气循环利用装置,具体步骤包括:
5、(1)将顺酐装置尾气s1经尾气冷却器e1后的冷凝后尾气s2在分离罐v1中进行分离,所述分离罐v1的底部的分离下来的罐排出废液s4采出,分离后尾气s3进入吸收塔t1;
6、(2)所述分离后尾气s3中的未分离气相与经新鲜吸收剂s11入口管线的吸收剂接触,所述吸收塔t1的下部的吸收塔产生的吸收液s5经出口管线进入解吸塔t2;
7、(3)所述解吸塔t2塔顶气相进入解吸塔回流罐v2,所述解吸塔回流罐v2内不凝气s10经出口管线排出,所述解吸塔回流罐v2内冷却下来的液体返回至所述解吸塔t2;
8、(4)所述解吸塔t2解吸后的吸收剂s8经出口管线经热交换器e2和吸收剂冷却器e5冷却后与所述新鲜吸收剂s11入口管线合并后进入所述吸收塔t1,产生的吸收塔循环尾气s6经输出管线再循环利用。
9、本发明第三方面提供了一种前述所述的顺酐工艺尾气循环利用装置在尾气处理中的应用。
10、通过上述技术方案,本发明的顺酐装置尾气循环利用的方法具有以下优点:
11、(1)本发明的方法中,通过尾气的循环利用,降低了原料消耗,提高了顺酐收率和装置的产能;
12、(2)本发明的方法中,通过对吸收液的解吸回收,降低了吸收剂的消耗量,大幅降低了废吸收剂的产生。
13、(3)本发明的方法中,解吸后的吸收剂,与吸收塔产生的吸收液,换热处理返回到吸收塔循环利用。热能得到充分利用,降低了尾气回收的能耗。
技术特征:
1.一种顺酐工艺尾气循环利用装置,其特征在于,所述装置包括依次相连的分离罐(v1)、吸收塔(t1)、解吸塔(t2)和解吸塔回流罐(v2);且所述吸收塔(t1)和所述解吸塔(t2)形成环形循环系统;
2.根据权利要求1所述的装置,其中,所述分离罐(v1)包括顺酐装置尾气(s1)进料管线进口;
3.根据权利要求1所述的装置,其中,所述解吸塔解吸后的吸收剂(s8)出口管线与所述新鲜吸收剂(s11)入口管线合并;
4.根据权利要求1或3所述的装置,其中,所述吸收塔(t1)为填料塔;
5.根据权利要求1或3所述的装置,其中,所述解吸塔(t2)为填料塔或板式塔;
6.根据权利要求1所述的装置,其中,所述解吸塔回流罐(v2)包括不凝气(s10)出口管线出口、与所述解吸塔(t2)的塔顶的气相出口相连接的入口、所述解吸塔回流罐(v2)内冷凝下来的液相出口;
7.一种顺酐工艺尾气循环利用方法,其特征在于,所述的方法包括采用权利要求1-6中任意一项所述的顺酐工艺尾气循环利用装置,具体步骤包括:
8.根据权利要求7所述的方法,其中,在步骤(1)中,所述尾气冷却器(e1)冷却的条件包括:温度为30-70℃,优选为40-55℃。
9.根据权利要求7所述的方法,其中,所述吸收剂为脱盐水和循环水;
10.根据权利要求7所述的方法,其中,所述吸收塔(t1)的条件包括:操作压力为0.05-4mpa,塔顶温度为30-50℃,塔釜温度为30-60℃;
11.根据权利要求7所述的方法,其中,在步骤(2)中,所述吸收塔(t1)的中下部的吸收液经增压泵(p1)和热交换器(e2)进入解吸塔(t2);
12.根据权利要求7所述的方法,其中,在步骤(4)中,所述解吸塔(t2)解吸后的吸收剂还需经热交换器(e2)和吸收剂冷却器(e5)进行冷却处理;
13.一种权利要求1-6中任意一项所述的顺酐工艺尾气循环利用装置在尾气处理中的应用。
技术总结
本发明涉及化工装置尾气循环利用技术领域,公开了一种顺酐工艺尾气循环利用装置以及顺酐工艺尾气循环利用方法及应用。所述装置包括依次相连的分离罐V1、吸收塔T1、解吸塔T2和解吸塔回流罐V2;且吸收塔T1和解吸塔T2形成环形循环系统;吸收塔T1的中上部设置有新鲜吸收剂S11入口管线入口;解吸塔T2的底部设置有解吸塔解吸后的吸收剂S8出口管线出口;解吸塔解吸后的吸收剂S8出口管线上设置有热交换器E2和吸收剂冷却器E5。本发明的顺酐工艺尾气循环利用装置采用吸收塔和解吸塔双塔流程,以及采用本发明的顺酐工艺尾气循环利用方法,能够使得处理后的尾气满足回用要求的同时,实现吸收剂循环使用,大幅降低废水排放。
技术研发人员:李春芳,过良,孙汝柳,舒展,赵梦,王燕娜,刘莹
受保护的技术使用者:中国石油化工股份有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!