一种高精度的磁钢加工装置的制作方法
1.本发明属于石材涂胶技术领域,具体涉及一种高精度的磁钢加工装置。
背景技术:
2.磁石作为电机马达中的重要组成部分,直接影响了电机的功效,而磁石的加工需要经过涂胶工艺,现有的磁石涂胶工艺一般通过人力手工完成,人力成本高,而且人工涂胶会导致涂胶位置不精确,涂胶不均匀的情况,这就导致了磁石在堆叠时会出现一部分磁石突出一部分或者磁石堆叠过程中因为胶水不均匀使得在堆叠中会有凸起的情况,这些都会影响磁石堆叠的精度,从而影响磁石的使用;
3.现有的自动涂胶机,在对磁石进行自动涂胶的过程中,一般采用的是现有的挤胶机构,只能一段一段式的进行挤胶,不能对挤胶量进行控制,这就导致在对不同的大小磁石进行涂胶时不能很好的把控胶水的出胶量,导致涂胶的过程中胶水在某一地方涂抹过多或过少,磁石在出料堆叠时会因为胶水过多的地方而导致堆叠精度不高从而影响磁石的使用。
技术实现要素:
4.为解决现有技术中存在的上述问题,本发明提供了一种高精度的磁钢加工装置,解决了磁石在自动涂胶的过程中因为胶水出胶量不能够匹配不同大小的磁石的问题而导致后续堆叠精度不高,影响磁石使用的情况发生。
5.本发明的目的可以通过以下技术方案实现:包括机架和设置在机架上的上料机构、机械手、涂胶机构、检测机构和出料机构,所述上料机构位于机架的上料端,所述出料机构位于机架的出料端,所述机械手用于抓取上料机构上的磁石,磁石依次移动到所述涂胶机构、检测机构和出料机构;
6.所述涂胶机构包括步进电机、固定块、压板和转子,所述步进电机通过联轴器与转子转动连接,所述步进电机位于固定块的一端并与固定块连接,所述压板通过固定块与步进电机连接,所述压板上开设有管道槽和与转子贴合的圆弧面,所述压板为圆弧结构,所述压板的圆弧表面开设有管道槽,胶管位于管道槽中,所述转子上嵌设有滚条,所述压板抵压于转子表面,所述步进电机驱使转子转动,使转子的滚条沿管道槽辊压胶管,所述机械手配合涂胶机构的涂胶时间与步进电机的输出时间一致。
7.该磁钢加工装置通过在涂胶机构中设置的转子、压板和步进电机,让磁石在涂胶的过程中可以通过控制步进电机的动作来让转子可以随着步进电机转动来完成出胶,这就可以避免了胶水出胶量不能够匹配不同大小的磁石的问题而导致后续堆叠精度不高的情况发生。
8.作为本发明的一种优选技术方案,所述涂胶机构还包括胶桶和出胶组件,所述胶桶和出胶组件均固定在机架上,胶管一端与所述胶桶连接,胶管另一端经过管道槽中和所述出胶组件连接。
9.作为本发明的一种优选技术方案,所述出胶组件包括出胶筒、出胶头、固定板、夹块,所述固定板的一端固定在机架上,另一端与出胶筒固定连接,所述出胶头的底部固定在出胶筒的一端,所述夹块固定在出胶筒另一端;胶管依次穿过夹块、出胶筒和出胶头,所述夹块夹持胶管。
10.作为本发明的一种优选技术方案,所述上料机构包括第一传送带、第二传送带、连接板、第一相机、激光传感器和第一除尘组件,所述第一传送带固定于机架上,所述第二传送带位于机架的侧方并通过连接板与第一传送带的输入端衔接,所述激光传感器固定于第一传送带的输出端;所述第一相机固定于机架顶部,所述第一相机的拍照区域覆盖第一传送带与激光传感器的配合位置。
11.作为本发明的一种优选技术方案,所述第一除尘组件包括滚筒毛刷、第一电机、两支撑架和电机固定板,所述支撑架分别安装于第一传送带的两侧,所述滚筒毛刷位于两支撑架之间且滚筒毛刷的两端均穿过支撑架的定位孔并通过卡簧固定,所述滚筒毛刷与支撑架滚动连接,所述第一电机通过联轴器与滚筒毛刷的一端固定连接,所述第一电机通过电机固定板与第一传送带固定连接。
12.作为本发明的一种优选技术方案,所述涂胶机构与机械手之间还包括第二除尘组件,所述第二除尘组件包括环型毛刷、吸尘器、第二电机、外壳和支撑板,所述支撑板的一端与机架固定连接,另一端与所述外壳固定,所述环型毛刷的一端固定于外壳外表面,另一端设置有同步带轮,所述第二电机一端固定在支撑板上,另一端位于外壳内,所述第二电机通过同步带将第二电机输出端与环型毛刷的同步带轮连接,所述吸尘器的吸尘管管口穿过外壳与环型毛刷的内环固定连接。
13.作为本发明的一种优选技术方案,所述检测机构包括第二相机、光源、遮光板、固定框和滑动组件,所述固定框固定在机架上,所述固定框的一端与遮光板固定连接,另一端与滑动组件固定连接,所述光源固定在滑动组件上,所述第二相机设置于滑动组件的滑动部分上。
14.作为本发明的一种优选技术方案,所述滑动组件包括导杆、滑块和相机固定块,所述导杆与机架固定连接,所述导杆在滑块的滑槽中与滑块滑动连接,所述相机固定块的一侧表面与滑块固定,另一侧表面与所述第二相机固定。
15.作为本发明的一种优选技术方案,所述出料机构包括磁石拖板、底座、支撑柱、手动固定组件、滑轮、导向条、第三相机和固定条,所述支撑柱的一端固定在机架上,另一端与底座的一侧表面连接,所述底座的顶面相邻两边缘均固定有固定条,所述手动固定组件设置于底座的一侧上并与固定条相对,所述手动固定组件与磁石拖板连接,所述滑轮位于底座的凹槽中且滑轮的一部分突出于底座外,所述磁石拖板位于滑轮上与滑轮滑动连接,所述第三相机固定于机架顶部,所述第三相机的拍照区域覆盖磁石拖板。
16.作为本发明的一种优选技术方案,所述手动固定组件包括手把、固定杆、固定座和支撑块,所述支撑块的一端固定在机架上,另一端与固定座连接,所述手把铰接在固定座上,所述固定杆滑动连接于固定座上,所述手把驱动固定杆推定磁石拖板。
17.本发明的有益效果为:通过上料机构自动上料,机械手抓取上料机构上的磁石进行自动涂胶时,设置在涂胶机构的转子上的滚条与压板上的管道槽的作用下,让胶管位于管道槽中并由压板压在转子的滚条上,当步进电机开始运动时,步进电机带动转子转动,让
一段一段的滚条挤压着胶管,让胶管里的胶水一段一段的往出胶头中去,这让机械手在涂胶的过程中可以完全的用完从出胶头中出来的胶水,在机械手往出料机构上堆叠磁石时就不会因为磁石的某一处胶水过多而导致堆叠精度不高的情况发生。
附图说明
18.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
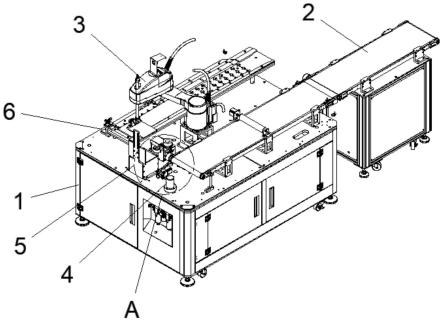
19.图1为本发明的立体结构示意图;
20.图2为本发明的部分结构示意图;
21.图3为图2a处放大图;
22.图4为本发明步进电机结构示意图;
23.图5为本发明出胶组件结构示意图;
24.图6为本发明第二除尘组件结构示意图;
25.图7为本发明压板立体图;
26.图8为本发明转子立体图;
27.图9为本发明上料机构示意图;
28.图10为图9b处放大图;
29.图11为图9c处放大图;
30.图12为图9d处放大图;
31.图13为本发明检测机构示意图;
32.图14为本发明滑动组件结构示意图;
33.图15为本发明出料结构示意图;
34.图16为本发明出料结构放大图;
35.主要元件符号说明
36.图中:1、机架;2、上料机构;21、第一传送带;22、第二传送带;23、连接板;24、第一相机;25、激光传感器;26、第一除尘组件;261、滚筒毛刷;262、第一电机;263、支撑架;264、电机固定板;3、机械手;4、涂胶机构;41、胶桶;42、步进电机;43、出胶组件;431、出胶筒;432、出胶头;433、固定板;434、夹块;44、固定块;45、压板;46、转子;5、检测机构;51、第二相机;52、光源;53、遮光板;54、固定框;55、滑动组件;551、导杆;552、滑块;553、相机固定块;6、出料机构;61、磁石拖板;62、底座;63、支撑柱;64、手动固定组件;641、手把;642、固定杆;643、固定座;644、支撑块;65、滑轮;66、导向条;67、第三相机;68、固定条;7、第二除尘组件;71、环型毛刷;711、同步带轮;72、吸尘器;73、第二电机;74、外壳;75、支撑板。
具体实施方式
37.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
38.请参阅图1-16,本实施例提供了一种高精度的磁钢加工装置,包括机架1和设置在机架1上的上料机构2、机械手3、涂胶机构4、检测机构5和出料机构6,上料机构2位于机架1的上料端,出料机构6位于机架1的出料端,在开始对磁石进行自动涂胶时,磁石从上料机构2自动上料,机械手3从上料机构2处抓取磁石,将磁石移动到涂胶机构4进行涂胶,涂胶完成
再移动到检测机构5对磁石涂胶面进行检测涂胶情况,检测完成在出料机构6处进行堆叠出料。
39.为了更好的控制出胶量,本实施列中,涂胶机构4包括步进电机42、固定块44、压板45和转子46,步进电机42通过联轴器与转子46转动连接,步进电机42位于固定块44的一端并与固定块44连接,压板45通过固定块44与步进电机42连接,压板45上开设有管道槽和与转子46贴合的圆弧面,压板45为圆弧结构,压板45的圆弧表面开设有管道槽,胶管位于管道槽中,转子46上嵌设有滚条,压板45抵压于转子46表面,步进电机42驱使转子46转动,使转子46的滚条沿管道槽辊压胶管,机械手3配合涂胶机构4的涂胶时间与步进电机42的输出时间一致,当机械手3开始进行涂胶动作时,步进电机42开始随着机械手3的涂胶动作开设转动时,电机通过联轴器带动转子46一起转动,转子46上的滚条挤压着在管道槽中的胶管,让胶管中的胶水成一段一段式的往出胶组件43中运输,当机械手3停止涂胶动作时,步进电机42也随着机械手3一起停止,转子46跟步进电机42着停止转动,滚条不再挤压胶管里的胶水,这就避免了磁石进行涂胶过程中的胶水出胶量的不能匹配磁石大小的问题。
40.为了让胶水可以更好实行涂胶,在一实施例中,涂胶机构4还包括胶桶41和出胶组件43,胶桶41和出胶组件43均固定在机架1上,胶管一端与胶桶41连接,胶管另一端经过管道槽中和出胶组件43连接。胶水从胶桶41中经过管道槽,再通过转子46的作用下将胶水运输到出胶组件43中,这让在涂胶过程中可以从出胶组件43直接进行涂胶。
41.为了让胶水不会在出胶口处停留而导致胶水凝结而堵塞出胶口的情况,在一实施例中,出胶组件43包括出胶筒431、出胶头432、固定板433、夹块434,固定板433的一端固定在机架1上,另一端与出胶筒431固定连接,出胶头432的底部固定在出胶筒431的一端,夹块434固定在另一端;胶管依次穿过夹块434、出胶筒431和出胶头432,当胶水从管道槽中出来到出胶组件43时,由转子46上的滚条挤压过来的胶水被涂抹在磁石上,停止涂胶时,转子46上的滚条不再挤压胶管,胶水就不会在从出胶头432中冒出,同时因为胶管是从下往上延伸的,胶管中的胶水也会因为自身重力的原因留在胶管中,这就使得胶水不会停留在出胶口处而导致胶水凝结堵塞出胶口的情况发生。
42.为了可以对磁石进行自动上料,在一实施例中,上料机构2包括第一传送带21、第二传送带22、连接板23、第一相机24、激光传感器25和第一除尘组件26,第一传送带21固定于机架1上,第二传送带22位于机架1的入料端的一侧并通过连接板23与第一传送带21的输入端衔接,激光传感器25固定于第一传送带21的输出端,第一相机24固定于机架1顶部,第一相机24的拍照区域覆盖第一传送带21与激光传感器25的配合位置,需要对磁石进行涂胶时,人工将磁石放置在第二传送带22上,第二传送带22开始将磁石往第一传送带21移动,磁石经过连接板23到第一传送带21上,经过第一除尘组件26开始将磁石表面的灰尘杂质等清除,让机械手3在抓取磁石时不会因为磁石表面的灰尘杂质而导致机械手3上的吸盘抓取不稳定而发生掉落或者因为抓取面不平导致在后续涂胶的过程中胶水涂抹不均匀的情况发生,经过第一除尘组件26清除灰尘杂质的磁石到激光传感器25的位置时,激光传感器25感应到磁石时,第一传送带21和第二传送带22停止运转,让磁石停止激光传感器25感应的位置,此时第一相机24开始检测磁石的外观与位置,让机械手3可以调整吸盘的位置将磁石抓取,第一相机24可以将磁石的位置和在第一传送带21上方向传输给机械手3,让机械手3可以精准的将磁石抓取,不会因为磁石的方向不一致而导致后续涂胶的过程中胶水涂抹的位
置不对使得在对磁石出料堆叠时不能使磁石堆叠的平整且精度高,不会有某一块磁石在堆叠中突出一部分而影响磁石堆叠的精度。
43.为了更好的将磁石上表面的灰尘杂质清除,在一实施例中,第一除尘组件26包括滚筒毛刷261、第一电机262、两支撑架263和电机固定板264,支撑架263分别安装于第一传送带21的两侧,滚筒毛刷261位于两支撑架263之间且滚筒毛刷261的两端均穿过支撑架263的定位孔并通过卡簧固定,同时滚筒毛刷261在支撑架263的定位孔中滚动,第一电机262通过联轴器与滚筒毛刷261的一端固定,第一电机262通过电机固定板264与第一传送带21固定,第一电机262转动带动滚筒毛刷261开始转动,滚筒毛刷261将从第一传送带21上经过的磁石上表面的灰尘杂质清除,让机械手3抓取磁石时不会因为灰尘杂质的影响导致抓取不稳或者不平的情况发生。
44.为了更好的对磁石进行涂胶,在一实施例中,涂胶机构4与机械手3之间还包括第二除尘组件7,第二除尘组件7包括环型毛刷71、吸尘器72、第二电机73、外壳74和支撑板75,支撑板75的一端与机架1固定连接,外壳74位于支撑板75的另一端,环型毛刷71的一端固定于外壳74的顶面,另一端设置有同步带轮711,第二电机73一端固定在支撑板75上,另一端位于外壳74内,第二电机73通过同步带将第二电机73输出端与环型毛刷71的同步带轮711连接,吸尘器72的吸尘管管口穿过外壳74与环型毛刷71的内环固定,第二电机73通过同步带带动环型毛刷71下的同步带轮711一起转动,环型毛刷71跟着第二电机73一起转动。当磁石开始涂胶时,机械手3先将磁石在环型毛刷71上经过,让旋转的环型毛刷71将磁石底面的灰尘清除干净,同时通过吸尘器72的吸尘管管口从环型毛刷71的内环处将清除的灰尘吸走,让磁石的底面保持干净,让涂胶的过程胶水可以涂抹的更均匀。
45.为了检测磁石胶水的涂抹情况,在一实施例中,检测机构5包括第二相机51、光源52、遮光板53、固定框54和滑动组件55,固定框54固定在机架1上,固定框54的一端与遮光板53固定连接,另一端与滑动组件55固定,光源52固定在滑动组件55上,第二相机51固定于滑动组件55的滑动部分上,当磁石的胶水涂抹完成后,机械手3将磁石移动到第二相机51和遮光板53之间开始对磁石胶水涂抹情况进行检测,在检测的过程中光源52将磁石的底面照亮,遮光板53将上方反射光线遮挡,防止因为外界的光线进入镜头中产生光晕,让相机的检测画面不清晰导致检测结果误差过大,同时将第二相机51固定于滑动组件55上可以通过滑动组件55的作用下上下调节相机的位置,让相机可以更方便获得一个最好的检测画面,让检测结果更加精准。
46.为了更好方便的对第二相机51进行移动从而获得更好的检测画面,在一实施例中,滑动组件55包括导杆551、滑块552和相机固定块553,导杆551与机架1固定,导杆551在滑块552的滑槽中滑动,相机固定块553的一侧表面与滑块552固定,另一侧表面与第二相机51固定,在需要对相机的位置进行调整时,通过松开相机固定块553上的螺栓让滑块552可以随着导杆551上下滑动,让相机可以调整到一个合适的位置,再将螺栓拧紧固定相机的位置,在需要对相机位置进行调整时可以更加方便的调整位置,让第二相机51的检测画面更加清晰。
47.为了保证磁石在出料过程的堆叠精度,在一实施例中,出料机构6包括磁石拖板61、底座62、支撑柱63、手动固定组件64、滑轮65、导向条66、第三相机67和固定条68,支撑柱63的一端固定在机架1上,另一端与底座62的一侧表面连接,底座62的顶面相邻两边缘均固
定有固定条68,两固定条68之间形成一个直角在底座62的顶面上,手动固定组件64设置于底座62的一侧上并与固定条68相对,手动固定组件64将磁石拖板61固定在固定条68形成的直角位置处,滑轮65位于底座62的凹槽中且滑轮65的一部分突出于底座62外,磁石拖板61在滑轮65上,第三相机67固定于机架1顶部,第三相机67的拍照区域覆盖磁石拖板61,在机械手3将检测完成的磁石放置在出料机构6上的磁石拖板61时,手动固定组件64磁石拖板61固定在固定条68形成的直角位置处,放置的过程中第三相机67将放置的每一块磁石的位置都进行检测,让机械手3可以保证后续放置磁石的位置有一个高精度,当机械手3将磁石拖板61上按照预定的程序摆满时,松开手动固定组件64,人工将磁石拖板61往外推出,同时固定在底座62中的滑轮65可以让磁石拖板61在底座62上滑动,可以更加节省搬运人员的体力。
48.为了更方便的固定磁石拖板61,在一实施例中,手动固定组件64包括手把641、固定杆642、固定座643和支撑块644,支撑块644的一端固定在机架1上,另一端与固定座643连接,手把641铰接在固定座643上,固定杆642滑动连接于固定座643上,在对磁石拖板61进行固定时,只需要掰动手把641,就可以带动固定杆642向前滑动抵住磁石拖板61对磁石拖板61进行固定,当磁石拖板61摆满需要搬运时,反方向掰动手把641就可以让固定杆642向后滑动离开磁石拖板61,此时就可以将磁石拖板61进行移动拆卸,换新的磁石拖板61到底座62上进行下一轮的磁石放置。
49.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1