一种加速度计组件胶接界面点胶装置、固化方法和系统与流程
本发明属于惯性器件精密装调,涉及一种加速度计组件胶接界面点胶装置、固化方法和系统。
背景技术:
1、加速度计中包含诸多具有胶接界面的组件,此类组件粘接界面形式主要有圆弧型和平面型,根据性能的要求主要有粘接强度和性能指标两方面,有性能指标要求的胶接界面受零件尺寸精度约束和点胶渗胶量及均匀性的限制,对点胶装置和固化方法的要求较高。
2、按传统装配、点胶和固化工艺方法,人工装配后采用手工涂胶的方式,并采用随炉升高到恒温后的烘干方式进行固化,点胶过程一致性较差,时常出现组件装配粘接后反复拆装修正,产品性能及点胶量控制一致性差,产品合格率较低,且点胶效率低下,无法满足正常生产及装配要求。
技术实现思路
1、本发明为了克服现有技术中的不足,提出一种点胶效率高、粘接强度高、性能稳定性及一致性高,能够满足生产需要的加速度计组件胶接界面点胶装置、固化方法和系统。
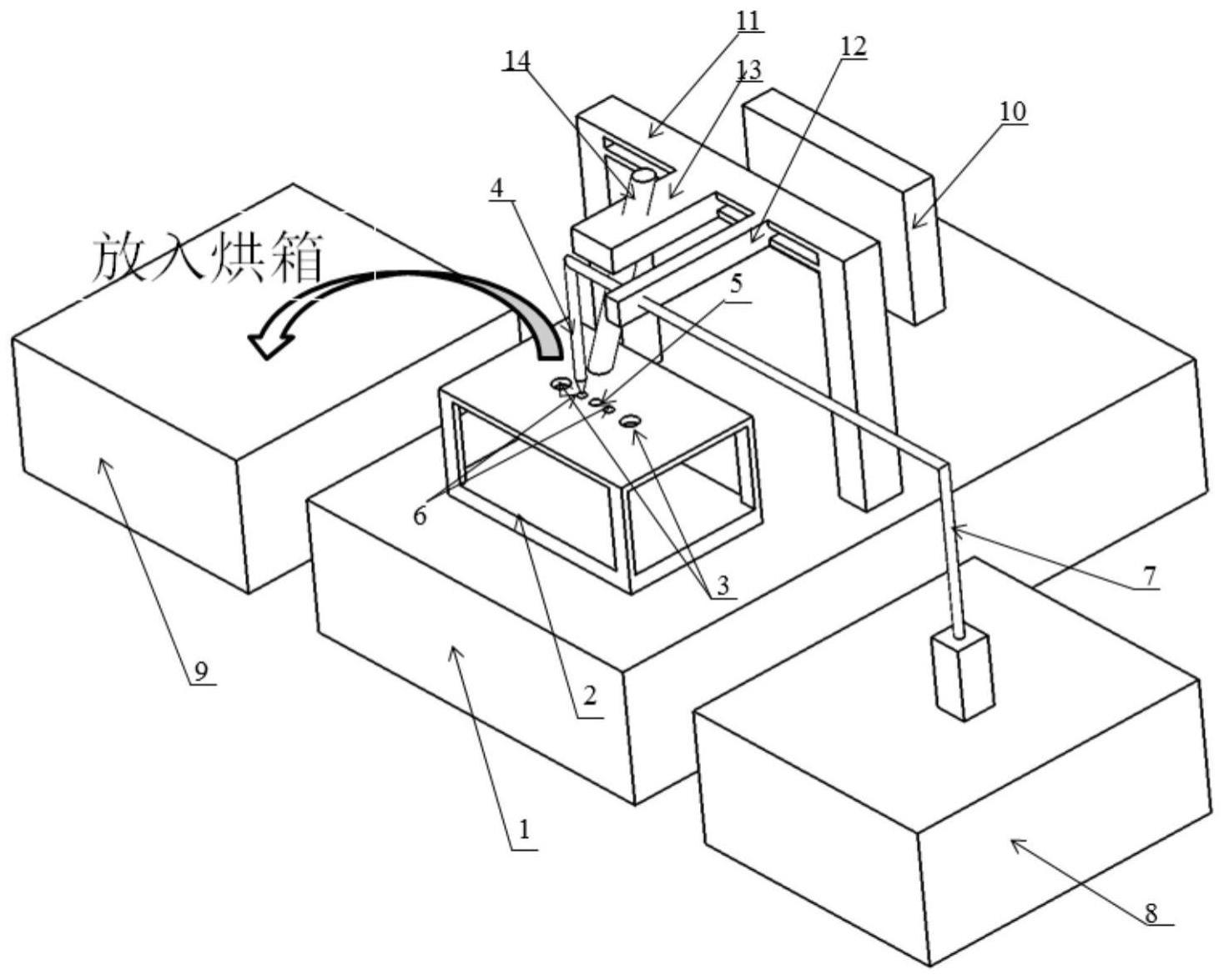
2、一种加速度计组件胶接界面点胶装置,包括:工作台、夹具、自动点胶机、胶管和针头;
3、所述夹具为长方体框架结构,其上表面连接定位板;
4、所述工作台为矩形板状结构,所述工作台上表面设有长方形凹槽用于对所述夹具进行定位;
5、所述夹具上表面定位板上设有多个螺纹孔和多个点胶位置孔;
6、待点胶加速度计组件设置在夹具内部且通过螺钉与上表面定位板固定;
7、所述自动点胶机设置在工作台旁,自动点胶机出胶口通过胶管连接针头,通过针头伸入点胶位置孔为加速度计组件点胶;
8、所述自动点胶机还用于控制出胶量和出胶速度。
9、进一步,所述工作台上表面的长方形凹槽侧面有两个柱塞,且位于同一侧面,用于夹具整体的定位。
10、进一步,所述装置还包括:导轨、胶管导轨;
11、所述导轨为龙门架状,固定在工作台上表面,所述导轨上方横梁的侧面设有滑轨,所述胶管导轨设置在所述滑轨内且可沿滑轨滑动,所述胶管导轨用于固定胶管并带动胶管移动。
12、进一步,所述装置还包括:相机导轨、相机和工控机;
13、所述相机导轨设置在滑轨内且可沿滑轨滑动,所述相机导轨上固定有相机,所述相机用于拍照识别点胶完成后的胶滴大小和点胶位置,并将其传输到工控机,工控机计算胶滴中心位置与点胶界面缝隙中心位置坐标差。若胶量及点胶位置不符合要求,可提醒人工干预,擦除已有胶点,由图像识别后进行二次点胶,确保粘接强度和胶量一致性。
14、一种加速度计组件胶接界面点胶固化方法,所述方法用于所述的装置点胶后进行固化,所述方法包括以下步骤:
15、步骤一:对点胶后的加速度计组件进行低温恒温固化;
16、步骤二:对点胶后的加速度计组件进行线性升温固化;
17、步骤三:对点胶后的加速度计组件进行高温恒温固化。
18、进一步,所述步骤一中,低温恒温固化温度为30℃~40℃,固化时间15min~20min。
19、进一步,所述步骤二中,在10min内将控制炉温线性升高至110℃~120℃;升温速度不超过20℃/min。
20、进一步,所述步骤三中,高温恒温固化温度为110℃~120℃,固化时间3h~4h。
21、本发明具有以下效果:
22、本发明提出的加速度计组件胶接界面点胶装置、固化方法和系统,点胶效率高、固化强度高、组件性能优,能够满足批量生产圆弧型、平面型加速度计组件胶接结构的生产效率、粘接强度和性能需求。
技术特征:
1.一种加速度计组件胶接界面点胶装置,其特征在于:所述装置包括:工作台、夹具、自动点胶机、胶管和针头;
2.根据权利要求1所述的点胶装置,其特征在于:所述工作台上表面的长方形凹槽侧面有两个柱塞,且位于同一侧面,用于夹具整体的定位。
3.根据权利要求1所述的点胶装置,其特征在于:所述装置还包括:导轨、胶管导轨;
4.根据权利要求3所述的点胶装置,其特征在于:所述装置还包括:相机导轨、相机和工控机;
5.一种加速度计组件胶接界面点胶固化方法,所述方法用于权利要求1-4中任一项所述的装置点胶后进行固化,其特征在于:所述方法包括以下步骤:
6.根据权利要求2所述的固化方法,其特征在于:所述步骤一中,低温恒温固化温度为30℃~40℃,固化时间15min~20min。
7.根据权利要求2所述的固化方法,其特征在于:所述步骤二中,在10min内将控制炉温线性升高至110℃~120℃;升温速度不超过20℃/min。
8.根据权利要求2所述的固化方法,其特征在于:所述步骤三中,高温恒温固化温度为110℃~120℃,固化时间3h~4h。
技术总结
本发明涉及惯性器件精密装调技术领域,尤其涉及所述装置包括:工作台、夹具、自动点胶机、胶管和针头;所述夹具为长方体框架结构,其上表面连接定位板;所述工作台为矩形板状结构,所述工作台上表面设有长方形凹槽用于对所述夹具进行定位;所述夹具上表面定位板上设有多个螺纹孔和多个点胶位置孔;待点胶加速度计组件设置在夹具内部且通过螺钉与上表面定位板固定;所述自动点胶机设置在工作台旁,自动点胶机出胶口通过胶管连接针头,通过针头伸入点胶位置孔为加速度计组件点胶;所述自动点胶机还用于控制出胶量和出胶速度。
技术研发人员:王福林,郭雪涛
受保护的技术使用者:中国航空工业集团公司西安飞行自动控制研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!