塑烧板表面薄膜结构及其制备方法与流程
本发明涉及塑烧板覆膜,具体而言,涉及一种塑烧板表面薄膜结构及其制备方法。
背景技术:
1、塑烧板在生产过程中,会在外表面覆膜,覆膜工艺通常为传统的粉末喷涂或涂料喷涂后烘干。通过上述工艺获得的塑烧板表面薄膜结构,薄膜的粉粒之间的结合力较差,构成薄膜的主要成分的聚四氟乙烯无法与塑烧板基体有效结合,受到冲击和摩擦作用后容易脱落,耐久度不高。
技术实现思路
1、本发明的第一个目的在于提供一种塑烧板表面薄膜结构,以解决现有塑烧板表面薄膜结构受到冲击和摩擦作用后容易脱落的技术问题。
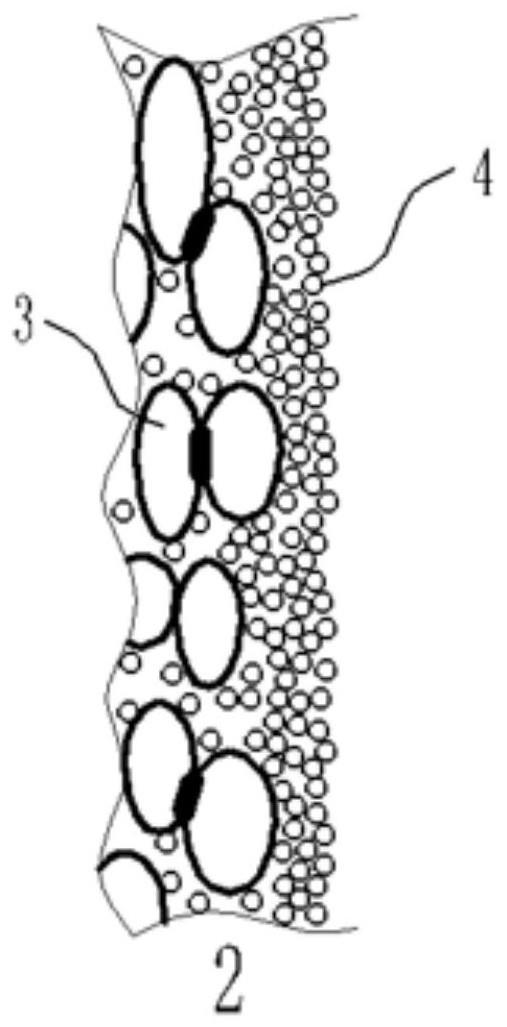
2、本发明提供的塑烧板表面薄膜结构,包括基底层和表面层,所述基底层涂覆于塑烧板基体的外表面,所述表面层涂覆于所述基底层的远离所述塑烧板基体的一面;所述基底层中设有树脂和第一聚四氟乙烯,所述第一聚四氟乙烯呈粉末颗粒状。
3、进一步地,所述基底层的厚度为0.05mm-0.15mm。
4、进一步地,所述表面层的厚度为0.05mm-0.15mm。
5、本发明塑烧板表面薄膜结构带来的有益效果是:
6、通过设置主要由基底层和表面层组成的塑烧板表面薄膜结构,使得塑烧板基体的外部形成双层结构的表面过滤层,提高了塑烧板表面薄膜结构的稳定性。而且,通过在基底层中设置树脂,利用含有树脂的基底层先涂覆于塑烧板基体,能够增加基底层与塑烧板基体之间的结合力,使得塑烧板在受到冲击和摩擦作用后,塑烧板表面薄膜结构不易脱落,耐久度较高。
7、同时,通过在基底层中混合第一聚四氟乙烯,还使得在树脂熔融固化时,颗粒状的第一聚四氟乙烯能够阻止树脂粉末过度融合,以使塑烧板基体表面形成网状的固化层,利用任意相邻两第一聚四氟乙烯颗粒之间的切线接触,在塑烧板基体外表面形成微小孔隙,使得塑烧板基体的外表面形成密集微孔,保证了塑烧板的透气性。
8、本发明的第二个目的在于提供一种塑烧板表面薄膜的制备方法,以解决现有塑烧板表面薄膜结构受到冲击和摩擦作用后容易脱落的技术问题。
9、本发明提供的塑烧板表面薄膜的制备方法,用于形成上述塑烧板表面薄膜结构,包括:
10、在塑烧板基体的外表面涂覆基底层,所述基底层包括树脂和第一聚四氟乙烯,其中,所述第一聚四氟乙烯呈粉末颗粒状;
11、在基底层的外表面涂覆表面层。
12、进一步地,所述在塑烧板基体的外表面涂覆基底层包括:
13、以占第一聚四氟乙烯质量百分比计,将3%-10%的树脂粉末原料添加到呈粉末颗粒状的第一聚四氟乙烯中,所述树脂包括环氧树脂、酚醛树脂和有机胶粘剂中的一种,所述树脂粉末的大小为1μm-5μm;所述基底层还包括固化剂和促进剂,以占第一聚四氟乙烯质量百分比计,所述固化剂的含量为0.4%-1.2%,所述促进剂的含量为0.15%-0.5%。
14、进一步地,所述在塑烧板基体的外表面涂覆基底层包括:将第一聚四氟乙烯、树脂粉末、固化剂和促进剂混合后的基底层涂覆在所述塑烧板基体的外表面后,以70℃-100℃的温度保温烘烤20min-40min。
15、进一步地,所述在基底层的外表面涂覆表面层包括:所述表面层包括第二聚四氟乙烯和辅助材料,所述辅助材料包括强化材料和功能材料,所述第二聚四氟乙烯呈粉末状,所述第二聚四氟乙烯的粒径为0.05μm-0.15μm。
16、进一步地,以占用于形成表面层的表层涂料的质量百分比计,所述强化材料包括2%-5%的中空玻璃微珠、3%-8%的碳纤维和2%-5%的玻璃纤维中的一种。
17、进一步地,以占用于形成表面层的表层涂料的质量百分比计,所述功能材料占1%-3%,所述功能材料包括石墨粉和碳粉中的一种。
18、进一步地,所述在基底层的外表面涂覆表面层包括:将第二聚四氟乙烯和辅助材料混合成的表层涂料通过粉末喷涂或涂料喷涂的方式涂覆于所述基底层后,以115℃-130℃的温度保温烘烤20min-40min。
19、本发明塑烧板表面薄膜的制备方法带来的有益效果是:
20、通过采用该制备方法形成上述塑烧板表面薄膜结构,使得塑烧板基体外部形成稳定的双层结构,从而使得塑烧板在受到冲击和摩擦作用后,塑烧板表面薄膜结构不易脱落,耐久度较高。
技术特征:
1.一种塑烧板表面薄膜结构,其特征在于,包括基底层和表面层,所述基底层涂覆于塑烧板基体的外表面,所述表面层涂覆于所述基底层的远离所述塑烧板基体的一面;所述基底层中设有树脂和第一聚四氟乙烯,所述第一聚四氟乙烯呈粉末颗粒状。
2.根据权利要求1所述的塑烧板表面薄膜结构,其特征在于,所述基底层的厚度为0.05mm-0.15mm。
3.根据权利要求1所述的塑烧板表面薄膜结构,其特征在于,所述表面层的厚度为0.05mm-0.15mm。
4.一种塑烧板表面薄膜结构的制备方法,其特征在于,用于形成如权利要求1-3任一项所述的塑烧板表面薄膜结构,包括:
5.根据权利要求4所述的塑烧板表面薄膜结构的制备方法,其特征在于,所述在塑烧板基体的外表面涂覆基底层包括:
6.根据权利要求5所述的塑烧板表面薄膜结构的制备方法,其特征在于,所述在塑烧板基体的外表面涂覆基底层包括:将第一聚四氟乙烯、树脂粉末、固化剂和促进剂混合后的基底层涂覆在所述塑烧板基体的外表面后,以70℃-100℃的温度保温烘烤20min-40min。
7.根据权利要求4所述的塑烧板表面薄膜结构的制备方法,其特征在于,所述在基底层的外表面涂覆表面层包括:所述表面层包括第二聚四氟乙烯和辅助材料,所述辅助材料包括强化材料和功能材料,所述第二聚四氟乙烯呈粉末状,所述第二聚四氟乙烯的粒径为0.05μm-0.15μm。
8.根据权利要求7所述的塑烧板表面薄膜结构的制备方法,其特征在于,以占用于形成表面层的表层涂料的质量百分比计,所述强化材料包括2%-5%的中空玻璃微珠、3%-8%的碳纤维和2%-5%的玻璃纤维中的一种。
9.根据权利要求7所述的塑烧板表面薄膜结构的制备方法,其特征在于,以占用于形成表面层的表层涂料的质量百分比计,所述功能材料占1%-3%,所述功能材料包括石墨粉和碳粉中的一种。
10.根据权利要求7所述的塑烧板表面薄膜结构的制备方法,其特征在于,所述在基底层的外表面涂覆表面层包括:将第二聚四氟乙烯和辅助材料混合成的表层涂料通过粉末喷涂或涂料喷涂的方式涂覆于所述基底层后,以115℃-130℃的温度保温烘烤20min-40min。
技术总结
本发明提供了一种塑烧板表面薄膜结构及其制备方法,涉及塑烧板覆膜技术领域,为解决现有塑烧板表面薄膜结构受到冲击和摩擦作用后容易脱落的问题而设计。该塑烧板表面薄膜结构包括基底层和表面层,基底层涂覆于塑烧板基体的外表面,表面层涂覆于基底层的远离塑烧板基体的一面;基底层中设有树脂和第一聚四氟乙烯,第一聚四氟乙烯呈粉末颗粒状。本发明能够增加基底层与塑烧板基体之间的结合力,使得塑烧板在受到冲击和摩擦作用后,塑烧板表面薄膜结构不易脱落,耐久度较高。
技术研发人员:李健,王雪,杨一博
受保护的技术使用者:万泰(苏州)环境科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!