涂覆点胶生产设备的制作方法
1.本发明涉及喷涂点胶设备领域,特别涉及一种涂覆点胶生产设备。
背景技术:
2.目前。在家用电器、通讯设备、汽车电子行业的电路板生产过程中都要进行喷涂三防漆工序,其中传统的电路板喷涂设备都是单个喷涂设备,喷涂完成正面后要通过人工将末端的空治具搬运回线体前端,再通过人工将装有电路板的治具翻转过来再送入到喷涂设备喷涂反面。在喷涂线体末端配备两个人工进行人工检查三防漆喷涂效果是否合格。喷涂后需要进行点胶,而需要点胶作业时还要通过人工将产品转线到另一条点胶线再进行点胶。这种单体设备简单,占用车间面积小,受到普遍应用。但其自动化程度低,还是要用很多员工操作,转线频繁,这样生产效率低。
3.故需要提供一种涂覆点胶生产设备来解决上述技术问题。
技术实现要素:
4.本发明提供一种涂覆点胶生产设备,以解决现有技术中的喷涂点胶设备自动化程度低,需要很多员工操作,转线频繁,生产效率低的问题。
5.为解决上述技术问题,本发明的技术方案为:一种涂覆点胶生产设备,其包括依次对接的上板装置、前升降装置、喷涂装置、固化装置、翻板装置、点胶装置、检查装置、后升降装置以及下板装置,且对接形成上层输送线体,所述涂覆点胶生产设备还包括回传输送线体,所述回传输送线体设置在所述上层输送线体的下方,且所述回传输送线体的两端分别与所述前升降装置和所述后升降装置对接;
6.其中,所述前升降装置包括前升降机架、设置在所述前升降机架上的前升降机构、以及设置在所述前升降机构上的前输送轨道,所述前输送轨道通过升降与所述上层输送线体、或与所述下层输送线体对接,所述后升降装置包括后升降机架、设置在所述后升降机架上的后升降机构、以及设置在所述后升降机构上的后输送轨道,所述后输送轨道通过升降与所述上层输送线体、或与所述下层输送线体对接。
7.在本发明中,所述前升降装置上还设置有前升降空治具检测机构、第一进料传感器以及第一出料传感器,所述第一进料传感器设置在所述前升降装置靠近所述上板装置的一端,用于感应所述上板装置输送来的治具,所述第一出料传感器设置在所述前升降装置靠近所述喷涂装置的一端,用于感应所述前升降装置上的治具向所述喷涂装置的输送,以及用于感应所述回传输送线体的治具向所述前升降装置的输送,所述前升降空治具检测机构设置在所述前升降装置的一侧,用于检测来自所述回传输送线体的治具是否载有产品,所述前升降装置根据所述前升降空治具检测机构的信号将空治具向所述上板装置输送,或将载有产品的治具向所述喷涂装置输送;
8.所述后升降装置上还设置有喷涂检测机构、第二进料传感器以及第二出料传感器,所述第二进料传感器设置在所述后升降装置靠近所述检查装置的一端,用于感应所述
检查装置输送来的治具,以及用于感应所述后升降装置上的治具向所述回传输送线体的输送,所述第二出料传感器设置在所述后升降装置靠近所述下板装置的一端,用于感应治具在所述后升降装置和所述下板装置之间的输送,所述喷涂检测机构设置在所述后升降装置的一侧,用于来自所述检查装置的治具上的产品是否完成喷涂,所述后升降装置根据所述喷涂检测机构的信号将空治具、以及未完成喷涂的治具向所述回传输送线体输送,或将载有产品且完成喷涂的治具向所述下板装置输送;
9.所述下板装置包括后升降空治具检测机构、第三进料传感器、以及下板输送轨道,所述第三进料传感器设置在所述下板输送轨道靠近所述后升降装置的一端,用于感应所述后升降装置上的治具向所述下板装置的输送、以及用于感应所述下板装置上的空治具向后所述升降装置的输送,所述后升降空治具检测机构设置在下板输送轨道的一侧,用于检测所述下板输送轨道上的治具是否载有产品。
10.其中,所述上板装置包括上板机架、上板输送轨道、上板定位传感器以及上板出料传感器,所述上板输送轨道设置在所述上板机架上,所述上板定位传感器和所述上板出料传感器沿所述上板输送轨道的输送方向依次设置,所述上板定位传感器用于感应所述上板装置上输送的治具以控制治具停止在所述上板装置上的设定位置,所述上板出料传感器用于感应所述上板装置上的治具向所述前升降装置的输送、以及用于感应所述前升降装置上的空治具向所述上板装置的输送。
11.在本发明中,所述涂覆点胶生产设备还包括第一过板接驳装置、第二过板接驳装置以及第三过板接驳装置,所述第一过板接驳装置设置在所述前升降装置和所述喷涂装置之间,所述第二过板接驳装置设置在所述喷涂装置和所述固化装置之间,所述第三过板接驳装置设置在所述翻板装置和所述点胶装置之间。
12.在本发明中,所述喷涂装置包括用于承载产品的喷涂输送轨道、以及设置在所述喷涂输送轨道上方的喷头和喷涂信息读取机构;
13.所述点胶装置包括用于承载产品的点胶平台、以及设置在所述点胶平台上方的点胶头和点胶信息读取机构;
14.所述翻板装置包括用于夹持输送产品的翻转输送轨道、以及设置在所述翻转输送轨道上方的翻板信息读取机构。
15.所述检查装置包括用于承载产品的检查平台、以及设置在所述检查平台上方的检测摄像头和检查信息读取机构。
16.进一步的,所述上板输送轨道、所述前输送轨道、所述喷涂输送轨道、所述点胶平台、所述翻转输送轨道、所述检查平台、所述后输送轨道、以及所述回传输送线体均对应连接有调宽丝杠,调宽电机与所述调宽丝杠以驱动所述调宽丝杠转动,所有的所述调宽电机均与同一个控制装置电性连接。
17.在本发明中,所述前升降装置包括多组所述前输送轨道,多组所述前输送轨道平行设置在所述前升降机构的不同高度位置,所述回传输送线体包括回传输送传感器和前升降空治具检测机构,所述回传输送定位传感器和所述前升降空治具检测机构均设置在所述回传输送线体靠近所述前升降装置的一端,且所述回传输送定位传感器相较所述前升降空治具检测机构更靠近所述前升降装置,控制装置根据所述回传输送定位传感器的感应信号控制所述回传输送线体停止,所述前升降空治具检测机构用于检测停止后的所述回传输送
线体的治具是否载有产品。
18.在本发明中,所述喷涂装置还包括外壳罩、基座、喷涂输送轨道、滑板、连接架、以及密封帘,所述密封帘包括平行设置的多个密封帘单体,所述外壳罩包围在所述基座顶部,所述喷涂输送轨道位于所述外壳罩内,所述外壳罩的两端设置有用于产品输送的开口,所述密封帘单体的顶端与所述开口的顶端连接,所述密封帘单体的底端设置有第一磁铁,所述滑板活动设在所述外壳罩内壁且靠近所述开口的底端,所述滑板上设置有多个用于与所述第一磁铁定位磁吸的第二磁铁;
19.治具上设置挤压块,所述连接架的两端均连接有延伸板,两块延伸板分别竖向滑动连接在喷涂输送轨道的两侧,所述连接架的底端通过弹性件与所述基座连接,所述延伸板的顶端设置有受压块,所述受压块位于所述挤压块滑动轨迹的上方,所述滑板与所述连接架连接,所述挤压块挤压所述受压块上移,从而带动所述滑板上滑,使得所述第二磁铁与所述第一磁铁磁吸,进而使得多个所述密封帘单体对所述开口形成密封。
20.其中,所述第一磁铁的底端连接有塑料材质的定位板,所述定位板的底端贯穿设置的定位凹槽,所述滑板上设置有用于与所述定位凹槽匹配的定位凸部。
21.进一步的,所述受压块靠近所述挤压块的一面上滚动设置有滚珠。
22.在本发明中,所述翻板装置还包括翻转机架、固定板、活动板、滑杆、驱动杆以及翻转输送轨道,两块所述固定板分别转动连接在所述翻转机架的两侧,所述滑杆和所述驱动杆连接在两块所述固定板之间,所述活动板与所述固定板平行设置,所述活动板与所述滑杆滑动连接,所述活动板与所述驱动杆传动连接以被驱动滑动,所述翻转输送轨道包括互相匹配的第一轨道和第二轨道,所述第一轨道设置在一个所述固定板的内侧,所述第二轨道设置在所述活动板靠近所述第一轨道的一侧。
23.在本发明中,所述翻板装置还包括两组限位组件,所述限位组件包括气缸、传动杠杆以及第一限位块,所述固定板外侧两端均设置有第二限位块,所述第一限位块与所述翻转机架转动连接,所述气缸的输出端通过所述传动杠杆与所述第一限位块转动连接,以控制所述第一限位块转动与所述第二限位块接触,或与所述第二限位块避位。
24.在本发明中,所述喷涂装置还包括喷涂支架和横梁,所述横梁滑动连接在所述喷涂支架上,多个所述喷头滑动连接在所述横梁上,所述横梁上设置有刻度尺。
25.在本发明中,检查装置还包括灯具,两个所述灯具分别设置在所述检查平台的两侧,所述灯具包括灯架以及转动连接在所述灯架上的灯体。
26.本发明相较于现有技术,其有益效果为:本发明的涂覆点胶生产设备能将空治具和翻面后的电路板通过前升降装置、后升降装置以及回传输送线体进行回传,自动化程度高,工作效率高。且能自动进行喷涂和点胶的质量检查,节省人工成本,提高了产品质量。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面对实施例中所需要使用的附图作简单的介绍,下面描述中的附图仅为本发明的部分实施例相应的附图。
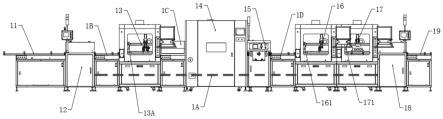
28.图1为本发明的涂覆点胶生产设备的主视图。
29.图2为本发明的涂覆点胶生产设备的俯视图。
30.图3为本发明的涂覆点胶生产设备的喷涂装置的结构示意图。
31.图4为图3中的喷涂装置设置了密封帘的结构示意图。
32.图5为图3中的喷涂装置去除了外壳罩的结构示意图。
33.图6为图5中的连接架和滑板的结构示意图。
34.图7为图4中的密封帘单体底部的局部结构示意图。
35.图8为本发明的涂覆点胶生产设备的翻板装置的结构示意图。
36.图9为图8中的翻板装置的限位组件的结构示意图。
37.图10为本发明的涂覆点胶生产设备的检查装置的结构示意图。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.本发明中所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「内」、「外」、「侧面」、「顶部」以及「底部」等词,仅是参考附图的方位,使用的方向用语是用以说明及理解本发明,而非用以限制本发明。
40.本发明术语中的“第一”“第二”等词仅作为描述目的,而不能理解为指示或暗示相对的重要性,以及不作为对先后顺序的限制。
41.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,连接可以是可拆卸连接,或一体结构的连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
42.现有技术中的电路板喷涂设备都是单个喷涂设备,喷涂完成正面后要通过人工将末端的空治具搬运回线体前端,再通过人工将装有电路板的治具翻转过来再送入到喷涂设备喷涂反面。在喷涂线体末端配备两个人工进行人工检查三防漆喷涂效果是否合格。
43.喷涂后需要进行点胶,而需要点胶作业时还要通过人工将产品转线到另一条点胶线再进行点胶。这种单体设备简单,占用车间面积小,受到普遍应用。但其自动化程度低,还是要用很多员工操作,转线频繁,这样生产效率低。
44.如下为本发明提供的一种能解决以上技术问题的涂覆点胶生产设备的优选实施例。
45.请参照图1和图2,其中图1为本发明的涂覆点胶生产设备的主视图。图2为本发明的涂覆点胶生产设备的俯视图。
46.在图中,结构相似的单元是以相同标号表示。
47.本发明提供一种涂覆点胶生产设备,其包括依次对接的上板装置11、前升降装置12、喷涂装置13、固化装置14、翻板装置15、点胶装置16、检查装置17、后升降装置18以及下板装置19,且对接形成上层输送线体,涂覆点胶生产设备还包括回传输送线体1a,回传输送线体1a设置在上层输送线体的下方,且回传输送线体1a的两端分别与前升降装置12和后升降装置18对接。图1中用虚线示出了回传输送线体1a,其中回传输送线体1a由多段回传输送
轨道对接形成,当治具靠近前升降装置12使得前段的回传输送轨道停止时,后段的回传输送轨道可以继续运行进行输送,以提高效率。
48.其中,前升降装置12包括前升降机架121、设置在前升降机架121上的前升降机构122、以及设置在前升降机构122上的前输送轨道123,前输送轨道123通过升降与上层输送线体、或与下层输送线体对接,后升降装置18包括后升降机架181、设置在后升降机架181上的后升降机构182、以及设置在后升降机构182上的后输送轨道183,后输送轨道183通过升降与上层输送线体、或与下层输送线体对接。后升降装置18通过升降将上层输送线体上需要喷涂反面的电路板、以及将下板装置19上拿走电路板之后的空治具输送到回传输送线体1a,前升降装置12接收回传输送线体1a上的空治具或载有电路板的治具,将空治具输送至上板装置11上,将载有电路板的治具输向喷涂装置13,自动化程度高,工作效率高。
49.需要说明的是,前升降机构122和后升降机构182均可采用现有技术中的直线驱动机构,如可采用与图8所示的翻板装置类似的机构,通过滑杆和驱动杆配合带动前输送轨道123、或带动后输送轨道183进行升降,此处未配图进行详细说明。
50.请参照图2,在本实施例中,前升降装置12上还设置有前升降空治具检测机构125、第一进料传感器124以及第一出料传感器126。第一进料传感器124设置在前升降装置12靠近上板装置11的一端,用于感应上板装置11输送来的治具,第一出料传感器126设置在前升降装置12靠近喷涂装置13的一端,用于感应前升降装置12上的治具向喷涂装置13的输送,以及用于感应回传输送线体1a的治具向前升降装置12的输送,前升降空治具检测机构125设置在前升降装置12的一侧,用于检测来自回传输送线体1a的治具是否载有产品,前升降装置12根据前升降空治具检测机构125的信号将空治具向上板装置11输送,或将载有产品的治具向喷涂装置13输送。
51.后升降装置18上还设置有喷涂检测机构184、第二进料传感器185以及第二出料传感器186。第二进料传感器185设置在后升降装置18靠近检查装置17的一端,用于感应检查装置17输送来的治具,以及用于感应后升降装置18上的治具向回传输送线体1a的输送,第二出料传感器186设置在后升降装置18靠近下板装置19的一端,用于感应后升降装置18上的治具向下板装置19的输送,喷涂检测机构184设置在后升降装置18的一侧,用于检测来自检查装置17的治具上的产品是否完成喷涂,后升降装置18根据喷涂检测机构184的信号将空治具、以及未完成喷涂的治具向回传输送线体1a输送,或将载有产品且完成喷涂的治具向下板装置19输送。
52.下板装置19包括下板机架194、以及设置在下板机架194上的后升降空治具检测机构193、第三进料传感器192、以及下板输送轨道191。第三进料传感器192设置在下板输送轨道191靠近后升降装置18的一端,用于感应后升降装置18上的治具向下板装置19的输送、以及用于感应下板装置19上的空治具向后升降装置18的输送。后升降空治具检测机构193设置在下板输送轨道191的一侧,用于检测下板输送轨道191上的治具是否载有产品,当检测到下板输送轨道191上的治具为空治具,控制装置会控制后升降装置18与下板输送轨道191对接,以接收空治具。
53.下板装置19还包括第三出料传感器195,第三出料传感器195设置在下板机架194远离检查装置17的一端,能用于感应电路板并控制下板装置19停止输送。还能用于对接后置工序的设备。
54.其中,上板装置11包括上板机架111、上板输送轨道112、上板定位传感器114以及上板出料传感器116,上板输送轨道112设置在上板机架111上,上板定位传感器114和上板出料传感器116沿上板输送轨道112的输送方向依次设置,上板定位传感器114用于感应上板装置11上输送的治具以控制治具停止在上板装置11上的设定位置,以便进行人工或机械将电路板放置到治具上。上板出料传感器116用于感应上板装置11上的治具向前升降装置12的输送、以及用于感应前升降装置12上的空治具向上板装置11的输送。
55.另外,上板装置11还可以设置上板进料传感器113和上板空治具检测机构115,上板进料传感器113设置在上板机架111远离喷涂装置13的一端,能用于对接前置工序的设备,进一步提高自动化制造程度。上板空治具检测机构115设置在上板定位传感器114和上板出料传感器116之间,用于确认上板装置11上的治具是否载有产品,避免输送出错。
56.请参照图1,在本实施例中,涂覆点胶生产设备还包括第一过板接驳装置1b、第二过板接驳装置1c以及第三过板接驳装置1d,第一过板接驳装置1b设置在前升降装置12和喷涂装置13之间,第二过板接驳装置1c设置在喷涂装置13和固化装置14之间,第三过板接驳装置1d设置在翻板装置15和点胶装置16之间。由于喷涂、固化、点胶等工序时间较长,通过设置过板接驳装置能缓存载有产品的治具,在完成喷涂、固化、或点胶操作后,能快速将产品送入相应的设备内。第一过板接驳装置1b、第二过板接驳装置1c以及第三过板接驳装置1d均为链条或皮带等现有输送结构。
57.需要说明的是,第一过板接驳装置1b、第二过板接驳装置1c以及第三过板接驳装置1d上均设置有相应的传感器,以感应治具位置,进而控制第一过板接驳装置1b、第二过板接驳装置1c以及第三过板接驳装置1d的启停。
58.在本实施例中,固化装置14包括用于对喷涂后的电路板照光固化涂层的uv固化灯141(uv固化灯141位于壳罩内,图2中用虚线示意了uv固化灯141,uv固化灯是一种紫外线灯),固化装置14还设置有用于为uv固化灯141散热的抽风冷却机构142。
59.在本实施例中,喷涂装置13包括用于承载产品的喷涂输送轨道、以及设置在喷涂输送轨道上方的喷头139和喷涂信息读取机构13a,喷涂信息读取机构13a读到电路板上的信息码后,喷涂装置13的软件会立马调出当前电路板的喷涂轨迹程序,通过控制喷头139运动执行喷涂轨迹程序。需要说明的是,本实施例中的喷头139与xyzu运动组件连接,从而执行各项运动。xyzu运动组件为现有技术,如现有技术中多轴机械手的运动结构,此处不进行赘述。
60.点胶装置16包括用于承载产品的点胶平台、以及设置在点胶平台上方的点胶头和点胶信息读取机构161,点胶信息读取机构161读到电路板上的信息码后,点胶装置16的软件会立马调出当前电路板的点胶轨迹程序,通过控制点胶头运动执行点胶轨迹程序。
61.翻板装置15包括用于夹持输送产品的翻转输送轨道、以及设置在翻转输送轨道上方的翻板信息读取机构,翻板信息读取机构能读取电路板上的信息码,翻板装置15根据翻板信息读取机构读取的信息,然后决定翻转输送轨道是否翻转。
62.检查装置17包括用于承载产品的检查平台、以及设置在检查平台上方的检测摄像头172和检查信息读取机构171。检查信息读取机构171读到电路板上的信息码后,检查装置17的检查软件会立马调出相应的喷涂效果检查轨迹程序,控制检测摄像头172执行喷涂效果检查轨迹程序进行拍摄检测。
63.需要说明的是,信息码可以设置在治具的表面。点胶输送轨道为支撑治具的点胶平台,检查装置17的检查输送轨道为支撑治具的检查平台。
64.进一步的,上板输送轨道112、前输送轨道123、喷涂输送轨道、点胶平台、翻转输送轨道、检查平台、后输送轨道183、以及回传输送线体1a均对应连接有调宽丝杠,调宽电机与调宽丝杠以驱动调宽丝杠转动,所有的调宽电机均与同一个控制装置电性连接。控制装置的主控触摸屏上连接有手持扫码装置,当要进行不同规格产品加工时,治具宽度不同,时只要扫一下治具上的信息码整条线所有的输送轨道、包括下层的回传输送线体1a一起切换到其对应的轨道宽度,自动化程度高,操作非常便捷。还需要说明的是,本实施例中的上板输送轨道112、前输送轨道123、喷涂输送轨道、点胶平台、翻转输送轨道、检查平台、后输送轨道183、以及回传输送线体1a均可采用链条或皮带等现有输送结构。
65.可选的,本实施例中的前升降装置12包括多组前输送轨道123,多组前输送轨道123平行设置在前升降机构122的不同高度位置,回传输送线体1a包括回传输送传感器和前升降空治具检测机构125,回传输送定位传感器和前升降空治具检测机构125均设置在回传输送线体1a靠近前升降装置12的一端,且回传输送定位传感器相较前升降空治具检测机构125更靠近前升降装置12,控制装置根据回传输送定位传感器的感应信号控制回传输送线体1a停止,前升降空治具检测机构125用于检测停止后的回传输送线体1a的治具是否载有产品。使得前升降机构122每次升降能接收转运多组治具。
66.优选的,前升降机构122的不同高度位置设置有两组前输送轨道123,回传输送线体1a上的空治具和载有产品的治具间隔设置,前升降机构122每次下降,两组前输送轨道123中的一个接收一个空治具,另一个接收载有产品的治具,然后前升降机构122上升,能将空治具向上板装置11输送,能将载有产品的治具向第一过板接驳装置1b输送,操作更加高效。
67.需要说明的是,单个喷涂设备生产效率低操作速度慢,是由人工很慢的将单个电路板输入设备内,或拿出设备,因此喷涂设备上方便设置开合的封闭门,在喷涂过程中可人工直接关闭封闭门。但在制作形成高效率的自动化流水线体后,电路板是很频繁较快的进行输入输出,因此喷涂设备上一般只简单的在输入口和输出口设一个风琴罩、或活动度很高的橡胶帘子,这类结构的封闭效果较差,导致喷涂原料非常容易扩散到外部空间,影响操作人员的身体健康。
68.请参照图3-图6,在本实施例中,喷涂装置13还包括外壳罩132、基座131、喷涂输送轨道133、滑板135、连接架136、以及密封帘134,密封帘134包括平行设置的多个密封帘单体1343,外壳罩132包围在基座131顶部,喷涂输送轨道133位于外壳罩132内,外壳罩132的两端设置有用于产品输送的开口1321,密封帘单体1343的顶端与开口1321的顶端连接,密封帘单体1343的底端设置有第一磁铁1341,滑板135活动设在外壳罩132内壁且靠近开口1321的底端,滑板135上设置有多个用于与第一磁铁1341定位磁吸的第二磁铁1351。
69.治具上设置挤压块,连接架136的两端均连接有延伸板1361,两块延伸板1361分别竖向滑动连接在喷涂输送轨道133的两侧,连接架136的底端通过弹性件13c与基座131连接,延伸板1361的顶端设置有受压块1362,受压块1362位于挤压块滑动轨迹的上方,滑板135与连接架136连接,挤压块挤压受压块1362上移,从而带动滑板135上滑,使得第二磁铁1351与第一磁铁1341磁吸,使得多个密封帘单体1343能稳定对接排列,进而使得密封帘134
对开口1321形成密封,密封效果好。
70.其中,本实施例中弹性件13c的具体设置为:在基座131上连接有压板13b,压板13b位于连接架136的上方,弹性件13c限位设置在连接架136和压板13b之间。
71.需要说明的是,当治具输送到喷涂位置时,挤压块与受压块136才挤压接触。因此,当治具在开口1321处进行输送时,连接架136在弹性件13c的挤压下向下移动,使得滑板135下滑远离第一磁铁1341,因此治具能很轻松顺利的通过密封帘,阻力非常小。
72.优选的,请参照图6和图7,本实施例中的第一磁铁1341的底端连接有塑料材质的定位板1342,定位板1342的底端贯穿设置的定位凹槽13421,滑板135上设置有用于与定位凹槽13421匹配的定位凸部1352。定位板1342与滑板135之间无磁吸力,方便定位配合,滑板135与第一磁铁1341之间的保持一定的磁吸力,既能保证多个密封帘单体1343之间稳定对接排列,又方便滑板与密封帘134脱离连接。
73.本实施例中的,定位凹槽13421优选为v形槽,方便与定位凸部1352对接,定位凸部1352和第二磁铁1351设置在滑板135的侧表面,第一磁铁1341设置在密封帘单体1343的侧表面,滑板135的侧表面与密封帘的侧表面呈面接触定位。
74.优选的,定位板1342的底部覆盖设置橡胶层1345,较为柔软,以免刮伤电路板。
75.在本发明中,密封帘单体1343的两侧内嵌设置有圆柱形的条形磁铁1344,条形磁铁1344与第一磁铁1341相距设定距离。能加强相邻的密封帘单体1343之间的密封性,同时由于条形磁铁1344为圆柱形,相邻的条形磁铁1344之间形成线性的磁吸,磁吸力不会太强,便于分开,利于治具通过密封帘134。
76.优选的,可在受压块1362靠近挤压块的一面上滚动设置有滚珠,减少受压块1362与治具之间的摩擦,避免影响治具的输送。受压块对治具的力是向下的,也能使得治具与喷涂输送轨道133接触更紧,利于输送。
77.在本实施例中,喷涂装置13还包括喷涂支架137和横梁138,横梁138滑动连接在喷涂支架137上,多个喷头139滑动连接在横梁138上,横梁138上设置有刻度尺1381,以方便精确调整喷头139的位置。
78.请参照图8,本实施例中的翻板装置15还包括翻转机架151、固定板152、活动板153、滑杆154、驱动杆155以及翻转输送轨道。两块固定板152分别转动连接在翻转机架151的两侧,且与翻转电机158驱动转动,滑杆154和驱动杆155连接在两块固定板152之间,活动板153与固定板152平行设置,活动板153与滑杆154滑动连接,活动板153与驱动杆155传动连接以被驱动滑动,翻转输送轨道包括互相匹配的第一轨道1561和第二轨道1562,第一轨道1561设置在一个固定板152的内侧,第二轨道1562设置在活动板153靠近第一轨道1561的一侧。通过驱动杆155转动,驱动活动板153移动,能调整第一轨道1561和第二轨道1562之间的间距。本实施例中的第一轨道1561和第二轨道1562是上下均有输送链条,治具夹持在上下输送链条之间。通过驱动固定板152翻转,带动整个翻转输送轨道翻转。
79.请参照图9,本实施例中的翻板装置15还包括两组限位组件,限位组件包括气缸1571、传动杠杆1572以及第一限位块1573,固定板152外侧两端均设置有第二限位块1521,第一限位块1573与翻转机架151转动连接,气缸1571的输出端通过传动杠杆1572与第一限位块1573转动连接,以控制第一限位块1573转动与第二限位块1521接触,从而限制固定板152转动,使其保持稳定,保证翻转输送轨道的精准输入输出,或控制第一限位块1573转动
与第二限位块1521避位,以便翻转电机158控制固定板152转动。
80.请参照图10,本实施例中的检查装置17还包括灯具,两个灯具分别设置在检查平台的两侧,灯具包括灯架1731以及转动连接在灯架1731上的灯体1732,能调节灯体1732朝向灯具照光的角度。其中检测摄像头是与移动模组连接,移动模组带动检测摄像头移动,以便对电路板上的不同位置进行检测。
81.如下对本实施例的涂覆点胶生产设备的工作原理进行说明,为了清楚说明,以电路板的两面分别为a面和b面。本发明的工作原理:首先使用与控制装置连接的扫码装置扫描一下电路板a面的信息码,此时控制装置会调整所有的输送轨道移动到与治具相应规格的宽度。
82.将电路板a面朝上并放置到定位停止在上板装置11上的空治具上,然后按下放行按钮,上板输送轨道112会将载有电路板的治具向前升降装置12输送,输送过程中会经过上板出料传感器116、第一进料传感器124和第一出料传感器126,以便通过感应信号控制上板输送轨道112和前输送轨道123的启停,治具被第一出料传感器126感应到后前升降装置12便停止输送,等到第一过板接驳装置1b给出需要进料的信号后,前升降装置12将治具向第一过板接驳装置1b输送,同样等喷涂装置13给出需要进料的信号后,前升降装置12将治具向喷涂装置13输送。
83.后续治具每从一个装置输送向另一个装置,都有相应的传感器对治具进行感应,反馈输送位置,后续不再对感应进行详细叙述。
84.治具进入到喷涂装置13后,喷涂信息读取机构13a会读电路板上的信息码,然后喷涂装置13的软件会立马调出当前电路板的喷涂轨迹程序,通过控制喷头139运动执行喷涂操作。
85.喷涂完后会将治具向第二过板接驳装置1c输送,等到固化装置14给出需要进料的信号后,治具进入到固化装置14内,经过紫光照射使得电路板上的涂层逐渐固化,固化完毕后,将治具向翻板装置15输送。
86.治具进入到翻板装置15的设定位置后停止输送,翻板信息读取机构会读取电路板上的信息码,以确认是否要翻转,若为两面均要喷涂、点胶操作的电路板,此时为电路板a面,因此会需要将电路板翻转至b面朝上。气缸1571驱动第一限位块1573与第二限位块1521避位,然后翻转电机158控制固定板152转动,使得治具翻转180度,翻转完后,气缸1571驱动第一限位块1573与第二限位块1521接触,使固定板152保持稳定。然后翻转输送轨道将治具向第三过板接驳装置1d输送。
87.点胶装置16给出需要进料的信号后,第三过板接驳装置1d将治具向点胶装置16输送,输送到点胶位置后停止,点胶信息读取机构161会读取电路板上的信息码,点胶装置16的软件会立马调出当前电路板的点胶轨迹程序,通过控制点胶头运动执行点胶操作。点胶完毕后将治具向检查装置17输送。
88.治具进入到检查装置17的设定位置并停止,检查信息读取机构171会读取电路板上的信息码,检查装置17的检查软件会立马调出相应的喷涂、点胶效果检查轨迹程序,控制检测摄像头172执行喷涂效果检查轨迹程序进行拍摄检测,检查不合格则进行报警,合格则将治具向后升降装置18输送。
89.治具到达后升降装置18上的设定位置后停止,喷涂检测机构184检测电路板的b面
是否喷有涂层,由于之前是对电路板a面进行喷涂,而电路板已翻转,因此检测不到涂层,因此后升降机构182会驱动后输送轨道183下降,并与回传输送线体1a对接,将治具向回传输送线体1a输送。
90.然后,回传输送线体1a会将治具向前升降装置12输送,当治具被回传输送线体1a靠近前升降装置12的一端的回传感应器感应到后,停止对治具的输送,并能使控制装置控制前升降机构122驱动前输送轨道123下降,并接收回传输送线体1a上的治具。治具到达前输送轨道123的设定位置后停止,并由前升降空治具检测机构125检测治具上是否载有电路板,若载有电路板,则前输送轨道123上升后将治具向第一过板接驳装置1b输送,若为没载电路板的空治具,则前输送轨道123上升后将治具上板装置11输送。此时前输送轨道123接收的为载有b面朝上电路板的治具,因此会将其向第一过板接驳装置1b输送。
91.b面朝上的电路板会如前述经过喷涂装置13的喷涂、经过固化装置14的固化、经过翻板装置15的翻板、经过点胶装置16的点胶、以及经过检查装置17的检查。其中若a面不需要点胶,则也可以根据实际情况不进行翻转和点胶操作。当这次的电路板到达后升降装置18上的设定位置后停止(假设翻转到了a面朝上),喷涂检测机构184会检测电路板的a面喷有涂层,因此,后升降装置18会将治具向下板装置19输送。治具被第三出料传感器195感应到后停止输送,可由人工取下电路板,然后按下放行按钮,后升降空治具检测机构193检测到是空治具,后输送轨道183与后升降装置18对接并接收空治具。
92.后升降机构182驱动后输送轨道183下降与回传输送线体1a对接,回传输送线体1a会将空治具向前升降装置12输送,前升降装置12输送接收空治具并在上升后向上板装置11输送。空治具输送到被上板定位传感器114感应到后停止,此时,可将未加工的电路板a面朝上并放置到上板装置11上的空治具上。如上述步骤循环的进行加工操作即可。
93.这样即完成了本优选实施例的涂覆点胶生产设备的加工过程。
94.本优选实施例的涂覆点胶生产设备能将空治具和翻面后的电路板通过前升降装置、后升降装置以及回传输送线体进行回传,自动化程度高,工作效率高。且能自动进行喷涂和点胶的质量检查,节省人工成本,提高了产品质量。
95.综上所述,虽然本发明已以优选实施例揭露如上,但上述优选实施例并非用以限制本发明,本领域的普通技术人员,在不脱离本发明的精神和范围内,均可作各种更动与润饰,因此本发明的保护范围以权利要求界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1