供料设备及涂布系统的制作方法
1.本实用新型涉及动力电池配料设备技术领域,尤其涉及一种供料设备及涂布系统。
背景技术:
2.随着科学技术的发展,人们对物质生活的需求不断提高,电池的需求量也越来越大,对电池的性能的要求也越来越高。特别是随着信息和微电子工业的迅猛发展所带来的大量工业用、民用便携式电子产品的问世,电动汽车的研制和开发,以及环境保护意识的增强,人们对体积小,重量轻,高能量,安全可靠,可反复充电使用的电池的需求更加迫切。
3.在这种情形下,动力式新型锂离子电池得以迅速发展。锂电池浆料的制备生产是锂电池原材料向锂电池成品过渡的一个非常重要的部分,对锂电池的充电放电过程及锂电池的性能有重大影响。
4.目前,锂电池浆料一般的生产方法是间歇式生产,人工称量配料,批次式加入搅拌机内进行混合,或先在预混器中进行批次式的预混合,然后再加入到高速搅拌设备中进行深度的批次式混合,经隔膜泵在泵送作用下进入过滤器,在过滤后再进行去除金属处理,之后被输送到暂存设备,再经隔膜泵泵送到达下游的涂布工艺。然而,此生产过程的浆料混合效率低下,混合效果一般。
技术实现要素:
5.本实用新型的主要目的在于提供一种供料设备及涂布系统,旨在提升物料混合的均匀性和混料效率。
6.为实现上述目的,本实用新型提出一种供料设备,包括:
7.机架;
8.储料装置,设于所述机架上或所述机架外部;以及
9.高速混合装置,设于所述机架上并与所述储料装置连通,所述高速混合装置包括高速混合机和储浆罐,所述高速混合机与所述储浆罐循环连通并用于对自所述储料装置流入的粉体和/或液体物料进行高速旋转混合,所述储浆罐用于输出粉体和/或液体物料至涂布机。
10.可选地,所述储浆罐的数量为至少两个,至少两个所述储浆罐相互循环连通。
11.可选地,所述高速混合装置还包括:
12.过滤组件和除铁组件,所述过滤组件的进料端与所述高速混合机的出料端连通,所述过滤组件的出料端与所述除铁组件的进料端连通,所述除铁组件的出料端与所述储浆罐连通;和/或
13.模温机,所述模温机与所述高速混合机连接,以用于降低所述高速混合机高速旋转产生的热量;所述模温机与所述储料装置连接,以用于控制浆料的温度。
14.可选地,所述供料设备还包括:
15.预混装置,所述预混装置的进料端与所述储料装置连通,所述预混装置的出料端与所述高速混合装置连通;所述预混装置,用于对流入的粉体和/或液体物料进行预混处理。
16.可选地,所述预混装置包括用于预混粉体的粉料预混机,和/或用于预混浆料的液料预混机;
17.所述储料装置与所述预混装置通过管道连通,且所述管道上设有电磁阀,以用于控制物料的通断。
18.可选地,所述储料装置包括用于储存粉体物料的粉料罐,和/或用于储存液体物料的液料罐;
19.其中,所述粉料罐内设有搅拌桨和除铁装置,和/或所述粉料罐上设置有过滤网。
20.可选地,所述机架设有自上而下的第一层、第二层和第三层,所述储料装置设于所述机架的第一层,所述预混装置设于所述机架的第二层,所述高速混合装置设于所述机架的第三层;或者
21.所述机架设有自上而下的第一层和第二层,所述预混装置设于所述机架的第一层,所述储料装置和所述高速混合装置均设于所述第二层;其中,所述储料装置与所述预混装置通过真空上料机连通。
22.可选地,所述供料设备还包括:
23.控制器;以及
24.转动机构,设于所述机架上,并与所述控制器信号连接,所述储料装置固定于所述转动机构上,所述转动机构用于在所述控制器的控制下驱动所述储料装置旋转。
25.可选地,所述转动机构包括:
26.第一驱动件,与所述控制器信号连接;以及
27.转盘,与所述第一驱动件驱动连接。
28.可选地,所述供料设备还包括移动机构,所述移动机构与所述控制器信号连接,所述预混装置安装于所述移动机构上;所述控制器,还用于控制所述移动机构沿第一方向移动并带动所述预混装置在多个接料位置之间进行切换。
29.可选地,所述移动机构包括:
30.第二驱动件,与所述控制器信号连接;以及
31.滑动盘,滑动设置于所述机架上;
32.所述预混装置设有接料口,所述储料装置的数量为多个,且每一所述储料装置均设有位于所述预混装置上方的转接料筒,所述转接料筒设有用于与所述接料口对接的下料口,所述滑动盘在所述第二驱动件的驱动下带动所述预混装置移动,以使所述接料口与所述下料口对接。
33.可选地,所述供料设备还包括:
34.计量器,设于所述储料装置的出料端,所述计量器与所述控制器信号连接,以用于计量制备浆料的用量并输出浆料用量信号至所述控制器;和/或
35.料位计,设于所述储料装置中,所述料位计与所述控制器信号连接,以用于监测所述储料装置中物料的余量并输出物料余量信号至所述控制器。
36.为了实现上述目的,本实用新型还提出一种涂布系统,包括如上所述的供料设备,
所述供料设备包括:
37.机架;
38.储料装置,设于所述机架上或所述机架外;以及
39.高速混合装置,设于所述机架上并与所述储料装置连通,所述高速混合装置包括高速混合机和储浆罐,所述高速混合机与所述储浆罐循环连通并用于对自所述储料装置流入的粉体和/或液体物料进行高速旋转混合,所述储浆罐用于输出粉体和/或液体物料至涂布机。
40.在本实用新型的技术方案中,该供料设备包括机架、储料装置和高速混合装置;储料装置设于机架上或机架外部;高速混合装置设于机架上并与储料装置连通,高速混合装置包括高速混合机和储浆罐,高速混合机与储浆罐循环连通并用于对自储料装置流入的粉体和/或液体物料进行高速旋转混合,储浆罐用于输出粉体和/或液体物料至涂布机。如此,通过设置高速混合机与储浆罐循环连通,并对自储料装置流入的粉体和/或液体物料进行高速旋转混合,提升了物料混合均匀性和混料效率。
附图说明
41.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
42.图1为本实用新型供料设备第一实施例的原理图;
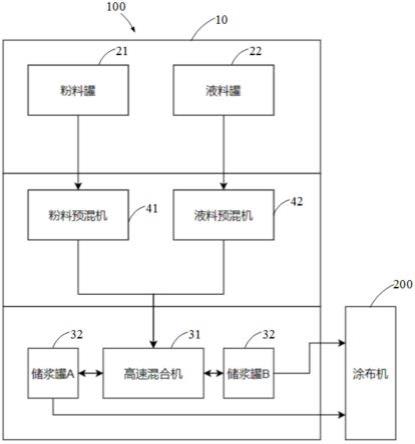
43.图2为本实用新型供料设备第二实施例的原理图;
44.图3为本实用新型供料设备第三实施例的原理图;
45.图4为本实用新型供料设备一实施例的结构示意图;
46.图5为本实用新型供料设备一实施例中储料装置与预混装置的结构示意图。
47.附图标号说明:
48.100、供料设备;200、涂布机;10、机架;20、储料装置;30、高速混合装置;31、高速混合机;32、储浆罐;40、预混装置;41、粉料预混机;42、液料预混机;21、粉料罐;22、液料罐;50、真空上料机;61、滑动盘;40a、接料口;211、转接料筒。
49.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
50.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
51.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
52.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第
二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,若全文中出现的“和/或”的含义为,包括三个并列的方案,以“a和/或b”为例,包括a方案,或b方案,或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
53.本实用新型提出一种供料设备,适用于输送浆料和/或粉体等物料至涂布机。
54.参照图1至图3,在本实用新型一实施例中,该供料设备100包括机架10、储料装置20和高速混合装置30;储料装置20设于机架10上或机架10外部;高速混合装置30设于机架10上并与储料装置20连通,高速混合装置30包括高速混合机31和储浆罐32,高速混合机31与储浆罐32循环连通并用于对自储料装置20流入的粉体和/或液体物料进行高速旋转混合,储浆罐32用于输出粉体和/或液体物料至涂布机200。
55.本实施例中,机架10可为单层、双层或多层结构,以便于各装置之间的物料流通。
56.参考图1至图4,储料装置20可包括多个储料罐,可分为粉料罐21和液料罐22,粉料罐21用于储存粉状的原料,液料罐22用于储存液体的原料。其中,粉料罐21可以根据储存的粉料作用分为粉体主料罐和粉体辅料罐;又如,粉料罐21又可以根据储存的粉料的用途分为正极粉体主料罐、负极粉体主料罐、正极粉体辅料罐和负极粉体辅料罐。
57.需要说明,一个料罐中可储存一种物料,如锰酸锂、磷酸铁锂、镍酸锂、钴酸锂、镍钴锰酸锂等。
58.粉料罐21可优选为包装罐。粉料生产商采用包装罐包装粉料,经过运输后,供给电池涂布厂,电池涂布厂可将包装罐直接安装至供料设备100上使用,不会造成拆包或转运过程中原料的浪费及污染。同样地,液料罐22亦可以采用此种方式的包装罐。
59.在生产时,可通过人工或拆包机将粉料包拆包,倒入粉料罐21中,人工或输料泵输送液体原料到相应液料罐22。
60.本实施例中,位于机架10上层的储料装置20设置于设备内,对粉料进行拆包上料时,不会造成扬尘。
61.当然,在一些其他场景中,上述的粉料罐21和液料罐22也可以用料斗来代替。此处,对储料装置20的具体结构不做限定。
62.本实施例中,高速混合装置30的高速混合机31数量可为一个,储浆罐32可设置至少两个,至少两个储浆罐32相互循环连通,可以分别配制两种浆料,也可以满足多次循环的工艺要求。储浆罐32可通过螺杆泵输送浆料到涂布机200,进行涂布供料。高速混合机31也可用高速分散机替代,此处不限。
63.当储浆罐32设置为两个时,其包括相互连通的a罐、b罐,ab罐结构相同,ab罐与高速混合机31之间形成循环连通,实现对浆料的多周期混合,在混合过程上中,高速混合机31会进一步地对浆料中的颗料进行粉碎。在涂布机200不需要浆料时,浆料一直在ab罐与高速混合机31中进行循环;当涂布机200需要涂布时,浆料集中于ab罐中的一个罐体中,进行涂布供料。
64.当储浆罐32设置为三个时,其包括a罐、b罐、c罐,abc罐与高速混合机31之间形成
循环连通。abc三罐可以确定循环次数,可适用于单层涂布或双层涂布。在应用于双层涂布时,需要供给两种不同的浆料,当第一款浆料原料进入高速混合机31并经高速旋转混合处理后,流入至a罐,之后浆料按照“a罐-高速混合机31-b罐”的顺序进行第一次循环流动,再按照“b罐-高速混合机31-a罐”的顺序进行第二次循环流动,根据设定的循环次数循环流动后,浆料储存于a罐中;然后,闲置的b罐、c罐和高速混合机按照类似上述的方式进行第二款浆料的配制及循环,循环完成后,储存于b罐中,a罐和b罐共同供料,实现双层涂布。
65.本实施例中,各个储浆罐32中均可设置搅拌装置,以防止浆料沉积。
66.当然,也可采用更多的储浆罐32,此处不限。
67.在本实用新型的技术方案中,该供料设备100包括机架10、储料装置20和高速混合装置30;储料装置20设于机架10上或机架10外部;高速混合装置30设于机架10上并与储料装置20连通,高速混合装置30包括高速混合机31和储浆罐32,高速混合机31与储浆罐32循环连通并用于对自储料装置20流入的粉体和/或液体物料进行高速旋转混合,储浆罐32用于输出粉体和/或液体物料至涂布机200。如此,通过设置高速混合机31与储浆罐32循环连通,并对自储料装置20流入的粉体和/或液体物料进行高速旋转混合,提升了物料混合均匀性和混料效率。
68.值得一提的是,该供料设备100还具有以下优势:1、该供料设备100集成于一机架10上,占用场地小,对场地要求低,可以较好地适配涂布中试线和生产线。2、集成式供料设备100可省去大量管道及相关安装工程;集成式供料设备100与传统的管道式配料系统相比,省去了较长的管道,减少了浆料在管道内的残留,避免了长管道的清洁。3、采用集成式设计,可与涂布机200对应使用,实现供料设备100和涂布机200的联动工作。4、传统的配料系统工程安装模块占比很高,本实用新型将功率系统完全设备化。5、随着锂电行业技术水平提高,由单层涂布发展为双层涂布,但配料已经没有空间再增加新设备。因此,不论是产线升级还是新产线布局,该供料设备100相对传统设备具备很大优势。6、采用集成式供料设备100,不需要人工进行原料的转运,节省人工,同时节省原材料,且不会对环境造成污染。7、自动化程度高,配料周期短。8、集成式供料设备100的管道较短,基本不存在物料不同批次混合的问题。
69.为了实现该供料设备100的物料过滤功能,以提升浆料的质量,在一实施例中,高速混合装置30还可包括过滤组件和除铁组件,过滤组件的进料端与高速混合机31的出料端连通,过滤组件的出料端与除铁组件的进料端连通,除铁组件的出料端与储浆罐32连通。
70.本实施例中,该供料设备100还可包括模温机,模温机与高速混合机31连接,以用于降低高速混合机31高速旋转产生的热量。如此,可保证高速混合机31能够正常运转,且可以避免高速混合机31产生的热量过高而蒸发掉浆料中的水分。
71.进一步地,模温机还可与储料装置20连接,以用于控制浆料的温度,以提升浆料的流动性,避免其沉积于储料装置20中。
72.为了进一步地提升该供料设备100的混料效果,参考图2和图3,在一实施例中,供料设备100还可包括预混装置40,预混装置40的进料端与储料装置20连通,预混装置40的出料端与高速混合装置30连通;预混装置40,用于对流入的粉体和/或液体物料进行预混处理。
73.参考图2和图3,本实施例中,预混装置40可包括用于预混粉体的粉料预混机41,
和/或用于预混浆料的液料预混机42;储料装置20与预混装置40通过管道连通,且管道上设有电磁阀,以用于控制物料的通断。
74.其中,粉料预混机41可设置为单锥混料机或双锥混料机。液料预混机42具有搅拌功能,用于将液料进行混合均匀。预混机的输出端可通过计量装置与高速混合机31连通,以检测预混机的浆料输出量。
75.参考图1至图3,在一实施例中,储料装置20可包括用于储存粉体物料的粉料罐21和用于储存液体物料的液料罐22。其中,粉料罐21内设有搅拌桨和除铁装置。如此,可进一步地提升混料效果和过滤效果。
76.本实施例中,搅拌桨用于对粉料进行搅拌,使在运输过程中发生偏析的原料进行混合。除铁装置用于去除粉料中的铁质杂质。
77.对于拆包投料的方式,粉料罐21的上部还可设置过滤网,以用于对粉料中的大颗料或拆包造成的杂质进行过滤。
78.请参考图2,在一实施例中,机架10可设有自上而下的第一层和第二层,预混装置40设于机架10的第一层,储料装置20和高速混合装置30均设于第二层;其中,储料装置20与预混装置40通过真空上料机50连通。
79.也就是说,机架10可分为上、下两层,储料层和高混层均设置在下层,预混层设置在上层,料罐内的原料通过真空上料机50,吸入预混机中,储料层设置在下层,便于投料。
80.请参考图3,在另一实施例中,机架10可设有自上而下的第一层、第二层和第三层,储料装置20设于机架10的第一层,预混装置40设于机架10的第二层,高速混合装置30设于机架10的第三层。
81.也就是说,该机架10分为上、中、下三层,上层可为储料层,中层可为预混层,下层可为高速混合层。
82.当然,在一些实施例中,机架10也可不设置为分层结构。此处,不限定机架10的结构,只要可以将储料装置20、预混装置40、高速混合装置30依次连通,且物料可以在上述装置之间输送即可。
83.在一实施例中,供料设备100还可包括转动机构,转动机构设于机架10上,储料装置20固定于转动机构上,转动机构用于驱动储料装置20旋转。如此,可以避免储料装置20中的物料沉积,提高物料的流动性,也能够起到一定的混合物料的作用。
84.本实施例中,转动机构可包括控制器、第一驱动件和转盘;第一驱动件与控制器信号连接;转盘与第一驱动件驱动连接;控制器,用于用于控制第一驱动件驱动转盘旋转,以带动转盘上的储料装置20旋转。
85.本实施例中,电柜、控制系统可集成于设备中,增加设备的集成度,占用空间小,组装方便。
86.本实施例中,预混机可设置一个进料口,多个料罐固定于转盘上,多个料罐通过旋转的方式实现与预混机的进料口对接。
87.需要说明,转盘可设置于机架10的上层,转盘可分为粉料转盘和液料转盘。一个粉料转盘上可固定多个粉料罐21,一个液料转盘上可固定多个液料罐22。机架10中层的对应位置可设置粉料预混机41和液料预混机42,粉料转盘上对应粉料预混机41设置,液料转盘对应液料预混机42设置。
88.为了检测该供料设备100制备浆料的用量大小,在一实施例中,供料设备100还包括计量器,设于储料装置20的出料端,计量器与控制器信号连接,以用于计量制备浆料的用量并输出浆料用量信号至控制器。
89.参考图5,在一实施例中,供料设备100还可包括移动机构,移动机构与控制器信号连接,预混装置40安装于移动机构上;控制器,还用于控制移动机构沿第一方向移动并带动预混装置40在多个接料位置之间进行切换。如此,可进一步地减少储料装置20与预混装置40之间的管道数量,同时也可实现一个预混机对不同物料进行预混,以满足不同应用场景的需求,无需设置多个预混机,节省成本。
90.其中,第一方向可为机架10的长度方向,此处不限。
91.如图5所示,本实施例中,移动机构可包括第二驱动件和滑动盘61,第二驱动件与控制器信号连接;滑动盘61滑动设置于机架10上。预混装置40设有接料口40a,储料装置20的数量为多个,且每一储料装置20均设有位于预混装置上方的转接料筒211,转接料筒211设有用于与接料口40a对接的下料口,滑动盘61在第二驱动件的驱动下带动预混装置40移动,以使接料口40a与转接料筒211的下料口对接。
92.可以理解的是,本实施例的预混装置40采用可移动式结构,不仅可以混合粉料,也可以混合液料,当需要承接粉料时,可移动至粉料罐21的下方并与其连通接料,当需要承接液料时,可移动至液料罐22的下方并与其连通接料。如此,极大地扩大了该供料设备的应用范围,能够满足各种涂布生产线的供料需求。
93.此外,本实施例中,该供料设备100还可包括料位计,料位计设于储料装置20中,料位计与控制器信号连接,以用于监测储料装置20中物料的余量并输出物料余量信号至控制器。如此,可实现检测储料装置20的物料余量,以便于在物料不足时,及时地添加物料至储料装置20中,以维持混料工作的正常进行。
94.本实用新型还提出一种涂布系统,该涂布系统包括供料设备,该供料设备的具体结构参照上述实施例,由于本实用新型提出的涂布系统包括上述供料设备的所有实施例的所有方案,因此,至少具有与所述供料设备相同的技术效果,此处不一一阐述。
95.以上所述仅为本实用新型的可选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1