工件放置装置的制作方法
1.本实用新型涉及医疗器械装置领域,涉及一种工件放置装置,尤其涉及一种细长工件真空气相沉积镀膜放置装置。
背景技术:
2.派瑞林(parylene)是一种分子级敷型涂层材料,在真空环境下,当派瑞林固态粉末气化并在高温下裂解后,它会在常温下形成高分子聚合物并沉积在要保护的工件上,从而在工件表面形成保护膜。对于真空气相沉积镀膜工艺,待镀膜的工件是否可以匹配合适的工件放置装置非常重要,工件放置装置影响着每根工件是否均可以获得较好的镀膜效果。
3.当需要将细长工件放置在立式真空镀膜设备中镀膜时,细长工件采用将每根工件夹持悬空竖立排列放置,该放置方式因需要通过夹子将细长工件夹持固定住以免细长工件掉落,会存在若夹持力小了或接触面小了则细长工件将无法固定放置有掉落风险;若夹持力紧了或接触面积大了容易在夹持处形成遮挡而使镀膜后的细长工件表面有明显的接触点,使得细长工件表面的涂层不完整。
4.因此,有必要提供一种新型的工件放置装置以解决现有技术中存在的上述问题。
技术实现要素:
5.本实用新型的目的在于提供一种工件放置装置,解决了工件存在掉落以及工件表面镀层存在接触点的问题。
6.为实现上述目的,本实用新型所述工件放置装置包括:n个网板组件和m个支撑组件,所述n为大于或者等于2的正整数,所述m为大于或者等于3的正整数,n个所述网板组件依次间隔、平行设置;
7.所述支撑组件垂直于所述网板组件设置,每个所述支撑组件用于将n个所述网板组件固定连接;
8.所述网板组件包括固定架、弹性件和丝线,所述丝线在所述固定架上形成网格,所述弹性件与所述固定架连接,所述弹性件可带动所述固定架沿所述弹性件的弹性伸缩方向移动。
9.本实用新型的所述工件放置装置的有益效果在于:所述工件放置装置包括n个网板组件和m个支撑组件,所述n为大于或者等于2的正整数,所述m为大于或者等于3的正整数,n个所述网板组件依次间隔、平行设置,根据所述工件的长度来确定所述n的数量,若是所述工件的长度过长则所述n的数量大于2,若所述工件的长度短则所述n的数量等于2;所述支撑组件垂直于所述网板组件设置,每个所述支撑组件用于将n个所述网板组件固定连接,n个所述网板组件通过所述支撑组件连接固定,使得所述工件在镀膜过程中不会出现所述网板组件移动,从而导致所述工件掉落下来的情况;所述网板组件包括固定架、弹性件和丝线,所述丝线在所述固定架上形成网格,所述弹性件与所述固定架连接,所述弹性件可带
动所述固定架沿所述弹性件的弹性伸缩方向移动,所述固定架在所述弹性件的作用下沿所述弹性件的弹性伸缩方向移动,使得所述工件表面在镀膜的过程中会有一段时间不与所述丝线接触,从而使得所述工件表面能够完整镀膜;因此将所述工件横向放置在n个所述网板组件的所述网格,且n个所述网板组件通过连接件连接固定,使得所述工件不容易掉落,该装置解决了工件存在掉落以及工件表面镀层存在接触点的问题。
10.可选的,所述支撑组件包括支撑件和若干个连接件;所述固定架为框状结构,包括多个边框;所述支撑件贯穿所有所述固定架的同侧边框,所述连接件用于将所述支撑件分别与各个所述固定架固定连接。
11.可选的,所述固定架的边框设置多个孔,每个孔设置有相匹配的螺丝;所述网板组件还包括压块,所述压块被所述螺丝固定在所述固定架上,所述丝线被所述压块和所述螺丝固定。
12.可选的,所述网板组件还包括分线板,所述分线板固定在所述固定架的边框内侧,所述分线板开设多个连接孔,所述丝线穿过所述连接孔将所述丝线固定形成所述网格。
13.可选的,所述弹性件包括支撑座、支撑柱和弹性线圈,所述支撑柱与所述支撑座连接,所述弹性线圈与所述支撑座连接,且所述弹性线圈套设于所述支撑柱的外表面。
14.可选的,所述固定架的底部设置有安装结构,所述安装结构的数量与所述弹性件的数量相同,所述安装结构与所述弹性件相匹配,所述安装结构用以容纳所述弹性件。
15.可选的,所述安装结构的底部设置有同轴的第一凹槽和第二凹槽,所述第一凹槽的内径大于所述第二凹槽的内径,所述第一凹槽与所述第二凹槽的连接处形成台阶面,所述弹性线圈与所述台阶面相抵接,所述支撑柱位于所述第二凹槽内。其有益效果在于:防止所述固定架在所述弹性件的作用下弹出所述第二凹槽的情况,从而减小所述网板组件出现掉落的可能性。
16.可选的,所述第二凹槽的内径大于或者等于所述支撑柱的外径,且所述第二凹槽的内径小于所述弹性线圈的直径,所述第一凹槽的内径小于所述支撑座的外径。其有益效果在于:防止所述弹性线圈进入到所述第二凹槽的情况,导致所述弹性件无法带动所述固定件沿所述弹性件的弹性伸缩方向移动。
17.可选的,所述丝线的材质为非金属材料。其有益效果在于:防止所述工件在穿插防止时刮伤待镀膜工件,以及镀膜完成取出工件时防止刮伤工件表面的涂层。
18.进一步可选的,所述丝线的材质选自peek和ptfe中的任意一种。其有益效果在于:所述丝线的表面光滑,防止所述丝线刮伤所述工件以及所述工件表面的涂层。
19.可选的,所述丝线的形状为圆柱状。有益效果在于:所述丝线的形状为圆柱状使得所述工件与所述丝线的接触面积最小,降低在所述工件在镀膜时涂层产生接触点的风险。
20.可选的,所述丝线的直径为0.2mm~0.6mm。有益效果在于:所述丝线的直径过小对所述工件的支撑力不够且容易导致所述工件断裂,所述丝线的直径过大容易在所述工件的表面形成不完整的涂层。
21.可选的,所述压块的材质为非金属材料。其有益效果在于:所述压块固定所述丝线时,当所述压块的材质为非金属材料时,能够防止所述丝线被所述压块绞断。
22.进一步可选的,所述压块的材质为尼龙。
附图说明
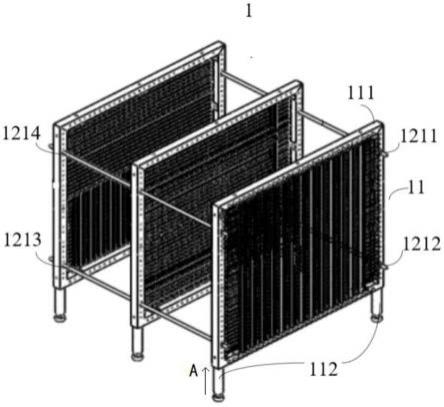
23.图1为本实用新型的工件放置装置的整体结构示意图;
24.图2为本实用新型的工件放置装置的局部放大示意图;
25.图3为本实用新型的弹性件的结构示意图;
26.图4为本实用新型的安装结构的剖面结构示意图。
27.附图标记:工件放置装置1;网板组件11;固定架111;第一凹槽1111;第二凹槽1112;台阶面1113;弹性件112;弹性线圈1121;支撑柱1122;支撑座1123;丝线113;网格114;分线板115;压块116;安装结构13;支撑件121;连接件122;第一支撑杆1211;第二支撑杆1212;第三支撑杆1213;第四支撑杆1214。
具体实施方式
28.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。除非另外定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本文中使用的“包括”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
29.为了解决适用于立式真空镀膜设备中细长工件放置的难题,本实用新型提供了一种工件放置装置,该工件放置装置可使细长工件在镀膜时实现不断微小移动换位来解决镀膜后细长工件表面易产生接触点而影响镀膜效果的问题,且该工件放置装置操作简单、使用高效,且可以通过调整网板组件的数量以解决不同长度的工件放置的问题。
30.图1为本实用新型的工件放置装置的整体结构示意图;图2为本实用新型的工件放置装置的局部放大示意图;图3为本实用新型的弹性件的结构示意图;
31.图4为本实用新型的安装结构的剖面结构示意图。
32.在本实用新型公开的一个实施例,参考图1和图2所示,所述工件放置装置1包括n个网板组件11和m个支撑组件(图中未标示),所述n为大于或者等于2的正整数,所述m为大于或者等于3的正整数,n个所述网板组件11依次间隔、平行设置,根据所述工件的长度来确定所述网板组件11的数量,以满足适用于不同的工件。所述支撑组件(图中未标示)垂直于所述网板组件11设置,每个所述支撑组件(图中未标示)用于将n个所述网板组件11固定连接。
33.本实用新型的一些实施例中,请结合图1和图2,所述网板组件11包括固定架111、弹性件112和多根丝线113,所述丝线113包括横向丝线与纵向丝线,分别紧固在所述固定架111上由此形成所述网格114。所述弹性件112与所述固定架111连接,所述弹性件112位于所述固定架111的底部,可带动所述固定架111沿所述弹性件112的弹性伸缩方向移动。由此,使得所述工件表面在镀膜的过程中会由于所述固定架111的上下移动而有一段时间不与所述丝线113接触,使得气相沉积物质能够沉积在所述丝线113的各个位置,实现所述工件表面的完整镀膜。所述弹性件112的弹性伸缩方向包括弹性伸出方向和弹性收缩方向,所述弹性伸出方向为a箭头指的方向,所述弹性收缩方向为a箭头指的反方向。
34.本实用新型的一些实施例中,如图2所示,所述支撑组件(图中未标示)包括支撑件121和若干个连接件122,所述支撑件121贯穿所有所述固定架111的同侧边框,所述连接件122用于将所述支撑件121分别与各个所述固定架111固定连接,由此使得n个所述网板组件11与m个所述支撑组件(图中未标示)固定连接。在使用时,待加工工件被横向放置在各个所述网板组件11的丝线113形成的所述网格114,由于所述网板组件11通过所述连接件122连接固定,放置使得所述网板组件11在镀膜过程中不会移动,从而使得所述工件不容易掉落。
35.本实用新型的一些具体实施例中,参照图1和图2,所述工件放置装置1包括3个所述网板组件11和4个所述支撑组件(图中未标示),且3个所述网板组件11完全相同并依次间隔、平行设置。所述支撑件121为支撑杆,4个所述支撑组件分别包括第一支撑杆1211、第二支撑杆1212、第三支撑杆1213和第四支撑杆1214,所述第一支撑杆1211、所述第二支撑杆1212、所述第三支撑杆1213和所述第四支撑杆1214分别贯穿3个所述固定架111,使得3个所述网板组件11依次排列并连接固定,同时可以根据所述工件的长短调整3个所述网板组件的间距以满足所述工件能够稳定支撑在3个所述网板组件11上的所述网格114中。
36.本实用新型的一些实施例中,所述丝线113与所述网板组件11的连接方式可参照图2,所述固定架111为框状结构,包括多个边框(例如横向2个边框、纵向2个边框),每个边框上设置有多个孔,每个孔设置有相匹配的一个螺丝。进一步地,所述网板组件11还包括压块116,每个所述压块116与一个所述孔、一个所述螺丝匹配,且所述压块116被所述螺丝固定在所述固定架111上。所述网板组件11还设置有分线板115,所述分线板115固定在所述固定架111的边框内侧,所述分线板115开设多个连接孔。所述丝线113包括横向丝线和纵向丝线,所述丝线113的两端分别穿过所述分线板115的连接孔并通过所述压块116被所述螺丝将所述丝线113固定在固定架111上,使得所述丝线113保持一定的紧绷弹性,形成所述网格114,为待加工工件提供支撑。所述网格114的数量可以根据待加工工件的数量进行调整。
37.以下详细说明所述弹性件112的结构。本实用新型的一些实施例中,参照图3所示,所述弹性件112包括支撑座1123、支撑柱1122和弹性线圈1121,所述支撑柱1122与所述支撑座1123连接,所述弹性线圈1121与所述支撑座1123连接,且所述弹性线圈1121套设于所述支撑柱1122外表面。
38.本实用新型的一些具体实施例中,所述支撑座1123与所述支撑柱1122是一体成型式结构。所述一体成型式结构是指所述支撑座1123和所述支撑柱1122通过一体成型工艺完成,即所述支撑座1123和所述支撑柱1122的材质相同,且该材质通过单次加工就能完成,无需作二次以上加工,产品整体没有焊接痕迹,质量更好,使用寿命更长久。
39.本实用新型的一些具体实施例中,参照图4,所述固定架111的底部设置有安装结构13,所述安装结构13的数量与所述弹性件112的数量相同。每个安装结构13与图3所示的弹性件112相匹配,所述弹性件112容纳在所述安装结构13内。在本实施例中,例如每个固定架111包括两个安装结构13,使所述固定架111更稳固。图4为本实用新型的所述安装结构13的剖面结构示意图。
40.本实用新型的一些实施例中,参照图1、图3和图4,每个所述安装结构13底部设置有同轴的第一凹槽1111和第二凹槽1112,所述第一凹槽1111的内径大于所述第二凹槽1112的内径,所述第一凹槽1111与所述第二凹槽1112的连接处形成台阶面1113,由此整体形成阶梯形凹槽。并且,所述第一凹槽1111的内径小于所述支撑座1123的外径。
41.本实用新型的一些具体实施例中,当图3所示的弹性件112设置在所述安装结构13内时,所述弹性线圈1121位于所述第一凹槽1111内,并与所述台阶面1113相抵接,所述支撑柱1122贯穿设置在所述第一凹槽1111与所述第二凹槽1112内,以使得所述固定架111与所述弹性件112连接。由此,所述固定架111在所述弹性线圈1121和支撑柱1122及所述支撑座1123的作用下沿弹性方向发生移动。防止所述固定架111在所述弹性件112的作用下弹出所述第二凹槽1112的情况,从而减小所述网板组件11出现掉落的可能性。
42.本实用新型的一些具体实施例中,参照图1、图3和图4,所述第二凹槽1112的内径大于或者等于所述支撑柱1122的外径,且所述第二凹槽1112的内径小于所述弹性线圈1121的直径。防止所述弹性线圈1121进入到所述第二凹槽1112的情况,导致所述弹性件112无法带动所述固定架111沿所述弹性件112的弹性伸缩方向移动。
43.在气相沉积过程中,将细长工件横向穿插在平行放置的多个网板组件11的网格114时放置,当放置进去时就给所述网板组件11一个下压的力,所述固定架111会在弹性件112的作用下沿着上下方向进行多次跳动。该跳动克服了待加工工件与丝线113由于一直存在接触点而无法被沉积镀膜的问题放置;放置当镀膜好的工件取出金属网孔时,可以通过按压固定架111的方式,利用弹性件112的可伸缩性,避免刮伤工件表面的涂层。
44.本实用新型的另一些具体实施例中,所述丝线113的材质为非金属材料。更具体来说,本实用新型的一些更具体实施例中,所述丝线113的材质选自peek和ptfe中的任意一种,所述丝线113的表面光滑。采用peek或者ptfe等表面光滑的材料作为所述丝线113编织而成所述网格114,使用多组所述网格114支撑所述工件,使得所述工件可在所述工件放置装置1上任意疏密排布,所述工件放置装置1具备足够支撑所述工件能力的同时,解决了所述工件在工装时易造成待镀膜工件表面划伤或损伤所述工件表面涂层的问题,并大大减小了涂层接触点产生的可能性。
45.具体的,所述peek的cas号为29658-26-2,分子式为c
19h14
f2o3,分子量为328.31,其中文名聚醚醚酮,其中文全称:聚(氧代-1,4-亚苯氧基-1,4-亚苯基羰基-1,4-苯撑),所述peek的英文全称:poly(oxy-1,4-phenyleneoxy-1,4-phenylenecarbonyl-1,4-phenylene),它是分子主链中含有链节的线性芳香族高分子化合物,是半结晶性、热塑性塑料,所述聚醚醚酮具有更多显著优势,例如耐正高温260度、机械性能优异、自润滑性好、耐化学品腐蚀、阻燃、耐剥离性、耐磨性、抗辐射、超强的机械性能。
46.具体的,所述ptfe的cas号为9002-84-0,分子式为(c2f4)n,其中文简称为聚四氟乙烯。所述聚四氟乙烯,俗称“塑料王”,是由四氟乙烯经聚合而成的高分子化合物,具有优良的化学稳定性、耐腐蚀性、密封性、高润滑不粘性、电绝缘性和良好的抗老化耐力。
47.本实用新型的一些具体实施例中,所述压块116的材质为非金属材料。所述压块116固定所述丝线113时,非金属材料能够防止所述丝线113被所述压块116绞断。本实用新型的一些更具体实施例中,所述压块116的材质为尼龙。
48.本实用新型的一些具体实施例中,所述丝线113的形状为圆柱状。所述丝线113的形状为圆柱状使得所述工件与所述丝线113的接触面积最小,降低在所述工件在镀膜时涂层产生接触点的风险。
49.本实用新型的一些更具体实施例中,所述丝线113的直径为0.2mm~0.6mm。所述丝线113的直径过小对所述工件的支撑力不够且容易导致所述工件断裂,所述丝线113的直径
过大容易在所述工件的表面形成不完整的涂层。
50.具体操作过程:
51.将所述工件横向穿插在所述工件放置装置1的所述网格114中,所述工件放置装置1可以根据所述工件的长短,设置不同数量的所述网板组件11。将放置好所述工件的所述工件放置装置1设于化学气相沉积(cvd)设备中的转动装置上,同时人为给所述工件放置装置1一个起始动力,使得所述固定架111在所述弹性件112的作用下轻微跳动,由于所述化学气相沉积设备中的所述转动装置一直处于转动状态,因此所述弹性件112在所述转动装置的转动下能够一直处于轻微跳动中,直至所述工件镀膜结束。镀膜结束后,将所述工件放置装置1取出,同时将镀膜好的所述工件取下,所述工件表面无接触点存在,即所述工件表面具有完整的涂层。
52.虽然在上文中详细说明了本实用新型的实施方式,但是对于本领域的技术人员来说显而易见的是,能够对这些实施方式进行各种修改和变化。但是,应理解,这种修改和变化都属于权利要求书中所述的本实用新型的范围和精神之内。而且,在此说明的本实用新型可有其它的实施方式,并且可通过多种方式实施或实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1