大直径钢管涂装装置的制作方法
1.本实用新型涉及涂装装置,尤其是一种大直径钢管涂装装置。
背景技术:
2.钢管是一种应用比较广泛的钢结构件,在钢管生产过程中,为了增强钢管的防腐性能,经常需要对钢管表面进行喷漆。但是对于大直径钢管来说,转运钢管至喷漆设备处进行涂装,很不方便,而且很难实现连续、均匀的涂装,因此大直径钢管的外表面喷漆作业大部分由人工完成,喷漆工作效率低,劳动强度大。
技术实现要素:
3.为解决上述技术问题,本实用新型提出一种涂刷均匀,方便操作的大直径钢管涂装装置。
4.本实用新型采用如下技术方案:
5.一种大直径钢管涂装装置,包括滚刷,还包括储漆桶,储漆桶的底部设置有出料口,出料口的下方设置有滚刷一;储漆桶的下部设置有支腿,支腿上设置有滚刷二。
6.与现有技术相比,本实用新型的有益效果是:
7.本实用新型通过多个滚刷同时工作,涂抹面积占管面的三分之一,边涂抹边出漆,涂抹面积大,涂刷表面均匀;储漆桶的底部手动可控的出料口能够随时对出漆量进行手动调节,避免了沾漆的过程,代替传统的手工涂抹,提高了工作效率。
8.进一步的,本实用新型采用的优选方案是:
9.储漆桶的底部设置有条形缺口,储漆桶的底部对应条形缺口的位置设置有出料挡板,出料挡板通过其底部的调节机构与储漆桶连接,出料挡板与条形缺口之间的空隙为出料口。
10.调节机构包括调节杆以及设置在调节杆两侧的导向杆,出料挡板的底部中心位置设置有与调节杆配合的调节螺母,调节螺母的两侧分别对应导向杆的位置设置有与导向杆配合的导向套。
11.滚刷一套装在滚刷轴一上,滚刷轴一的一端设置为t型接头,t型接头通过安装环与储漆桶铰接,滚刷轴一的另一端通过u型卡座与储漆桶连接。
12.支腿关于储漆桶对称设置,每条支腿上分别倾斜设置有一根滚刷轴二,滚刷轴二上套装有滚刷二;滚刷轴二的一端通过安装立柱与支腿连接,另一端通过销轴与支腿连接。
13.储漆桶的两侧分别设置有支架,支架上分别倾斜设置有滚刷轴三,滚刷轴三上套装有滚刷三;滚刷轴三的一端通过锁紧螺母安装在支架上,另一端端头设置有限位套。
14.滚刷轴二的中心轴线与滚刷轴一的中心轴线的夹角为45
°
。
15.滚刷轴三的中心轴线与滚刷轴一的中心轴线的夹角为30
°
。
16.出料挡板的宽度大于出料口的宽度。
附图说明
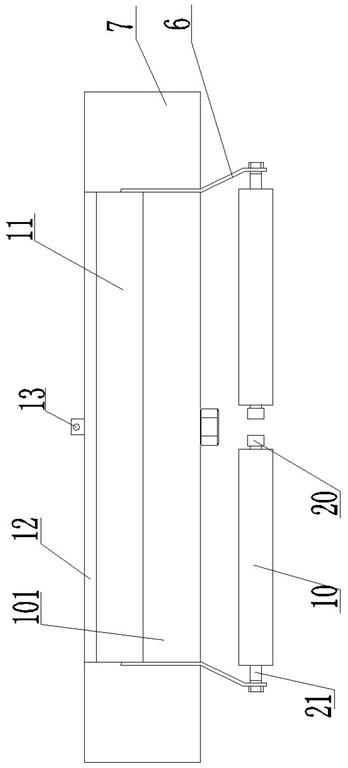
17.图1为本实用新型的结构示意图;
18.图2为图1的俯视图;
19.图3为储漆桶底部的结构示意图;
20.图4为滚刷一和滚刷二的安装示意图;
21.图5为支架在储漆桶上安装的示意图;
22.图6为u型卡座的结构示意图;
23.图中:储漆桶1;底板101;调节杆2;调节螺母3;导向杆4;导向套5;支架6;支腿7;滚刷一8;滚刷二9;滚刷三10;出料挡板11;出料口12;定位轴13;滚刷轴一14;t型接头1401;u型卡座15;缺口1501;安装环16;安装立柱17;滚刷轴二18;销轴19;限位套20;滚刷轴三21;钢管22。
具体实施方式
24.以下结合附图和具体实施例对实用新型进一步说明。
25.一种大直径钢管涂装装置,主要由滚刷和储漆桶1组成。储漆桶1整体为底部封闭、上端敞口的方形筒状结构,储漆桶1的底板101上设置有条形缺口,底板101的下方对应条形缺口的位置设置有出料挡板11,出料挡板11通过其底部的调节结构调节其与条形缺口的空隙大小,且出料挡板11与条形缺口之间的空隙为出料口12。
26.本实施例中,出料挡板11的宽度应大于条形缺口的宽度。
27.调节机构主要由调节杆2以及对称设置在调节杆2两侧的导向杆4等组成,出料挡板11的底部焊接有一个与调节杆2相匹配的调节螺母3,调节螺母3置于出料挡板11的中间位置,调节螺母3的两侧对称焊接有与两个导向杆4相适配的导向套5。
28.本实施例中调节杆2为螺杆,调节杆2的端头径向设置有一个定位孔,储漆桶1的前、后壁(本实施例中,储漆桶1安装滚刷的一侧为后)上对应调节杆2的位置分别设置有一个圆孔,调节杆2由圆孔插入,与出料挡板11上的调节螺母3配合连接后由储漆桶1的前壁穿出,并通过一个置于定位孔内的定位轴13固定在储漆桶1上。
29.导向杆4的前端与储漆桶1的前壁焊接固定,导向杆4的后端与储漆桶1的后壁焊接固定。
30.通过调节杆2的正转或者反转,调节出料挡板11的前后位置,进而控制油漆出料口12的大小。
31.出料口12下方水平设置有一个滚刷一8,滚刷一8套装在滚刷轴一14上,滚刷轴一14的一端设置为t型接头1401,t型接头1401通过安装环16与储漆桶1的前壁铰接,滚刷轴一14的另一端设置有螺纹接头,滚刷一8通过锁紧螺母安装在滚刷轴一14上,而且滚刷轴一14安装锁紧螺母的一端通过一个u型卡座15与储漆桶1的前壁连接固定。
32.u型卡座15固定焊接在储漆桶1的前壁上,u型卡座14由钢板切割而成,u型卡座14的缺口1501朝向储漆桶1的后侧,滚刷轴一14置于u型卡座15的缺口1501内。
33.储漆桶1的底部对称设置有两个倾斜的支腿7,两个支腿7呈外八字分布,且每条支腿7分别由钢板焊接而成,支腿7的截面为l型结构,每条支腿7分别焊接在储漆桶1的前端。每条支腿7上分别安装有一根滚刷轴二18,滚刷轴二18的中心轴线与滚刷轴一14的中心轴
线夹角设置为45
°
。支腿7上对应滚刷轴二18上端头设置有一截安装立柱17,滚刷轴二18的上端端头与安装立柱17焊接固定,滚刷轴二18的下端径向设置有一个销轴孔,滚刷轴二18通过贯穿销轴孔内的销轴19与支腿7连接固定,销轴19的外表面设置有螺纹结构,销轴19的一端通过锁紧螺母与支腿7连接固定,另一端通过锁紧螺母与滚刷轴二18连接固定。
34.储漆桶1的两侧壁对称设置有支架6,支架6与储漆桶1的侧壁之间通过螺栓组件连接固定。每个支架6上分别倾斜设置有滚刷轴三21,滚刷轴三21的中心轴线与滚刷轴一14的中心轴线夹角为30
°
,滚刷轴三21的下端设置有螺纹接头,滚刷轴三21通过锁紧螺母安装在支架6上,滚刷轴三21的上端端头固定焊接有一个限位套20,滚刷三10从滚刷轴三21的下端安装,然后通过锁紧螺母安装在支架6上。
35.本实施例中,滚刷一8、滚刷二9以及滚刷三10全部位与储漆桶1的同一侧。
36.本实施例在应用时,先将出料挡板11顶在储漆桶1的前壁上,将出料口12封堵上,然后在储漆桶1内内调配好涂装要用的油漆。将装置整体放在水平放置的钢管22上,保证储漆桶1与钢管22垂直放置,然后通过调节杆2的转动,根据油漆的流动性调整储漆桶1上出料口12的大小,进而控制油漆的出漆量。然后沿钢管22长度方向推动储漆桶1,使得滚刷能够一次性对三分之一的管面进行涂刷,待涂刷部分管面上的漆面干透后,转动钢管22进行其他部分的涂刷。
37.本实施例中,所有滚刷全部为9寸标准滚刷,市面均可买到。
38.本实施例中,整个过程油漆放置在储漆桶1内,边涂抹边出漆,减少了沾漆的过程,防止油漆滴在管面以外;与喷漆相比,效率更高,降低了整体的生产成本;五个滚刷同时工作,涂抹面积占管面的三分之一,涂刷表面均匀,涂抹面积大,而且通过出料挡板11对出漆量进行手动调节,使得漆膜更加均匀。
39.以上仅为本实用新型的具体实施方式,但对本实用新型的保护并不局限于此,所有涉及本技术领域技术人员所能想到的对本技术方案技术特征提出的等效变化或替换,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1