一种电芯极片点胶涂布装置的制作方法
1.本实用新型涉及电芯涂布技术领域,尤其涉及一种电芯极片点胶涂布装置。
背景技术:
2.在锂电池行业,电芯安全一直是不可忽视的重要性能之一。为了使电池能大倍率充电和提高电池的安全性能,研发工作者做了大量工作,发现激光切割极耳法简单实用,能有效降低极耳的接触内阻。如图1所示,在激光切割时,将正极基材主体a两侧的连续极耳段b沿着垂直于边缘区域c的方向切割,如图2所示,使连续极耳段b形成间断的极耳d。
3.但激光切割连续极耳段b的铝基材时,因温度高,铝熔解形成焊渣、焊屑,散落在极片上,易刺穿隔膜,造成短路。因此,在电池正极浆料涂布在正极基材主体a的同时在集流体箔材边缘留白处(边缘区域c)涂上宽度约5-7mm的陶瓷浆料涂层,在边缘区域c处涂上一层耐高温陶瓷可保护铝基材,不会因高温铝熔解形成焊渣、焊屑,烘干成型后陶瓷浆料涂层边缘与电池正极浆料涂层边缘重合,再进行极耳切割。
4.现有的将正极浆料涂布和陶瓷点胶工艺结合在一起的涂布设备包括上模头、下模头和之间的垫片,垫片将正极浆料和陶瓷浆料分隔开,但是目前的涂布设备存在以下问题:1、为了提高正极浆料涂布的均匀性,往往需要在下模头内安装附加的零部件,使整个涂布设备更加复杂,维修成本高,而且正极浆料的涂布均匀性和效率还不够;2、由于电池正极浆料涂布的同时需要同步进行陶瓷点胶操作,陶瓷浆料的点胶工作的启闭需要与正极浆料涂布同步,而目前的陶瓷浆料的控制精度差,而且不能检测陶瓷点胶工艺的启闭异常,影响整个涂布操作。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供了一种电芯极片点胶涂布装置,其结构简单,操作方便,提高了正极浆料的涂布均匀性,而且可保证正极浆料和陶瓷浆料同步涂布至正极基材表面,提高了涂布的可靠性。
6.为实现上述目的,本实用新型解决其技术问题所采用的技术方案是:所述电芯极片点胶涂布装置,包括上模头、下模头及之间设置的垫片,所述下模头靠近所述垫片的端面上沿其长度方向设置有相互平行的进料槽和溢流槽,所述垫片贴合所述下模头的一侧设置有将正极浆料由进料槽通过溢流槽溢流涂覆在正极基材上的导料槽ⅰ,所述垫片贴合上模头的一侧设置有将陶瓷浆料引流到正极基材两侧极耳待切割边缘处的导料槽ⅱ。
7.所述导料槽ⅱ包括设置在所述垫片中部的流道ⅰ和分别设置在所述垫片两端的流道ⅱ,所述流道ⅰ和流道ⅱ的进口分别与进料管道ⅰ相通连,所述流道ⅰ设置有两个分流道,每个分流道与其靠近端的流道ⅱ将陶瓷浆料引流到一个极片两侧的待切割边缘处。
8.所述垫片上位于每个分流道与其靠近端的流道ⅱ之间的区域设置有矩形缺口,所述矩形缺口的根部与所述溢流槽远离进料槽一侧的边缘之间相隔一段距离。
9.所述导料槽ⅰ覆盖在所述进料槽和溢流槽的上方。
10.所述流道ⅰ包括扩口主流道,所述扩口主流道的进口宽度小于出口宽度,所述扩口主流道的进口端与所述进料管道ⅰ相连,所述扩口主流道的出口端与两个分流道相通连,两个分流道之间相隔一段距离。
11.所述流道ⅱ设置为z形流道,所述流道ⅱ的出口宽度小于所述流道ⅱ的进口宽度,所述流道ⅱ的进口端与所述进料管道ⅰ相连。
12.所述进料管道ⅰ通过气动式阀门与供料管道相通连,所述气动式阀门的开启和关闭的极限行程处分别安装有位置传感器ⅰ和位置传感器ⅱ,所述位置传感器ⅰ和位置传感器ⅱ通过plc与声光报警器相连。
13.所述进料槽的中心处通过进料孔与进料管道ⅱ相连,所述垫片的两端分别设置有排气孔,所述上模头上设置有与对应的排气孔相对的安装孔,两个安装孔分别安装有排气管,每个排气管上安装有排气阀。
14.本实用新型的有益效果是:
15.1、本实用新型通过将传统的垫片结构进行改进,将垫片的上下两侧分别设计导料槽ⅰ和导料槽ⅱ,使正极浆料可由进料槽通过导料槽ⅰ进入溢流槽溢流涂覆在正极基材上,同时使陶瓷浆料通过导料槽ⅱ引流涂覆在正极基材两侧极耳的待切割边缘处,使整个涂布装置无需增加其他零部件即可使正极浆料的涂布更加均匀,使涂布效率更高,而且可保证正极浆料和陶瓷浆料同步涂布至正极基材表面,提高了涂布的可靠性。
16.2、本实用新型通过将供给陶瓷浆料的进料管道ⅰ上安装气动式阀门,且在气动式阀门的开启和关闭的极限行程处分别安装位置传感器ⅰ和位置传感器ⅱ,可用于检测气动式阀门的开启和关闭状态,当出现异常时,plc控制声光报警器进行声光报警,可及时进行处理并修复,可减少异常停机事故,提高了涂布的安全性和可靠性。
17.综上,本实用新型结构简单,操作方便,提高了正极浆料的涂布均匀性,而且可保证正极浆料和陶瓷浆料同步涂布至正极基材表面,提高了涂布的可靠性和安全性。
附图说明
18.下面对本实用新型说明书各幅附图表达的内容及图中的标记作简要说明:
19.图1为一种待切割的用于电池生产的半成品正极基材的局部图;
20.图2为一种切割后的用于电池生产的成品基材的局部图;
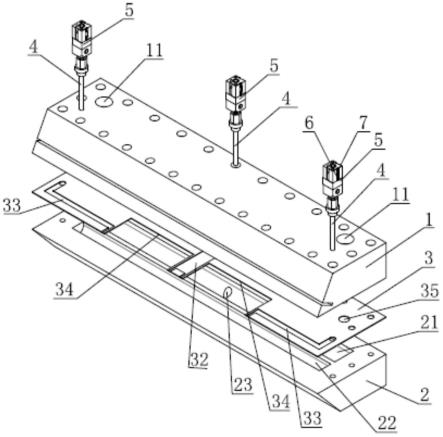
21.图3为本实用新型的爆炸图;
22.图4为图3中垫片的俯视图;
23.图5为图3中垫片的仰视图;
24.上述图中的标记均为:a.正极基材主体,b.连续极耳段,c.边缘区域,d.极耳,1.上模头,11.安装孔,2.下模头,21.进料槽,22.溢流槽,23.进料孔,3.垫片,31.导料槽ⅰ,32.流道ⅰ,321.扩口主流道,322.分流道,33.流道ⅱ,34.矩形缺口,35.排气孔,4.进料管道ⅰ,5.气动式阀门,6.位置传感器ⅰ,7.位置传感器ⅱ。
具体实施方式
25.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本
实用新型,但不用来限制本实用新型的范围。
26.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
28.本实用新型具体的实施方案为:如图3~图5所示,一种电芯极片点胶涂布装置,包括上模头1、下模头2及之间设置的垫片3,下模头2靠近垫片3的端面上沿其长度方向设置有相互平行的进料槽21和溢流槽22,垫片3贴合下模头2的一侧设置有将正极浆料由进料槽21通过溢流槽22溢流涂覆在正极基材上的导料槽ⅰ31,垫片3贴合上模头1的一侧设置有将陶瓷浆料引流到正极基材两侧极耳待切割边缘处的导料槽ⅱ,使正极浆料可由进料槽21通过导料槽ⅰ31进入溢流槽22溢流涂覆在正极基材上,同时使陶瓷浆料通过导料槽ⅱ引流涂覆在正极基材两侧极耳的待切割边缘处,使整个涂布装置无需增加其他零部件即可使正极浆料的涂布更加均匀,使涂布效率更高,而且可保证正极浆料和陶瓷浆料同步涂布至正极基材表面,提高了涂布的可靠性。
29.具体地,其中的导料槽ⅱ包括设置在垫片3中部的流道ⅰ32和分别设置在垫片3两端的流道ⅱ33,流道ⅰ32和流道ⅱ33的进口分别与进料管道ⅰ4相通连,流道ⅰ32设置有两个分流道322,每个分流道322与其靠近端的流道ⅱ33将陶瓷浆料引流到一个极片两侧的待切割边缘处,使一次涂布工作可完成两个正极基材的正极浆料涂布和陶瓷浆料涂布,提高了涂布的效率。
30.其中的垫片3上位于每个分流道322与其靠近端的流道ⅱ33之间的区域设置有矩形缺口34,矩形缺口34的根部与溢流槽22远离进料槽21一侧的边缘之间相隔一段距离,可使溢流槽22内的正极浆料均匀溢出到上模头1与下模头2之间的缝隙(刀口)处,提高了正极浆料涂覆的均匀性。
31.其中的导料槽ⅰ31覆盖在进料槽21和溢流槽22的上方,可使进料槽21与溢流槽22之间形成较大面积的通道,可使进料槽21内的正极浆料均匀、快速地流入溢流槽22内,进一步提高了正极浆料涂布的效率。
32.具体地,其中的流道ⅰ32包括扩口主流道321,扩口主流道321的进口宽度小于出口宽度,扩口主流道321的进口端与进料管道ⅰ4相连,扩口主流道321的出口端与两个分流道322相通连,两个分流道322之间相隔一段距离,通过设置的扩口主流道321减小了陶瓷浆料的流动速度,使出料更加均匀,而且使一个进料管道ⅰ4可同时为两个分流道322供料,减少了进料管道ⅰ4的数量,使整个装置的结构更加简单。
33.具体地,其中的流道ⅱ33设置为z形流道,流道ⅱ33的出口宽度小于流道ⅱ33的进口宽度,流道ⅱ33的进口端与进料管道ⅰ4相连,z形流道的形状也可降低陶瓷浆料的流动速度,使出料更加均匀。
34.具体地,其中的进料管道ⅰ4通过气动式阀门5与供料管道相通连,该气动式阀门5为现有的阀门结构,由气缸驱动,该气动式阀门5的开启和关闭的极限行程处分别安装有位置传感器ⅰ6和位置传感器ⅱ7,位置传感器ⅰ6和位置传感器ⅱ7通过plc与声光报警器相连,位置传感器ⅰ6和位置传感器ⅱ7用于检测气动式阀门5的开启和关闭状态,当出现异常时,plc控制声光报警器进行声光报警,可及时进行处理并修复,可减少异常停机事故,提高了涂布的安全性和可靠性。
35.具体地,其中的进料槽21的中心处通过进料孔23与进料管道ⅱ相连,进料管道ⅱ通过进料孔23向进料槽21内供入正极浆料,垫片3的两端分别设置有排气孔35,上模头1上设置有与对应的排气孔35相对的安装孔11,两个安装孔11分别安装有排气管,每个排气管上安装有排气阀。通过进料管道ⅱ向进料槽21内供料,在进料的过程中,进料槽21内的空气通过排气孔35及时排出,气体通过排气孔35进入排气管中,通过排气管外排,保证了进入进料槽21内的正极浆料可顺利进入溢流槽22内,避免了进料槽21内的正极浆料压力过大而影响正极浆料的涂布的均匀性。
36.综上,本实用新型结构简单,操作方便,提高了正极浆料的涂布均匀性,而且可保证正极浆料和陶瓷浆料同步涂布至正极基材表面,提高了涂布的可靠性和安全性。
37.以上所述,只是用图解说明本实用新型的一些原理,本说明书并非是要将本实用新型局限在所示所述的具体结构和适用范围内,故凡是所有可能被利用的相应修改以及等同物,均属于本实用新型所申请的专利范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1