一种8-氯-6-氧代辛酸乙酯的生产系统的制作方法
1.本实用新型提供了一种8-氯-6-氧代辛酸乙酯的生产系统,具体提供了一种基于微通道超声技术来生产8-氯-6-氧代辛酸乙酯的系统。
背景技术:
2.8-氯-6-氧代辛酸乙酯是6,8-二氯辛酸乙酯的上游产物,6,8-二氯辛酸乙酯是用于合成硫辛酸的重要有机中间体,而硫辛酸被称为“万能抗氧化剂”,广泛用于治疗和预防心脏病、糖尿病和早老性痴呆症等多种疾病,国内及国际市场前景广阔。
3.目前, 8-氯-6-氧代辛酸乙酯一般由酰氯和乙烯在氯化铝存在下经傅克反应而得。傅克反应是傅克烷基化反应(friedel-crafts alkylation)和傅克酰基化反应(friede-crafts acylation)的统称,简称傅克反应或fc反应。在传统的傅克反应操作中,所需的酰氯需要现制现用,温度须严格控制,操作复杂;在进行傅克反应通入乙烯气体时,会有不可避免的废气排出,难以回收。另外不均相的混合问题也一直是该类反应的反应难点,传统的鼓泡方式也远远达不到充分的混合效果。因此,不均相反应也成为了流动化学工艺中亟待解决的热点。
4.再者,傅克反应中用到的酰氯、三氯化铝等试剂均是需要在严格无水条件下操作的,这对传统釜式工艺来说也是一个不容忽视的操作难点,由于试剂的不稳定性也造成这类反应的重现性差、收率低、纯度少等问题的出现。
技术实现要素:
5.针对目前8-氯-6-氧代辛酸乙酯生产过程所存在的操作繁琐、反应条件苛刻、机械化程度低等不足,本实用新型提供了一种8-氯-6-氧代辛酸乙酯的生产系统,该生产系统引入微通道反应器和超声装置,利用微通道超声技术生产8-氯-6-氧代辛酸乙酯,该生产系统在较低温度下即可快速实现反应,具有机械化程度高、快速高效、操作简单、成本低等优势。
6.本实用新型具体技术方案如下:
7.一种8-氯-6-氧代辛酸乙酯的生产系统,该生产系统包括依次串联的第一微通道反应器、第二微通道反应器和第三微通道反应器,所述第二微通道反应器和第三微通道反应器均放置在超声装置中,其中,第一微通道反应器上设有进料口,该进料口分别与己二酸单乙酯原料罐和氯化亚砜原料罐相连,第二微通道反应器上设有原料进口,该原料进口与三氯化铝原料罐相连,第三微通道反应器上设有进气口,所述进气口与乙烯储罐相连。
8.进一步的,所述微通道反应器有两个作用,一个是使原料进行充分的混合,二是原料在混合的过程中进行部分反应。原料进入微通道反应器,可以实现原料的快速自动化混合,避免了传统的间歇式釜式反应器加料时间漫长、操作繁琐等不足。所述的第一微通道反应器、第二微通道反应器、第三微通道反应器可以是各种类型的微通道反应器,优选为板式微通道反应器,更优选为夹板式微通道反应器。夹板式微通道反应器中带有换热通道与冷却循环仪相连,所述换热通道中设有循环流动的冷却液,冷却液可以是冷乙醇等。
9.进一步的,第一微通道反应器、第二微通道反应器、第三微通道反应器上均设有进料口和出料口,进料口的个数可以为一个,也可以为两个或两个以上。第一微通道反应器的出料口与第二微通道反应器的进料口相连,第二微通道反应器的出料口与第三微通道反应器的进料口相连。
10.进一步的,所述第一微通道反应器和第二微通道反应器中的微通道结构可以为管状结构、y型结构、心形结构、m型结构、回型结构等不同的形状。
11.进一步的,所述第三微通道反应器中,其上部的微通道结构为y型结构、心形结构、m型结构或回型结构,下部的微通道结构为柱型阵列式结构。这种结构更利于气、固、液三相的良好接触和反应,提高反应的效率和原料的转化率。
12.进一步的,所述第三微通道反应器上还设有出气口,出气口与气体吸收釜相连,用于接收反应中多余的气体。
13.进一步的,第三微通道反应器为立式安装,进气口设置在第三微通道反应器的底部,出气口设置在第三微通道反应器的顶部。第三微通道反应器的顶部还设有进料口,该进料口与第二微通道反应器相连。这样的设置方式的优势是,气体从下方通入,经柱型阵列式微通道分散,液体从上方通入,在重力作用下下落,经上方的微通道分散,最终形成微小气流与微小液滴的混合态,接触更为彻底,提高反应的效率和原料的转化率。反应结束后液体由下方流出,气体从上方气路流出被气体吸收罐吸收。
14.进一步的,所述第三微通道反应器上还设有出料口,出料口与接料釜相连。
15.进一步的,第三微通道反应器的柱式阵列式部分中,阵列微孔直径为1.5-2.5mm,微孔密度在20-30个/cm2,气体由下方进入后被分散成一道道微小气流,与上方微通道相连,并与其中的液体充分接触反应,最终由上方排出。
16.进一步的,第二微通道反应器和第三微通道反应器放置在超声装置中,可以放置在一个超声装置中,也可以设置在两个超声装置中,超声装置的尺寸可以根据需要进行调整。
17.进一步的,己二酸单乙酯原料罐中盛放的是己二酸单乙酯溶液,氯化亚砜原料罐中盛放的是氯化亚砜溶液,且氯化亚砜溶液现制现用。所述己二酸单乙酯原料罐通过管道与第一微通道反应器相连,在管道上设有第一输液泵,所述氯化亚砜原料罐通过管道与第一微通道反应器相连,在管道上设有第二输液泵。通过输液泵,将这两种原料罐中的原料泵入第一微通道反应器中。己二酸单乙酯原料罐和氯化亚砜原料罐分别与第一微通道反应器的进料口相连。
18.进一步的,所述三氯化铝原料罐内盛放的是三氯化铝溶液,在三氯化铝原料罐内设有搅拌装置,以保证物料在原料罐内分散均匀。
19.进一步的,所述三氯化铝原料罐上设有保温夹套,夹套内设有冷却液,保证物料在0-10℃范围内。
20.进一步的,所述三氯化铝原料罐与第二微通道反应器连接的管道上设有第三输液泵。通过第三输液泵将三氯化铝溶液泵入第二微通道反应器中。
21.进一步的,所述乙烯储罐与第三微通道反应器相连接的管道上设有气体流量计。
22.本实用新型利用微通道技术的高效传质传热原理,将反应原料先泵入微通道反应器中充分混合,然后再连续进入后续的微通道反应器中在超声作用下进行反应,反应液连
续从微通道反应器中流出,流出的反应液进入接料釜中储存。本实用新型生产系统与传统的间歇式釜式反应相比具有机械化程度高、快速高效、绿色环保、经济实用、操作简单、成本低、产率更高等优势。
附图说明
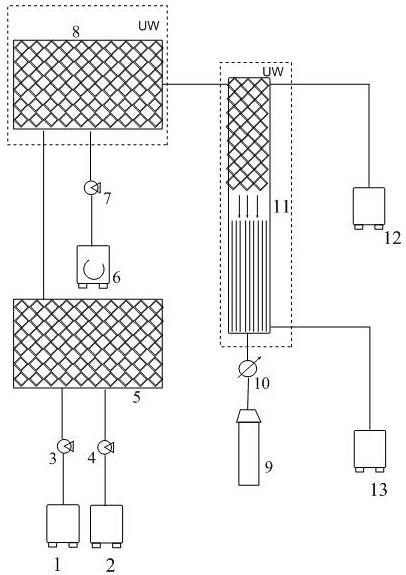
23.图1、本实用新型8-氯-6-氧代辛酸乙酯生产系统的结构示意图。
24.图中,1. 己二酸单乙酯原料罐,2. 氯化亚砜原料罐,3. 第一输液泵,4. 第二输液泵,5.第一微通道反应器,6. 三氯化铝原料罐,7. 第三输液泵,8. 第二微通道反应器,9. 乙烯储罐,10.气体流量计,11. 第三微通道反应器,12.气体吸收釜,13.接料釜。
具体实施方式
25.下面结合附图和具体实施例对本实用新型进行详细说明。下述说明仅是示例性的,并不对其保护范围进行限制。
26.实施例1
27.如图1所示的8-氯-6-氧代辛酸乙酯的生产系统,包括依次串联的第一微通道反应器、第二微通道反应器和第三微通道反应器,其中,第一微通道反应器设有两个进料口、一个出料口,第二微通道反应器上设有进料口、原料进口、出料口,第三微通道反应器顶部设有进料口和出气口,底部设有进气口以及出料口。该生产系统还包括己二酸单乙酯原料罐1和氯化亚砜原料罐2,所述己二酸单乙酯原料罐和氯化亚砜原料罐分别通过管道与第一微通道反应器5的进料口相连,己二酸单乙酯原料罐与第一微通道反应器相连的管道上设有第一输液泵3,氯化亚砜原料罐与第一微通道反应器相连的管道上设有第二输液泵4。第一微通道反应器5的出料口与第二微通道反应器8的进料口相连,第二微通道反应器的原料进口与三氯化铝原料罐6相连,第二微通道反应器8设置在超声装置中,第二微通道反应器的出料口与第三微通道反应器11的进料口相连,所述第三微通道反应器也设置在超声装置中,第三微通道反应器为立式安装,第三微通道反应器的出气口与气体吸收釜12相连,第三微通道反应器的进气口与乙烯储罐9相连,第三微通道反应器的出料口与接料釜13相连。
28.进一步的,第一微通道反应器和第二微通道反应器为带有换热通道的夹板式微通道反应器,所述反应板块纹理即微通道结构为“回”型,夹板式微通道反应器中带有换热通道,所述换热通道中设有循环流动的冷却液,冷却液可以是冷乙醇等。除了此微通道结构的微通道反应器外,第一微通道反应器和第二微通道反应器也可以采用其他的微通道结构,例如管状结构、心形结构、m型结构、y型结构等。
29.进一步的,第三微通道反应器为夹板式微通道反应器,其上部的微通道结构为“回”型,下部的微通道结构为柱型阵列式结构,该柱型阵列式结构指的是多条柱状的微通道呈阵列式排列。其上方的微通道结构除了为“回”型外,还可以为心形结构、m型结构、y型结构。
30.进一步的,第三微通道反应器的柱式阵列式部分中,阵列微孔直径为1.5-2.5mm,微孔密度在20-30个/cm2,气体由下方进入该柱型阵列式微通道后被分散成一道道微小气流,更利于与液体充分接触反应。
31.进一步的,所述三氯化铝原料罐设有保温夹套,夹套中设有冷却液,冷却液为冷乙
醇等。三氯化铝原料罐中还设有搅拌装置。三氯化铝原料罐与第二微通道反应器相连的管道上设有第三输料泵7。
32.进一步的,乙烯储罐与第二微通道反应器连接的管道上设有气体流量计10,用以控制流速,并连接单向阀保护气体流量计。
33.进一步的,气体吸收釜可以外接循环水,以保证气体吸收效率。
34.本生产系统的使用方式为:
35.1、在己二酸单乙酯原料罐中加入己二酸单乙酯的有机溶剂溶液,将氯化亚砜原料罐中加入氯化亚砜的有机溶剂溶液,有机溶剂可以为二氯甲烷、二氯乙烷、甲苯等。
36.2、将己二酸单乙酯溶液和氯化亚砜溶液按照一定的流速泵入第一微通道反应器中,保持乙二酸单乙酯与氯化亚砜的当量之比为1:1.2~1.5,微通道反应器的温度为45℃~65℃,物料的保留时间为8min-12min。
37.3、物料进入放置在超声装置的第二微通道反应器中,开启超声装置,保持反应器的温度为0℃~10℃,通过物料的流速等的控制,保持物料在第二微通道反应器内的保留时间为5min-10min。
38.4、物料从顶部进入放置在超声装置的第三微通道反应器中,开启超声装置,保持反应器温度为25℃~35℃,同时从第三微通道反应器底部通入乙烯气体,乙烯气体通过气体流量计控制流速为150ml/min~200ml/min,通过物料的流速等的控制,保持物料在第三微通道反应器内的保留时间为5min-10min。
39.5、物料从微通道超声反应器中持续流出,继续流入接料釜中。接料釜中的物料再经过冰水淬灭、分液、有机相用二氯甲烷萃取、盐洗、干燥、柱层析纯化等操作后得白色固体,即为8-氯-6氧代辛酸乙酯产品。
40.本生产系统利用输料泵在低温下向第一微通道反应器中输入己二酸单乙酯溶液和二氯亚砜溶液,在管道内发生亲核取代生成酰氯中间体,酰氯中间体与三氯化铝的有机溶剂浑浊溶液在第二微通道反应器中混合,混合完成的混合液继续在第三微通道反应器中与下端通入的乙烯气体进行傅克烷基化反应。反应完成后,反应液后处理得到产品8-氯-6-氧代辛酸乙酯。本生产系统利用微通道技术的高效传质传热原理和超声反应技术相结合,加速气液混合效应,整个生产过程快速高效、绿色环保、经济实用,具有很好的工业化应用前景。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1