钢结构件喷涂系统的制作方法
1.本实用新型属于钢结构件喷涂系统技术领域,尤其涉及一种钢结构件喷涂系统。
背景技术:
2.随着钢结构建筑的增加,钢结构件的使用量也相应的增加。目前钢结构件的生产工艺首先是经过焊接,为了增加钢结构件的抗腐蚀性能,需要在焊接好钢结构件表面喷涂防腐蚀涂料。由于钢结构件体积大、重量重,目前在钢结构件喷涂防腐蚀涂料时主要采用以下方式:将钢结构件通过吊装机构吊起,在其下方设置垫块,然后将钢结构件放置在垫块上,然后用喷枪在钢结构件表面喷涂,喷涂后再晾干或烘干,然后再将喷涂好的钢结构件通过吊装机构吊走。上述方法存在以下缺陷:其一,占用空间大,为了提高生产效率,采用多个钢结构件排列在一起喷涂,这样就需要占用更大的空间进行施工;其二,由于空间较大,喷涂过程中产生的喷涂喷雾无法收集,对空气造成污染;其三,垫块与钢结构件接触面积大,钢结构件底面未喷涂到的面积大,后期加工难度大;其四,垫块与钢结构件固定不牢固,在受到撞击或碰撞时钢结构件容易倾倒,发生安全事故;其五,如果采用晾干,占用时间长,工作效率低,如果采用烘干,烘干温度低,浪费能源,而且还使得工作环境中的温度高,长时间在高温环境下施工影响施工人员健康。
技术实现要素:
3.本实用新型要解决的技术问题就是提供一种空间占用少、工作效率高、空气污染小、安全系数高、可连续生产、节约能源、施工环境好、喷涂效果好的钢结构件喷涂系统。
4.为解决上述问题,本实用新型钢结构件喷涂系统采用的技术方案为:
5.包括喷涂循环轨道、位于该喷涂循环轨道上的支撑小车和小车牵引机构,所述喷涂循环轨道包括喷涂轨道和小车返回轨道,所述喷涂轨道和小车返回轨道相互平行,在所述喷涂轨道和小车返回轨道两端设置有换道机构;
6.所述喷涂轨道包括上料区、底漆喷涂区、底漆烘干区、第一卸料区,在所述底漆喷涂区处设置有底漆喷涂机构,在所述底漆烘干区处设置有底漆烘干机构;
7.所述支撑小车包括车架和行进轮,在所述车架上方设置有支撑架座,在所述支撑架座内设置有支撑架,在所述车架上设置有牵引挂板;
8.所述换道机构包括与所述喷涂轨道垂直的换道轨道和换道车体,所述换道车体包括换道车架,在所述换道车架下方设置有与所述换道轨道匹配的换道轮,在所述换道车架上方设置有移动车轨,所述移动车轨的高度与所述喷涂轨道的高度相同,在所述换道车架上设置有换道电机,所述换道电机与所述换道轮动力连接;
9.所述底漆喷涂机构包括带有底漆喷涂门的底漆喷涂罩体,在所述底漆喷涂罩体内设置有底漆喷枪;
10.所述小车牵引机构包括喷涂牵引机构和返回牵引机构,所述喷涂牵引机构包括喷涂牵引带和与该喷涂牵引带动力连接的喷涂电机,在所述喷涂牵引带上设置有喷涂挂钩,
所述返回牵引机构包括返回牵引带和与该返回牵引带动力连接的返回电机,在所述返回牵引带上设置有返回挂钩。
11.其附加技术特征为:
12.在所述第一卸料区后方的所述喷涂轨道包括面漆喷涂区、面漆烘干区、第二卸料区,在所述面漆喷涂区处设置有面漆喷涂机构,在所述面漆烘干区处设置有面漆烘干机构;
13.在所述底漆喷涂机构和所述面漆喷涂机构外侧设置废气过滤收集机构;
14.所述支撑架为箱体支撑架,所述箱体支撑架包括两个侧边支撑板,在两个所述侧板支撑板之间设置有“v”型卡槽;
15.所述支撑架为“h”型钢支撑架,所述“h”型钢支撑架包括与所述支撑架座固定的底座,在所述底座上设置有第一支撑架和第二支撑架,所述第一支撑架包括底板和位于该底板上方的第一固定折边;
16.所述第二支撑架包括与所述底座固定的伸缩座,在所述伸缩座上设置有伸缩轨道槽,在所述伸缩轨道槽外侧的伸缩座上设置有位置调节孔,在所述伸缩轨道槽内设置有伸缩固定板,在所述伸缩固定板与伸缩轨道槽对应位置上设置有定位孔,在所述位置调节孔与所述定位孔内设置有调节螺栓,在所述伸缩固定板上方设置有第二固定折边;
17.所述支撑架为圆管支撑架,所述圆管支撑架包括与所述支撑架座固定的支撑底盘,在沿行进方向前后两侧的边框上方间隔设置有弧状凹槽,在所述行进方向左右两侧的边框上设置有挡块;
18.在所述支撑小车的后方设置有止退块。
19.本实用新型所提供的钢结构件喷涂系统与现有技术相比,具有以下优点:
20.其一,由于包括喷涂循环轨道、位于该喷涂循环轨道上的支撑小车和小车牵引机构,所述喷涂循环轨道包括喷涂轨道和小车返回轨道,所述喷涂轨道和小车返回轨道相互平行,在所述喷涂轨道和小车返回轨道两端设置有换道机构;所述喷涂轨道包括上料区、底漆喷涂区、底漆烘干区、第一卸料区,在所述底漆喷涂区处设置有底漆喷涂机构,在所述底漆烘干区处设置有底漆烘干机构;所述支撑小车包括车架和行进轮,在所述车架上方设置有支撑架座,在所述支撑架座内设置有支撑架,在所述车架上设置有牵引挂板;所述换道机构包括与所述喷涂轨道垂直的换道轨道和换道车体,所述换道车体包括换道车架,在所述换道车架下方设置有与所述换道轨道匹配的换道轮,在所述换道车架上方设置有移动车轨,所述移动车轨的高度与所述喷涂轨道的高度相同,在所述换道车架上设置有换道电机,所述换道电机与所述换道轮动力连接;所述底漆喷涂机构包括带有底漆喷涂门的底漆喷涂罩体,在所述底漆喷涂罩体内设置有底漆喷枪;所述小车牵引机构包括喷涂牵引机构和返回牵引机构,所述喷涂牵引机构包括喷涂牵引带和与该喷涂牵引带动力连接的喷涂电机,在所述喷涂牵引带上设置有喷涂挂钩,所述返回牵引机构包括返回牵引带和与该返回牵引带动力连接的返回电机,在所述返回牵引带上设置有返回挂钩,根据钢结构构件的种类安装适合的支撑架,根据钢结构的长度确定支撑小车的数量和相互间距离,将支撑小车按要求放置在喷涂轨道上;将钢结构件通过吊装放置在支撑小车上;开启喷涂电机,带动喷涂牵引带移动,在喷涂牵引带上的喷涂挂钩挂在支撑小车的牵引挂板上,支撑小车带动钢结构件沿喷涂轨道前进至底漆喷涂区;钢结构件在底漆喷涂区内进行喷涂;开启喷涂电机,喷涂底漆后的钢结构件进入底漆烘干区烘干;开启喷涂电机,烘干后的钢结构件进入第一卸料
区,通过吊车等机械将钢结构从第一卸料区中的支撑小车上卸下;开启换道电机,使得换道车体移动至喷涂轨道一侧,移动车轨与喷涂轨道对齐;支撑小车从喷涂轨道上移动至换道车体上方的移动车轨上方;开启换道电机,使得换道车体移动至返回轨道一侧,移动车轨与返回轨道对齐;支撑小车从换道车体上方的移动车轨上方移动至返回轨道上;开启返回电机,带动返回牵引带移动,在返回牵引带上的返回挂钩挂在支撑小车的牵引挂板上,支撑小车沿返回轨道前进与所述上料区一端的返回轨道上;开启换道电机,使得换道车体移动至返回轨道一侧,移动车轨与返回轨道对齐;支撑小车从返回轨道上移动至换道车体上方的移动车轨上方;开启换道电机,使得换道车体移动至喷涂轨道一侧,移动车轨与喷涂轨道对齐;支撑小车从换道车体上方的移动车轨上方移动至喷涂轨道上;继续上料,直至喷涂完成;优点(一)、钢结构件固定在支撑小车的支撑架上,稳定性能好,支撑架与钢结构件的接触面积小,喷涂过程中,未喷涂的面积小,利于后续加工,优点(二)、喷漆在底漆喷涂罩体内完成,避免了喷涂雾气对空气的污染;优点(三)、烘干时在烘干机构内完成,烘干温度均匀,工作人员不需要进入烘干机构内部,烘干效果好、节约能源;优点(四)、整个工序可以流水化生产,提高了生产效率,节约了空间占用;优点(五)、支撑小车可以通过喷涂轨道将钢结构件从上料区一侧运行到卸料区一侧,然后经换道机构换到返回轨道上返回,然后经换道机构再次到达上料区,使用更加方便;
21.其二,由于在所述第一卸料区后方的所述喷涂轨道包括面漆喷涂区、面漆烘干区、第二卸料区,在所述面漆喷涂区处设置有面漆喷涂机构,在所述面漆烘干区处设置有面漆烘干机构,对于喷涂底漆后需要喷涂面漆的钢结构件来说,在所述第五步底漆烘干后,继续进行面漆喷涂区和面漆烘干区对钢结构件进行面漆喷涂和面漆烘干,然后再进行第六步卸料,应用范围更广;
22.其三,在所述底漆喷涂机构和所述面漆喷涂机构外侧设置废气过滤收集机构,可以对喷涂过程中产生的废气进行过滤收集,避免了对空气产生污染;
23.其四,由于所述支撑架为箱体支撑架,所述箱体支撑架包括两个侧边支撑板,在两个所述侧板支撑板之间设置有“v”型卡槽;对于箱体形状的钢结构件来说,固定更加稳定,接触面积更小;
24.其五,由于所述支撑架为“h”型钢支撑架,所述“h”型钢支撑架包括与所述支撑架座固定的底座,在所述底座上设置有第一支撑架和第二支撑架,所述第一支撑架包括底板和位于该底板上方的第一固定折边,可以将“h”型钢固定在第一固定折边上,固定更加牢固,避免了行进过程中型钢的倾倒,还可以同时对两个工件进行操作,工作效率高;
25.其六,由于所述第二支撑架包括与所述底座固定的伸缩座,在所述伸缩座上设置有伸缩轨道槽,在所述伸缩轨道槽外侧的伸缩座上设置有位置调节孔,在所述伸缩轨道槽内设置有伸缩固定板,在所述伸缩固定板与伸缩轨道槽对应位置上设置有定位孔,在所述位置调节孔与所述定位孔内设置有调节螺栓,在所述伸缩固定板上方设置有第二固定折边,在对两个工件进行同时操作时,可以根据需要,调整另一个工件的高度,使得喷涂过程不互相干扰;
26.其七,由于所述支撑架为圆管支撑架,所述圆管支撑架包括与所述支撑架座固定的支撑底盘,在沿行进方向前后两侧的边框上方间隔设置有弧状凹槽,在所述行进方向左右两侧的边框上设置有挡块,对于圆管型的钢结构件,接触面积小,避免了在行进过程中钢
结构件滚动,稳定性能好,挡块避免了钢结构件滚落;
27.其八,由于在所述支撑小车的后方设置有止退块,避免了支撑小车向后移动。
附图说明
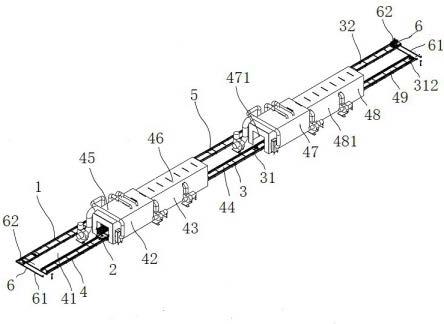
28.图1为本实用新型钢结构件喷涂系统的结构示意图;
29.图2为图1的俯视图;
30.图3为图1的侧面视图;
31.图4为换道机构的结构示意图;
32.图5为图4的俯视图;
33.图6为图4的侧面视图;
34.图7为支撑小车的结构示意图;
35.图8为图7的俯视图;
36.图9为图7的侧面视图;
37.图10为喷涂牵引机构的结构示意图;
38.图11为返回牵引机构的结构示意图;
39.图12为箱体支撑架的结构示意图;
40.图13为放置箱体钢结构件后的结构示意图;
41.图14为“h”型钢支撑架的结构示意图;
42.图15为放置“h”型钢结构件后的结构示意图;
43.图16为第二支撑架为伸出状态时的结构示意图;
44.图17为圆管支撑架的结构示意图;
45.图18为放置圆管钢结构件后的结构示意图。
具体实施方式
46.下面结合附图和具体实施方式对本实用新型钢结构件喷涂系统的结构和使用原理做进一步详细说明。
47.如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10和图11所示,本实用新型钢结构件喷涂系统的结构示意图,本实用新型钢结构件喷涂系统包括喷涂循环轨道1、位于该喷涂循环轨道1上的支撑小车2和小车牵引机构3,喷涂循环轨道1包括喷涂轨道4和小车返回轨道5,喷涂轨道4和小车返回轨道5相互平行,在喷涂轨道4和小车返回轨道5两端设置有换道机构6;喷涂轨道包括上料区41、底漆喷涂区42、底漆烘干区43、第一卸料区44,在底漆喷涂区42处设置有底漆喷涂机构45,在底漆烘干区43处设置有底漆烘干机构46;支撑小车2包括车架21和行进轮22,在车架21上方设置有支撑架座23,在支撑架座23内设置有支撑架24,在车架21上设置有牵引挂板25。
48.如图4、图5和图6所示,换道机构6包括与喷涂轨道4垂直的换道轨道61和换道车体62,换道车体62包括换道车架621,在换道车架621下方设置有与换道轨道61匹配的换道轮622,在换道车架621上方设置有移动车轨623,移动车轨623的高度与喷涂轨道4的高度相同,在换道车架621上设置有换道电机624,换道电机624与换道轮622动力连接。
49.底漆喷涂机构45包括带有底漆喷涂门451的底漆喷涂罩体452,在底漆喷涂罩体
452内设置有底漆喷枪453。
50.小车牵引机构3包括喷涂牵引机构31和返回牵引机构32。如图10所示,喷涂牵引机构31包括喷涂牵引带311和与该喷涂牵引带311动力连接的喷涂电机312,在喷涂牵引带311上设置有喷涂挂钩313。如图11所示,返回牵引机构32包括返回牵引带321和与该返回牵引带321动力连接的返回电机322,在返回牵引带321上设置有返回挂钩323。
51.根据钢结构构件的种类安装适合的支撑架24,根据钢结构的长度确定支撑小车2的数量和相互间距离,将支撑小车2按要求放置在喷涂轨道4上;将钢结构件通过吊装放置在支撑小车2上;开启喷涂电机312,带动喷涂牵引带311移动,在喷涂牵引带311上的喷涂挂钩313挂在支撑小车的牵引挂板上,支撑小车2带动钢结构件沿喷涂轨道4前进至底漆喷涂区42;钢结构件在底漆喷涂区42内进行喷涂;开启喷涂电机312,喷涂底漆后的钢结构件进入底漆烘干区43烘干;开启喷涂电机312,烘干后的钢结构件进入第一卸料区44,通过吊车等机械将钢结构从第一卸料区44中的支撑小车2上卸下;开启换道电机624,使得换道车体62移动至喷涂轨道4一侧,移动车轨623与喷涂轨道4对齐;支撑小车2从喷涂轨道4上移动至换道车体62上方的移动车轨623上方;开启换道电机624,使得换道车体62移动至返回轨道5一侧,移动车轨623与返回轨道5对齐;支撑小车2从换道车体62上方的移动车轨623上方移动至返回轨道5上;开启返回电机322,带动返回牵引带321移动,在返回牵引带321上的返回挂钩挂324在支撑小车2的牵引挂板25上,支撑小车2沿返回轨道5前进与上料区41一端的返回轨道5上;开启换道电机624,使得换道车体62移动至返回轨道5一侧,移动车轨623与返回轨道5对齐;支撑小车2从返回轨道623上移动至换道车体62上方的移动车轨623上方;开启换道电机624,使得换道车体62移动至喷涂轨道4一侧,移动车轨623与喷涂轨道4对齐;支撑小车2从换道车体62上方的移动车轨623上方移动至喷涂轨道4上;继续上料,直至喷涂完成。
52.上述钢结构件喷涂系统具有以下优点:
53.优点(一)、钢结构件固定在支撑小车2的支撑架24上,稳定性能好,支撑架24与钢结构件的接触面积小,喷涂过程中,未喷涂的面积小,利于后续加工;
54.优点(二)、喷漆在底漆喷涂罩体内完成,避免了喷涂雾气对空气的污染;
55.优点(三)、烘干时在烘干机构内完成,烘干温度均匀,工作人员不需要进入烘干机构内部,烘干效果好、节约能源;
56.优点(四)、整个工序可以流水化生产,提高了生产效率,节约了空间占用;
57.优点(五)、支撑小车可以通过喷涂轨道将钢结构件从上料区一侧运行到卸料区一侧,然后经换道机构换到返回轨道上返回,然后经换道机构再次到达上料区,使用更加方便;
58.在第一卸料区44后方的所述喷涂轨道包括面漆喷涂区47、面漆烘干区48、第二卸料区49,在面漆喷涂区47处设置有面漆喷涂机构471,在面漆烘干区48处设置有面漆烘干机构481。对于喷涂底漆后需要喷涂面漆的钢结构件来说,在底漆烘干后,继续进行面漆喷涂区47和面漆烘干区48对钢结构件进行面漆喷涂和面漆烘干,然后再在第二卸料区49进行卸料,应用范围更广。
59.在底漆喷涂机构42和面漆喷涂机构47外侧设置废气过滤收集机构7,可以对喷涂过程中产生的废气进行过滤收集,避免了对空气产生污染。
60.如图12和图13所示,支撑架24为箱体支撑架,箱体支撑架24包括两个侧边支撑板241,在两个侧板支撑板24之间设置有“v”型卡槽242;对于箱体形状的钢结构件81来说,固定更加稳定,接触面积更小。
61.如图14、图15和图16所示,支撑架24为“h”型钢支撑架,“h”型钢支撑架包括与支撑架座23固定的底座243,在底座243上设置有第一支撑架244和第二支撑架245,第一支撑架244包括底板2441和位于该底板2441上方的第一固定折边2442,可以将“h”型钢82固定在第一固定折边2442上,固定更加牢固,避免了行进过程中型钢的倾倒,还可以同时对两个工件进行操作,工作效率高。
62.第二支撑架245包括与底座243固定的伸缩座2451,在伸缩座2451上设置有伸缩轨道槽2452,在伸缩轨道槽2452外侧的伸缩座2451上设置有位置调节孔2453,在伸缩轨道槽2452内设置有伸缩固定板2454,在伸缩固定板2454与伸缩轨道槽2452对应位置上设置有定位孔2455,在所置调节孔2453与定位孔2455内设置有调节螺栓2456,在伸缩固定板2454上方设置有第二固定折边2457,在对两个工件进行同时操作时,可以根据需要,调整另一个工件的高度,使得喷涂过程不互相干扰。
63.如图17和图18所示,支撑架24为圆管支撑架,圆管支撑架包括与支撑架座23固定的支撑底盘246,在沿行进方向前后两侧的边框上方间隔设置有弧状凹槽247,在行进方向左右两侧的边框上设置有挡块248,对于圆管型的钢结构件83,接触面积小,避免了在行进过程中钢结构件滚动,稳定性能好,挡块避免了钢结构件滚落。
64.在支撑小车2的后方设置有止退块26,避免了支撑小车向后移动。
65.本实用新型的保护范围不仅仅局限于上述实施例,只要结构与本实用新型钢结构件喷涂系统结构相同或相似,就落在本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1