端盖配件自动涂胶粘接机的制作方法
本技术涉及涂胶设备,特别涉及端盖配件自动涂胶粘接机。
背景技术:
1、传统涂胶的方式为使用手持式点胶枪,作业员手工涂胶,在操作过程中极易出现出胶量不均,涂胶多了粘合时胶会溢出,胶少了,粘接不牢固。同时涂胶位置也不能精准操控,操作时容易出现多涂或者少涂,严重影响胶粘件的可靠性,且效率低下。
技术实现思路
1、本实用新型的目的在于至少解决现有技术中存在的技术问题之一。为此,本实用新型提出端盖配件自动涂胶粘接机,能够实现精准涂胶,保证产品质量要求,并且能够提升涂胶效率。
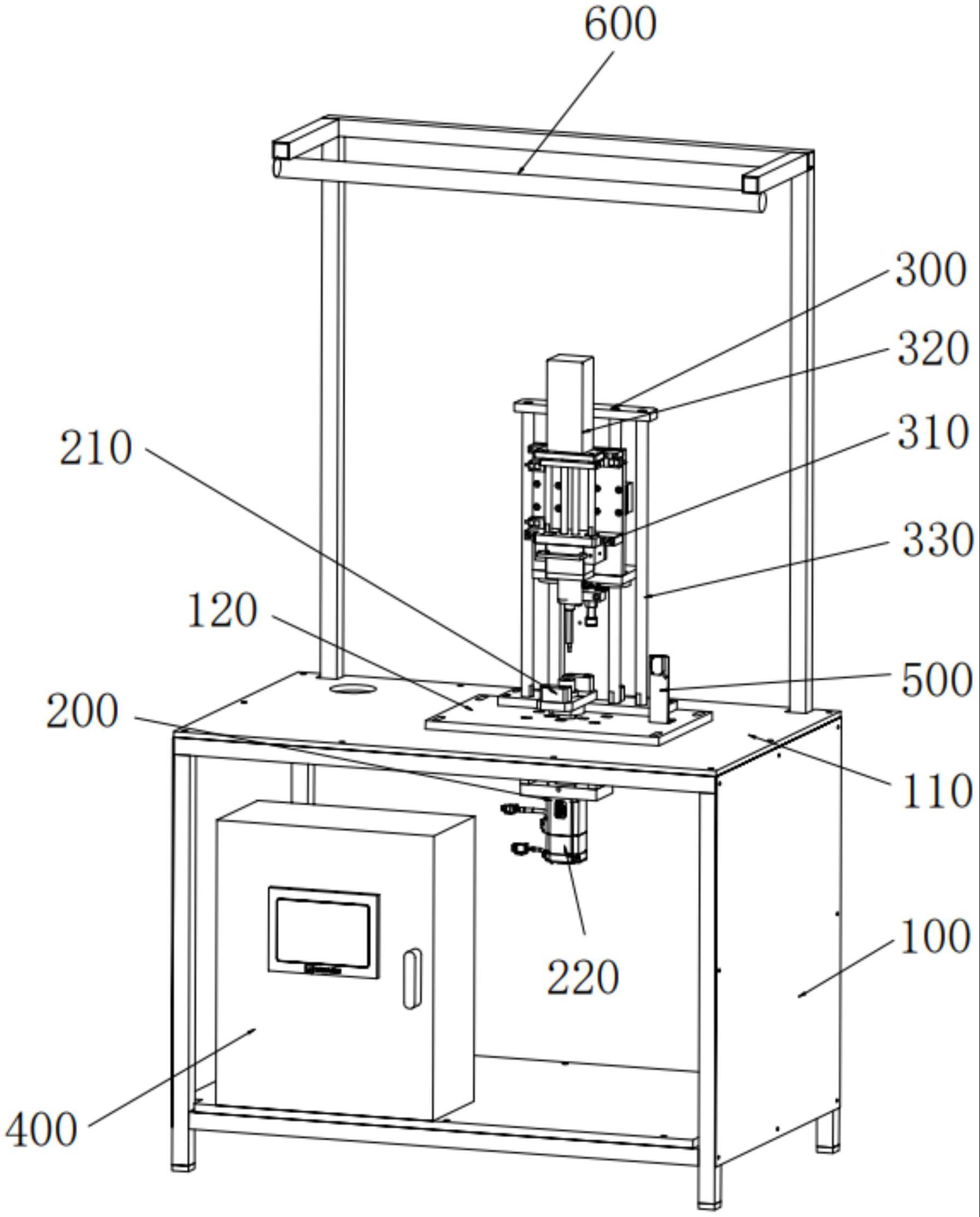
2、根据本实用新型第一方面实施例的端盖配件自动涂胶粘接机,包括:机架、旋转夹具组件、装胶夹具组件以及控制电箱,机架包括有支撑板,旋转夹具组件包括旋转夹具部和伺服控制电机,所述旋转夹具部位于所述支撑板上方,所述伺服控制电机的输出端穿过所述支撑板与所述旋转夹具部连接,所述伺服控制电机用于控制所述旋转夹具部旋转,装胶夹具组件位于所述旋转夹具组件上方,所述装胶夹具组件包括装胶夹具部、丝杠步进电机,所述丝杠步进电机用于提供挤胶动力和控制挤胶量,所述控制电箱用于控制所述旋转夹具部、丝杠步进电机、伺服控制电机作业。
3、根据本实用新型的第一方面实施例的端盖配件自动涂胶粘接机,至少具有如下有益效果:此端盖配件自动涂胶粘接机,将工件放在旋转夹具部上,启动后,装胶夹具部运动到达涂胶点,伺服控制电机控制旋转夹具组件旋转进行涂胶,涂胶完成后,旋转夹具部停止转动,装胶夹具部上升,通过丝杠步进电机控制出胶量,旋转夹具部定位需要涂胶的工件,伺服控制电机带动旋转夹具部旋转,实现精准涂胶,保证产品质量要求,同时能够提升涂胶效率。
4、根据本实用新型的第一方面实施例所述的端盖配件自动涂胶粘接机,所述端盖配件自动涂胶粘接机还包括光电开关,所述光电开关用于检测所述旋转夹具部是否有待涂胶工件,所述光电开关设置在所述支撑板上。
5、根据本实用新型的第一方面实施例所述的端盖配件自动涂胶粘接机,所述端盖配件自动涂胶粘接机还包括位于所述支撑板上方的调节板,所述调节板能够沿着所述支撑板的长度方向和宽度方向移动。
6、根据本实用新型的第一方面实施例所述的端盖配件自动涂胶粘接机,所述端盖配件自动涂胶粘接机还包括照明灯,所述照明灯通过支撑架固定在所述支撑板上,所述支撑架包括立柱和顶梁,所述照明灯设置在所述顶梁上,且所述照明灯的照明区域位于所述旋转夹具组件和装胶夹具组件上方。
7、根据本实用新型的第一方面实施例所述的端盖配件自动涂胶粘接机,所述机架还包括有柜体,所述支撑板设置在所述柜体的顶部,所述控制电箱设置在所述柜体内。
8、根据本实用新型的第一方面实施例所述的端盖配件自动涂胶粘接机,所述装胶夹具组件还包括直线导向运动机构,所述直线导向运动机构包括导柱和导套,所述导套能够沿着所述导柱移动,所述装胶夹具部和所述丝杠步进电机与所述导套连接。
9、根据本实用新型的第一方面实施例所述的端盖配件自动涂胶粘接机,所述装胶夹具部包括换模拉手部,所述换模拉手部可以用于换胶和换模。
10、根据本实用新型的第一方面实施例所述的端盖配件自动涂胶粘接机,所述旋转夹具部用于夹持接触工件内表面。
11、根据本实用新型的第一方面实施例所述的端盖配件自动涂胶粘接机,所述控制电箱包括用于输入参数的输入部,所述控制电箱内设置的参数有涂胶量和涂胶方向角度。
技术特征:
1.端盖配件自动涂胶粘接机,其特征在于,包括:
2.根据权利要求1所述的端盖配件自动涂胶粘接机,其特征在于:所述端盖配件自动涂胶粘接机还包括光电开关,所述光电开关用于检测所述旋转夹具部是否有待涂胶工件,所述光电开关设置在所述支撑板上。
3.根据权利要求1所述的端盖配件自动涂胶粘接机,其特征在于:所述端盖配件自动涂胶粘接机还包括位于所述支撑板上方的调节板,所述调节板能够沿着所述支撑板的长度方向和宽度方向移动。
4.根据权利要求1所述的端盖配件自动涂胶粘接机,其特征在于:所述端盖配件自动涂胶粘接机还包括照明灯,所述照明灯通过支撑架固定在所述支撑板上,所述支撑架包括立柱和顶梁,所述照明灯设置在所述顶梁上,且所述照明灯的照明区域位于所述旋转夹具组件和装胶夹具组件上方。
5.根据权利要求1所述的端盖配件自动涂胶粘接机,其特征在于:所述机架还包括有柜体,所述支撑板设置在所述柜体的顶部,所述控制电箱设置在所述柜体内。
6.根据权利要求1所述的端盖配件自动涂胶粘接机,其特征在于:所述装胶夹具组件还包括直线导向运动机构,所述直线导向运动机构包括导柱和导套,所述导套能够沿着所述导柱移动,所述装胶夹具部和所述丝杠步进电机与所述导套连接。
7.根据权利要求1所述的端盖配件自动涂胶粘接机,其特征在于:所述装胶夹具部包括换模拉手部,所述换模拉手部可以用于换胶和换模。
8.根据权利要求1所述的端盖配件自动涂胶粘接机,其特征在于:所述旋转夹具部用于夹持接触工件内表面。
9.根据权利要求1所述的端盖配件自动涂胶粘接机,其特征在于:所述控制电箱包括用于输入参数的输入部,所述控制电箱内设置的参数有涂胶量和涂胶方向角度。
技术总结
本技术公开了端盖配件自动涂胶粘接机,包括:机架、旋转夹具组件、装胶夹具组件以及控制电箱,机架包括有支撑板,旋转夹具组件包括旋转夹具部和伺服控制电机,旋转夹具部位于支撑板上方,伺服控制电机的输出端穿过支撑板与旋转夹具部连接,伺服控制电机用于控制旋转夹具部旋转,装胶夹具组件位于旋转夹具组件上方,装胶夹具组件包括装胶夹具部、丝杠步进电机,丝杠步进电机用于提供挤胶动力和控制挤胶量,控制电箱用于控制旋转夹具部、丝杠步进电机、伺服控制电机作业,通过丝杠步进电机控制出胶量,旋转夹具部定位需要涂胶的工件,伺服控制电机带动旋转夹具部旋转,实现精准涂胶,保证产品质量要求,同时能够提升涂胶效率。
技术研发人员:杨海清,郑钱停
受保护的技术使用者:广东大雅智能厨电股份有限公司
技术研发日:20220914
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!