一种自动化配料系统的制作方法
1.本实用新型涉及自动化加工技术领域,具体涉及一种自动化配料系统。
背景技术:
2.刹车片是车辆制动系统中最为重要的部件之一,现有的汽车刹车片主要是由安装钢板、隔热阻尼胶层和摩擦刹车皮组成。摩擦刹车皮即为汽车刹车片中的摩擦材料,刹车片的摩擦材料的原料组分种类较多,一般含有各种粉体、多种粒度的颗粒材料和不同种类的纤维。
3.对于这些原料组分的加工通常需要进行原料按比例混料工序,现有的大型的自动配料系统往往结构及配置复杂,还需要在配料小车与控制柜之间连接多条线路来操控配料小车运行,这样不仅占用了生产空间,而且这些线路时间一长还会引发安全事故。
技术实现要素:
4.本实用新型的目的就是针对上述现有技术的不足,提供一种结构简单且无需大量连线就能操控送料小车进行配料的自动化配料系统。
5.本实用新型采用的技术方案如下:
6.一种自动化配料系统,它包括架体、配料仓和控制柜,配料仓呈两排并排设置在架体的顶部,配料仓的底端设有配料器,架体的底部上对应配料仓设有直线导轨,直线导轨上卡设有送料小车,送料小车内部的底部设有称重仪,送料小车外部的底部设有齿轮,齿轮的端部设有驱动其运行的电机,直线导轨上设有与齿轮相适配的链条,齿轮上设有用于精确定位的里程计数器,送料小车内设有第一蓝牙接收器、第一蓝牙发送器和第一单片机,第一蓝牙接收器、第一蓝牙发送器和里程计数器均与第一单片机相连,控制柜设于架体的一侧,控制柜内设有遥控装置和单片机主控制器,遥控装置内设有第二蓝牙接收器、第二蓝牙发送器和第二单片机,第二蓝牙接收器和第二蓝牙发送器均与第二单片机相连,第一蓝牙接收器与第二蓝牙发送器相连,第一蓝牙发送器与第二蓝牙接收器相连,单片机主控制器通过线路分别与配料器、称重仪、电机和第二单片机连接。
7.本实用新型的配料仓分为粉末配料仓、颗粒配料仓和纤维配料仓。
8.本实用新型的电机为直流伺服电机。
9.本实用新型的直线导轨上设有多个红外发送器,配料仓的下部设有与红外发送器相适配的红外接收器,送料小车能够遮挡红外发送器,红外发送器和红外接收器均通过线路与单片机主控制器连接。
10.本实用新型的送料小车包括车架和储料斗,储料斗嵌入安装在车架中部的安装槽中,储料斗的顶部开设有收料口,储料斗的底部设有卸料口。
11.本实用新型的配料仓上设有防止内部物料粘附的鼓风机,鼓风机的输出端通过管道与配料仓上开设的进风孔相连。
12.本实用新型的第一单片机和第二单片机均采用stc89c52rc。
13.本实用新型的架体、配料仓、车架和储料斗均采用碳钢材料加工而成。
14.本实用新型的有益效果有:
15.(1)本实用新型通过在直线导轨和送料小车上分别设置相适配的链条和齿轮,以及在齿轮上设置里程计数器,这样可以控制送料小车可以精准运行至其中某一个配料仓正下方进行接收物料,防止物料在下料时泼洒至架体底部,造成浪费;
16.(2)本实用新型通过在送料小车和控制柜中共同设置蓝牙接收和发送器,使操作人员可以通过控制柜无线控制送料小车在直线导轨上进行往复直线运动,并精准停在各个配料仓出料口的正下方,无需在送料小车与控制柜之间连接多条线路来操控送料小车运行,这样即不占用生产空间,又消除操作人员日常隐患;
17.(3)本实用新型通过控制柜进行无线操控送料小车自动配料,降低原有的人工劳动强度,提高混料比例的准确性,使得最后制作的成品合格率高。
附图说明
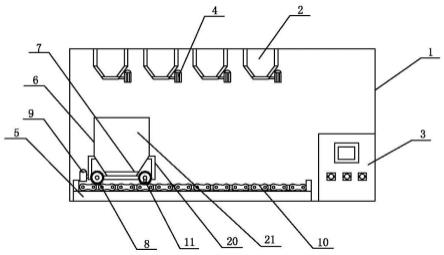
18.图1为本实用新型的结构示意图;
19.图2为本实用新型的俯视图;
20.图3为本实用新型中送料小车与控制柜之间的系统示意图;
21.图中1、架体;2、配料仓;3、控制柜;4、配料器;5、直线导轨;6、送料小车;7、称重仪;8、齿轮;9、电机;10、链条;11、里程计数器;12、第一蓝牙接收器;13、第一蓝牙发送器;14、第一单片机;15、遥控装置;16、单片机主控制器;17、第二蓝牙接收器;18、第二蓝牙发送器;19、第二单片机;20、车架;21、储料斗。
具体实施方式
22.下面结合附图对本实用新型作进一步地说明:
23.如图1-3所示,本实用新型它包括架体1、配料仓2和控制柜3,该配料仓2呈两排并排设置在架体1的顶部,两排配料仓2的数量可相同也可不相同,配料仓2的总数量为12-30个,其中配料仓2分为粉末配料仓、颗粒配料仓和纤维配料仓,粉末配料仓、颗粒配料仓和纤维配料仓的数量根据刹车片摩擦材料的物料配方进行设置,同时所有配料仓2的出料口高度保持一致,可有效解决配料过程中产生的粉尘问题,使生产环境污染小。配料仓2的底端设有配料器4,用于自动控制配料仓2下料。
24.本实用新型的架体1的底部上对应配料仓2设有直线导轨5,直线导轨5上卡设有送料小车6,送料小车6内部的底部设有称重仪7,刹车片摩擦材料的物料配方中各个物料的重量值都是事先设置好的,不能多也不能少,防止影响成品质量;当送料小车6移动至对应的配料仓2正下方进行收料时,控制柜3内的单片机主控制器16将原本关闭的配料器4打开下料,送料小车6内部的称重仪7会对收到的物料进行实时称重,同时称重仪7会将称重数值发送至单片机主控制器16中,并与单片机主控制器16中预先设置好的各个物料重量值进行比对,直到称重仪7称重的物料重量值与单片机主控制器16中的预设值相同,那么单片机主控制器16将打开的配料器4关闭,停止配料仓2内的物料进入送料小车6内。
25.本实用新型的送料小车6外部的底部设有齿轮8,齿轮8的端部设有驱动其运行的电机9,直线导轨5上设有与齿轮8相适配的链条10,其中电机9为直流伺服电机,能够精确控
制旋转角度,电机9可以驱动齿轮8在链条10上转动且不发生偏移;齿轮8上设有用于精确定位的里程计数器11,用于控制齿轮8在链条10上移动的距离,从而使送料小车6能够在直线导轨5上进行直线往复运动并且能精准停在各个配料仓2出料口的正下方,而且送料小车6可以对并排的两个配料仓2内物料同时进行配料操作,这样可大大提高配料效率,缩短时间;其中送料小车6包括车架20和储料斗21,储料斗21嵌入安装在车架20中部的安装槽中,储料斗21的顶部开设有收料口,储料斗21的底部设有卸料口,在配料时,储料斗21的收料口正对着配料仓2的出料口。
26.为了进一步提高送料小车6与各个配料仓2之间的精准定位,在直线导轨5上设有多个红外发送器,配料仓2的下部设有与红外发送器相适配的红外接收器,红外发送器和红外接收器均通过线路与单片机主控制器16连接,其中送料小车6能够遮挡红外发送器,并且单片机主控制器16中会预先设置遮挡红外发送器的时间,一般遮挡时间为6秒,使得送料小车6在配料时可以在直线导轨7上随意移动,当送料小车6的储料斗21遮挡住某个红外发送器时,与此红外发送器相适配的红外接收器6秒后没有接收到红外线,那么红外接收器对应的配料仓2开始下料至送料小车6中。
27.本实用新型的送料小车6内设有第一蓝牙接收器12、第一蓝牙发送器13和第一单片机14,第一蓝牙接收器12、第一蓝牙发送器13和里程计数器11均与第一单片机14相连。控制柜3设于架体1的一侧,控制柜3内设有遥控装置15和单片机主控制器16,遥控装置15内设有第二蓝牙接收器17、第二蓝牙发送器18和第二单片机19,第二蓝牙接收器17和第二蓝牙发送器18均与第二单片机19相连,第一蓝牙接收器12与第二蓝牙发送器18相连,第一蓝牙发送器13与第二蓝牙接收器17相连。其中第一单片机14和第二单片机19均采用stc89c52rc,用于将接收到的控制信号转换为机器信号。
28.本实用新型将遥控装置15内的第二蓝牙接收器17、第二蓝牙发送器18,与送料小车6内的第一蓝牙接收器12、第一蓝牙发送器13建立连接,并以蓝牙配对方式建立专用通信通道,并通过第二单片机19将控制信号传输给单片机主控制16,由单片机主控制16操控送料小车6进行移动,满足操作人员可以通过遥控装置15无线控制送料小车6在直线导轨5上进行往复直线运动,并精准停在各个配料仓2出料口的正下方,无需在送料小车6与遥控装置15之间连接多条线路来操控送料小车6运行,这样即不占用生产空间,又消除操作人员日常隐患。单片机主控制器16通过线路分别与配料器4、称重仪7、电机9和第二单片机19连接,从而操控送料小车6完成整个配料过程。
29.本实用新型的配料仓2上设有防止内部物料粘附的鼓风机,鼓风机的输出端通过管道与配料仓2上开设的进风孔相连。本实用新型的架体1、配料仓2、车架20和储料斗21均采用碳钢材料加工而成,此材料抗腐蚀能力强,硬度高,使用寿命长。
30.本实用新型的使用过程如下:
31.使用时,先打开控制柜3给各个部件提供运行动力,同时直线导轨7上的红外发送器在控制柜3打开后处于常开状态,红外发送器都会将红外线发送至对应配料仓2上的红外接收器中,当需要进行刹车片配料时,将遥控装置15内的第二蓝牙接收器17、第二蓝牙发送器18,与送料小车6内的第一蓝牙接收器12、第一蓝牙发送器13建立连接,并以蓝牙配对方式建立专用通信通道,并通过第二单片机19将控制信号传输给单片机主控制16,由单片机主控制16操控送料小车6进行移动,同时送料小车8上的电机9和里程计数器11进一步控制
其精准停在所需物料的配料仓2出料口的正下方,待送料小车6的储料斗21遮挡红外发送器时间长达6秒,单片机主控制器16将原本关闭的配料器4打开下料,送料小车6内部的称重仪7会对收到的物料进行实时称重,同时称重仪7会将称重数值发送至单片机主控制器16中,并与单片机主控制器16中预先设置好的各个物料重量值进行比对,直到称重仪7称重的物料重量值与单片机主控制器16中的预设值相同,那么单片机主控制器16将呈打开状的配料器4关闭,停止配料仓2内的物料进入送料小车6内,以此完成所需物料的配料。
32.待全部物料接收完毕后,送料小车6移动至直线导轨5的端部,然后通过储料斗21底部的卸料口将搭配好的物料卸出。
33.本实用新型涉及的其它未说明部分与现有技术相同。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1