一种中空玻璃卧式打胶设备的制作方法
1.本实用新型属于中空玻璃生产设备技术领域,尤其涉及一种中空玻璃卧式打胶设备。
背景技术:
2.中空玻璃是指多片玻璃使用高强度高气密性复合粘结剂,将玻璃片与内含干燥剂的铝合金框架粘结,制成的高效能隔音隔热玻璃。中空玻璃多种性能优越于普通双层玻璃,在建筑领域得到了广泛的应用。随着技术的发展,对中空玻璃进行打胶的自动化、半自动化机械设备被开发出来,不断提升中空玻璃产品的打胶生产效率并提升打胶效果。
3.打胶设备需要对中空玻璃进行定位以及夹持固定,打胶装置沿着设定的路线移动同时完成打胶作业,定位及夹持固定效果的好坏直接决定了中空玻璃打胶的质量。现有的卧式打胶设备对中空玻璃提供硬性夹持固定的作用,采用上下两排硬质胶墩对中空玻璃进行夹持,前述夹持固定的模式不易于控制夹持中空玻璃的力度,在一些情况下容易导致中空玻璃的夹伤问题,影响产品品质。因此,需要对卧式打胶设备的结构进行优化设计以解决前述技术问题。
技术实现要素:
4.本实用新型为解决公知技术中存在的技术问题而提供一种结构设计合理、易于定位操作、不产生夹伤问题的中空玻璃卧式打胶设备。
5.本实用新型为解决公知技术中存在的技术问题所采取的技术方案是:一种中空玻璃卧式打胶设备包括主机箱以及安装在主机箱后部上方的打胶机箱,在主机箱上安装有定位装置及固定装置,在打胶机箱上安装有打胶装置;定位装置包括侧定位组件和前定位组件,侧定位组件包括侧横梁及安装在侧横梁上的多个侧定位胶辊,前定位组件包括前横梁及安装在前横梁上的多个前定位胶辊,在主机箱的内部安装有驱动前定位组件作升降移动的第一升降驱动组件;固定装置包括上固定组件和下固定组件,上固定组件包括上横梁及安装在上横梁底部的多个胶墩,下固定组件包括下横梁及安装在下横梁顶部的多个吸盘,还包括分别驱动上固定组件和下固定组件作升降移动的第二升降驱动组件,在主机箱内安装有真空组件;打胶装置包括沿打胶机箱横向平移移动的水平基板,在水平基板上安装有升降基板以及升降组件,在升降基板上安装有承载基板及打胶气缸,在承载基板上安装有打胶组件和打胶头。
6.优选地:第一升降驱动组件包括四连杆形式的升降支架以及驱动升降支架形变的支架气缸,升降支架安装在主机箱的内框架上,支架气缸的缸体与内框架铰接连接、活塞杆的端部与升降支架铰接连接。
7.优选地:第二升降驱动组件包括相对设置的两个上固定组件气缸和相对设置的两个下固定组件气缸,上固定组件气缸的活塞杆与上横梁的端部固定连接,在下横梁的两端安装有下转接基座且下转接基座与下固定组件气缸的活塞杆固定连接。
8.优选地:在主机箱的两端分别安装有左支撑立柱和右支撑立柱,上固定组件气缸和下固定组件气缸各自安装在本端的支撑立柱上;在两个支撑立柱的上端安装有导向滑套且在导向滑套内设有导向杆,在上横梁的两端通过短纵梁安装有上转接基座且上转接基座与导向杆固定连接,在支撑立柱上还安装有导向滑轨及导向滑块,下转接基座与导向滑块固定连接。
9.优选地:打胶装置还包括安装在水平基板下方的竖直基板,在打胶机箱的顶部和后部均安装有滑轨,在水平基板的底部以及竖直基板的前部均安装有滑块,滑块沿相应的滑轨移动。
10.优选地:在水平基板的侧部通过电机支架安装有驱动电机,在驱动电机的输出轴上安装有主动齿轮,在打胶机箱的顶部安装有与主动齿轮配合的齿条。
11.优选地:打胶组件包括第一胶阀、第二胶阀和直式混胶管,第一胶阀的输出口与第二胶阀的第一输入口连接,第一胶阀的输入口和第二胶阀的第二输入口分别与送胶管路连接,直式混胶管的内端与第二胶阀的输出口连接,打胶头安装在直式混胶管的外端。
12.优选地:在左支撑立柱上还安装有挡胶组件,挡胶组件包括与左支撑立柱固定连接的挡胶竖直气缸和安装在挡胶竖直气缸的活塞杆前端的挡胶水平气缸,在挡胶水平气缸的活塞杆端部安装有挡胶板。
13.优选地:在承载基板的侧部还安装有刮胶组件,刮胶组件包括与承载基板固定的刮胶支架、安装在刮胶支架上的刮胶水平气缸以及安装在刮胶水平气缸的活塞杆前端的刮胶竖直气缸,在刮胶竖直气缸的活塞杆下端安装有刮胶板。
14.优选地:升降组件包括升降支架、升降电机以及升降丝杠,升降基板与升降丝杠上的丝母固定连接;在升降基板上还安装有导向滑轨,在承载基板的底部安装有沿导向滑轨移动的导向滑块。
15.本实用新型的优点和积极效果是:
16.本实用新型提供了一种结构设计合理的中空玻璃卧式打胶设备,与现有的中空玻璃打胶设备相比,本实用新型中的打胶设备通过设置侧定位组件和前定位组件,对中空玻璃进行侧部边缘定位和前部边缘定位,操作时只需将中空玻璃送入侧定位组件与前定位组件之间即可进行准确定位,定位操作简便且准确。通过为前定位组件配置第一升降驱动组件,令前定位组件能够在中空玻璃上料时升起、在执行打胶操作时下降,避免对打胶操作产生干扰。通过设置上固定组件和下固定组件,实现了对中空玻璃的可靠固定,有利于后续打胶操作的顺畅、准确进行。
17.上固定组件采用多个胶墩对中空玻璃进行压持固定,下固定组件采用多个吸盘对中空玻璃进行吸附固定,此种固定方式与现有的固定方式相比,对中空玻璃更加友好,吸盘对中空玻璃进行吸附固定的同时令中空玻璃具备一定的上下浮动的效果,因而有效避免了中空玻璃在刚性夹持固定的方式下存在的玻璃被夹伤问题,保证了中空玻璃的产品品质。
附图说明
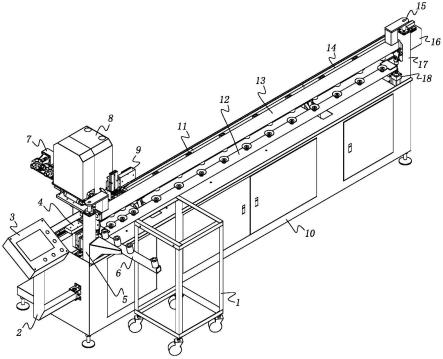
18.图1是本实用新型的结构示意图,前部视角;
19.图2是本实用新型的结构示意图,后部视角;
20.图3是本实用新型的机体部分的结构示意图,后部上方视角;
21.图4是本实用新型的机体部分的结构示意图,前部下方视角;
22.图5是本实用新型的打胶部分的外部结构示意图;
23.图6是本实用新型的打胶部分的内部结构示意图;
24.图7是本实用新型的打胶部分的内部结构示意图;
25.图8是本实用新型的使用状态示意图。
26.图中:
27.1、移动支架;2、机箱支臂;3、控制箱;4、挡胶组件;4-1、挡胶竖直气缸;4-2、挡胶水平气缸;5、左支撑立柱;6、侧定位组件;6-1、侧横梁;6-2、侧定位胶辊;7、打胶组件;7-1、第一胶阀;7-2、第二胶阀;7-3、直式混胶管;8、外罩;9、刮胶组件;9-1、刮胶水平气缸;9-2、刮胶竖直气缸;9-3、刮胶支架;10、主机箱;11、前定位组件;11-1、前横梁;11-2、前定位胶辊;12、下固定组件;12-1、下部横梁;12-2、吸盘;13、上固定组件;13-1、上横梁;13-2、胶墩;13-3、短纵梁;14、齿条;15、上转接基座;16、打胶机箱;17、右支撑立柱;18、上固定组件气缸;19、下固定组件气缸;20、下转接基座;21、滑轨;22、限位板;23、水平基板;24、竖直基板;25、升降支架;26、支架气缸;27、电子尺组件;28、打胶头;29、滑块;30、打胶气缸;31、电机支架;32、承载基板;33、升降基板;34、升降组件;35、中空玻璃。
具体实施方式
28.为能进一步了解本实用新型的
技术实现要素:
、特点及功效,兹举以下实施例详细说明。
29.请参见图1和图2,本实用新型的中空玻璃卧式打胶设备包括主机箱10以及安装在主机箱10后部上方的打胶机箱16,在主机箱10上安装有定位装置及固定装置,在打胶机箱16上安装有打胶装置。其中,定位装置10用于对中空玻璃35进行定位,固定装置用于对中空玻璃35进行固定,打胶装置能够沿着打胶机箱16的长度方向移动,在从左端向右端移动的过程中完成打胶操作,完成单次打胶操作之后向左复位移动。
30.主机箱10由内框架和安装在内框架外部的箱板构成,在箱板上设有窗口并安装有箱门,通过打开箱门对内部的组件进行操作,在主机箱10的底部四角位置安装有调平地脚。打胶机箱16为长方体形状,在主机箱10的后部上方设有缺口,打胶机箱16安装固定在该缺口内,如图中所示,打胶机箱16的顶面的高度大于主机箱10的顶面的高度。
31.如图中所示,本卧式打胶设备需要采用一个移动支架1辅助进行中空玻璃35的转移操作,中空玻璃35放置在移动支架1上并且由人工推动移动,向本打胶设备上置入中空玻璃35并完成四周边缘的打胶操作之后再通过移动支架1将中空玻璃35转移到其它位置。
32.请参见图2和图3,可以看出:
33.定位装置包括侧定位组件6和前定位组件11,其中侧定位组件6用于对中空玻璃35 的侧部边缘进行定位,前定位组件11用于对中空玻璃35的前部边缘进行定位,侧部边缘和前部边缘定位后,中空玻璃35的位置就被准确限定了。如图中所示,侧定位组件6的长度方向与本打胶设备的长度方向也就是打胶装置的移动方向垂直,前定位组件11的长度方向与本打胶设备的长度方向也就是打胶装置的移动方向平行,打胶装置对中空玻璃 35位于前部的边缘进行打胶操作,完成一个边缘的打胶操作之后将中空玻璃35调转90
°
进行下一边缘的打胶,直至完成四个边缘的全部打胶操作。
34.侧定位组件6包括侧横梁6-1及安装在侧横梁6-1上的多个侧定位胶辊6-2。前定位
组件11包括前横梁11-1及安装在前横梁11-1上的多个前定位胶辊11-2,在主机箱10的内部安装有驱动前定位组件11作升降移动的第一升降驱动组件,设置第一升降驱动组件的作用是:令前定位组件11在中空玻璃35的上料阶段升起来,中空玻璃35被固定后在打胶操作阶段前定位组件11下降,这样中空玻璃35的前部边缘就不再被遮挡,这有利于打胶装置执行打胶操作。
35.请参见图4,可以看出:
36.第一升降驱动组件包括四连杆形式的升降支架25以及驱动升降支架25形变的支架气缸26,升降支架25安装在主机箱10的内框架上,支架气缸26的缸体与内框架铰接连接、活塞杆的端部与升降支架25铰接连接。具体地,如图中所示,升降支架25包括前部支臂、后部支臂、上部支臂和下部支臂,相邻的支臂之间铰接连接,后部支臂与内框架固定连接,前部支臂的上端与前定位组件11的前横梁11-1固定连接,支架气缸26的活塞杆端部与下部支臂的前端铰接连接。
37.第一升降驱动组件设置有两组,如图中所示,在主机箱10的顶壁上设有左右两个窗口,两个升降支架25的上部各自从两个窗口内伸出并与前定位组件11固定连接。
38.请参见图2和图3,可以看出:
39.固定装置包括上固定组件13和下固定组件12,上固定组件13包括上横梁13-1及安装在上横梁13-1底部的多个胶墩13-2,下固定组件12包括下横梁12-1及安装在下横梁 12-1顶部的多个吸盘12-2。还包括分别驱动上固定组件13和下固定组件12作升降移动的第二升降驱动组件,在主机箱10内安装有真空组件,各吸盘12-2通过气管路与真空组件连接。
40.第二升降驱动组件包括相对设置的两个上固定组件气缸18和相对设置的两个下固定组件气缸19,上固定组件气缸18的活塞杆与上横梁13-1的端部固定连接,在下横梁12-1 的两端安装有下转接基座20且下转接基座20与下固定组件气缸19的活塞杆固定连接。两个上固定组件气缸18和两个下固定组件气缸19同步动作且动作模式相反,即上固定组件气缸18的活塞杆向下移动时下固定组件气缸19的活塞杆向上移动,因而上固定组件 13和下固定组件12两者相向移动或者背向移动,相向移动时将中空玻璃35夹持在中部,背向移动时将中空玻璃35释放。
41.请参见图4,本实施例中,在主机箱10的两端分别安装有左支撑立柱5和右支撑立柱17,上固定组件气缸18和下固定组件气缸19各自安装在本端的支撑立柱上。在两个支撑立柱的上端安装有导向滑套且在导向滑套内设有导向杆,在上横梁13-1的两端通过短纵梁13-3安装有上转接基座15且上转接基座15与导向杆固定连接,在支撑立柱上还安装有导向滑轨及导向滑块,下转接基座20与导向滑块固定连接。
42.设置导向滑套及导向杆的作用是提升上固定组件13作升降移动时的稳定性,设置导向滑轨及导向滑块的作用是提升下固定组件12作升降移动时的稳定性,通过提升上固定组件13和下固定组件12两者作升降移动时的稳定性,保证对中空玻璃35提供稳定的夹持、吸附固定效果。
43.真空组件包括真空泵,用于提供负压吸附效果,需要对中空玻璃35进行吸附固定时,吸盘12-2内的空气被抽出形成负压环境,需要对中空玻璃35进行释放时,抽气效果消失,空气进入吸盘12-2内恢复正常气压。
44.请参见图5、图6和图7,可以看出:
45.打胶装置包括沿打胶机箱16横向平移移动的水平基板23,在水平基板23上安装有升降基板33以及升降组件34,在升降基板33上安装有承载基板32及打胶气缸30,在承载基板32上安装有打胶组件7和打胶头28。水平基板23带动其附属部件沿着打胶机箱 16的长度方向移动,升降组件34驱动升降基板33及其附属部件作升降移动,打胶气缸 30驱动承载基板32及其附属部件前后移动,打胶组件7用于将胶料向打胶头28输送,在向中空玻璃35的边缘进行打胶的过程中,打胶头28与中空玻璃35的边缘抵靠并且将胶料注入中空玻璃35的边缘内部(相邻两层玻璃以及铝合金框架之间的空间)。
46.打胶装置采用如下方式平移移动:
47.在水平基板23的侧部通过电机支架31安装有驱动电机(图中未示出),在驱动电机的输出轴上安装有主动齿轮,在打胶机箱16的顶部安装有与主动齿轮配合的齿条14,驱动电机驱动主动齿轮转动,主动齿轮沿齿条14滚动移动,实现主动式行走移动。
48.打胶装置还包括安装在水平基板23下方的竖直基板24,在打胶机箱16的顶部和后部均安装有滑轨21,在水平基板23的底部以及竖直基板24的前部均安装有滑块29,滑块29沿相应的滑轨21移动,这样提升了打胶装置平移移动时的稳定性。
49.本实施例中,为了对打胶装置的移动范围进行限定、避免超范围移动,在打胶机箱 16的后壁首端和末端位置各安装一个限位板22,打胶装置移动的过程中,到达首端和末端位置时,竖直基板24的边缘与限位板22接触,因而打胶装置无法进一步移动。
50.升降组件34包括升降支架、升降电机以及升降丝杠,升降电机安装在升降支架的顶部、升降丝杠安装在升降支架的内部,升降支架的下端与水平基板23固定连接,升降基板23与升降丝杠上的丝母固定连接。升降电机驱动升降丝杠转动,相应地,升降基板23 及其附属部件作升降移动。
51.为了提升升降移动的稳定性,如图中所示,升降组件34还包括两个导向杆及导向滑套,导向滑套安装在升降基板33上。
52.本实施例中,在升降基板23上还安装有导向滑轨,在承载基板32的底部安装有沿导向滑轨移动的导向滑块,通过设置导向滑轨及导向滑块能够提升承载基板32及其附属部件作前后移动时的稳定性。如图中所示,打胶气缸30安装固定在升降基板33的侧部边缘位置,其活塞杆的端部与安装在承载基板32的侧部边缘底部的支座固定连接,通过控制打胶气缸30动作,令承载基板32及其附属部件前后移动,向前移动时,打胶头28与中空玻璃35的边缘抵靠,向后移动时打胶头28与中空玻璃35的边缘分离。
53.打胶组件7包括第一胶阀7-1、第二胶阀7-2和直式混胶管7-3,第一胶阀7-1的输出口与第二胶阀7-2的第一输入口连接,第一胶阀7-1的输入口和第二胶阀7-2的第二输入口分别与送胶管路连接,直式混胶管7-3的内端与第二胶阀7-2的输出口连接,打胶头28 安装在直式混胶管7-3的外端。因此,第一胶阀7-1和第二胶阀7-2两者是串联的关系,第一胶阀7-1连接至白胶送胶管路,第二胶阀7-2连接至黑胶送胶管路,白胶和黑胶两种成分在直式混胶管7-3内边输送边混合,最终从打胶头28排出。
54.直式混胶管7-3在结构上包括平直的外套管,在外套管的内部安装有螺旋杆,在外套管与螺旋杆之间形成胶料输送通道,黑胶和白胶进入前述螺旋形的胶料输送通道内,在向前输送的过程中发生混合,到达打胶头28时已经充分混配均匀。采用直式混胶管7-3的优点:一是整体平直的形状不容易发生堵塞问题(内部没有拐弯、死角),二是在发生堵塞问题
时容易进行清理,可以将螺旋杆从外套管内抽出进行清理。
55.如图6中所示,在承载基板32的前部边缘安装有电子尺组件27,电子尺组件27用于检测中空玻璃35的边缘,如图中所示,电子尺组件27包括电子尺以及铰接安装在电子尺活塞前端的测量板,电子尺为现有市售组件,通过市购获取,结构和功能不赘述。打胶气缸30动作后,承载基板32及其附属部件向前移动一定距离,此时电子尺组件27的测量板的前部边缘与中空玻璃35的铝合金边框接触,迫使电子尺的活塞作收缩移动,实现对位置的测量,这个位置信号发送给控制器作为打胶位置校准信号。
56.本实施例中,在左支撑立柱5上还安装有挡胶组件4,挡胶组件4包括与左支撑立柱 5固定连接的挡胶竖直气缸4-1和安装在挡胶竖直气缸4-1的活塞杆前端的挡胶水平气缸 4-2,在挡胶水平气缸4-2的活塞杆的端部安装有挡胶板。挡胶组件4用于在打胶操作开始前动作,将挡胶板抵靠在中空玻璃35的左侧边缘,这样打胶头28从中空玻璃35的左上角位置开始打胶时,由于挡胶板的作用,胶料不会外溢到中空玻璃的外部。
57.本实施例中,在承载基板32的侧部还安装有刮胶组件9,刮胶组件9包括与承载基板32固定的刮胶支架9-3、安装在刮胶支架9-3上的刮胶水平气缸9-1以及安装在刮胶水平气缸9-1的活塞杆前端的刮胶竖直气缸9-2,在刮胶竖直气缸9-2的活塞杆下端安装有刮胶板。刮胶组件9用于在打胶的过程中进行刮胶,刮胶组件9与打胶头28是同步移动的,打胶头28在前方打胶,刮胶组件9的刮胶板对中空玻璃35的边缘进行刮胶,令部分外溢到玻璃边缘的胶料被刮除,提升打胶的品质。
58.打胶装置还包括一个外罩8,外罩8安装在承载基板32上,将打胶组件7、升降组件 34封闭在内部。
59.本卧式打胶设备还包括采用机箱支臂2安装有控制箱3,真空组件、第一升降驱动组件和第二升降驱动组件的气路电磁阀、挡胶组件4和刮胶组件9的气路电磁阀、驱动电机、打胶气缸30的电磁阀、电子尺组件27、升降组件34的升降电机均与控制箱3连接,控制箱3的控制器模块基于plc进行构建,各组件按照设定规则执行相应的动作。
60.工作过程:
61.请参见图8,人工将中空玻璃35放置在移动支架1上,并且向本卧式打胶设备转移移动,将中空玻璃35置入侧定位组件6与前定位组件11之间并且令左侧边缘与侧定位胶辊6-2接触、令前部边缘与前定位胶辊11-2接触,完成定位操作;
62.上固定组件13和下固定组件12两者同步动作,对中空玻璃35的中前部进行夹持,真空组件对各吸盘12-2产生负压吸附效果,因而中空玻璃35被夹持、吸附固定;
63.打胶装置的打胶气缸30动作,打胶组件7及其打胶头28向前移动,直至打胶头28 与中空玻璃的前部边缘抵靠;之后挡胶组件4动作进行挡胶;之后驱动电机驱动打胶装置向末端移动同时胶料通过打胶组件7向打胶头28输送,打胶组件在中空玻璃35的前部边缘完成打胶的同时刮胶组件9对边缘进行刮胶;
64.到达中空玻璃35的末端后,由于电子尺组件27与中空玻璃35的边缘脱离,因此判断已经完成打胶,之后打胶组件7停止送胶,驱动电机驱动打胶装置复位移动到首端;之后人工操作中空玻璃35转动90
°
,令其它边缘在前方,打胶设备执行前述步骤完成边缘的打胶,如此重复,四个边缘都完成打胶之后,人工转移中空玻璃35至静置场所。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1