一种控胶辊的制作方法
本技术涉及卷烟上胶装置,尤其涉及一种控胶辊。
背景技术:
1、卷烟生产设备中,控胶辊的作用是从胶缸中粘取胶水,再将胶水传递到上胶辊上,再通过上胶辊将胶水涂抹在水松纸上,以便水松纸将烟支的咀棒和烟条连接在一起形成烟支。
2、现有技术中,控胶辊的表面设置有凸环和有胶区,有胶区的深度在0.025mm-0.03mm之间,有胶区的两侧均设置有0.5mm宽的环形无胶区,工作时,控胶辊从胶缸中粘取胶液,再通过控胶辊与上胶辊转动碾压,有胶区内的胶液传递到上胶辊上,并在上胶辊上形成相应符合工艺标准的施胶区域,最后由上胶辊涂在水松纸上,以便进行粘接。
3、目前,部分烟支产品水松纸两侧与烟条的粘接部位上胶量偏小,再加上不同材料吸水性有差异,导致水松纸与烟条粘接不牢靠,产出的烟支会有漏气或掉咀的情况,需要停机清理,无法保证烟支生产的高效率运行。
技术实现思路
1、有鉴于此,本实用新型的目的是提供一种控胶辊,能够增大水松纸两侧与烟条粘接部位的上胶量,使水松纸与烟条粘接牢靠。
2、本实用新型通过以下技术手段解决上述技术问题:
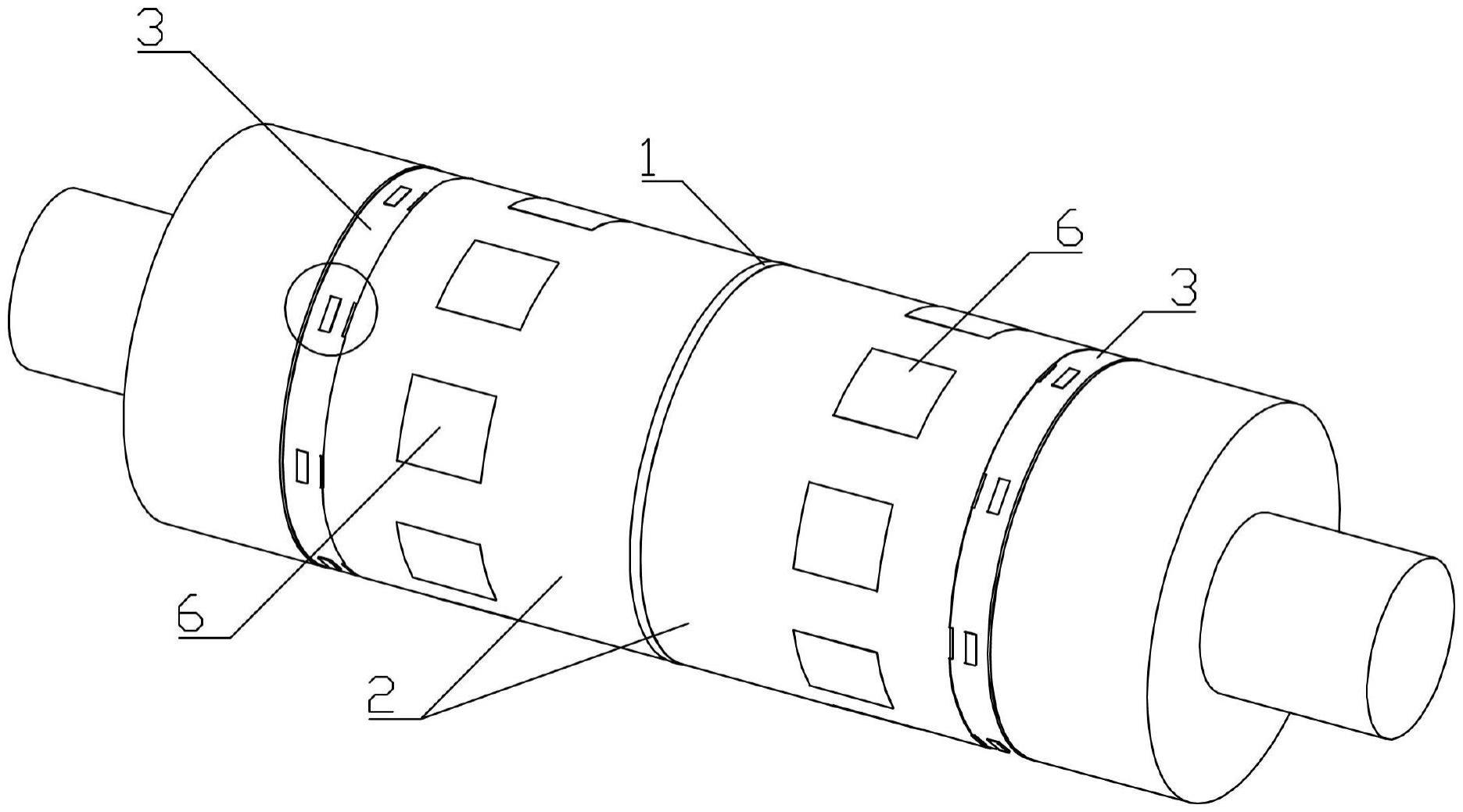
3、一种控胶辊,所述控胶辊的表面设置有凸环,所述凸环的两侧均设置有有胶区,所述有胶区的两端均设置有深胶区,所述深胶区远离有胶区的一端设置有环状无胶区,所述深胶区内设置有若干切割无胶区,若干切割无胶区沿深胶区周向均匀分布。
4、进一步,所述凸环的宽度为1mm,所述有胶区的宽度为30mm、深度为0.025-0.03mm,所述深胶区的宽度为3.75mm、深度为0.08mm。
5、进一步,相邻两个所述切割无胶区之间的距离为26.5mm,所述切割无胶区的长度为6mm。
6、进一步,所述切割无胶区包括第一无胶条和第二无胶条,所述第一无胶条位于靠近有胶区侧的一侧,所述第二无胶条位于靠近环状无胶区的一侧,所述第一无胶条与第二无胶条一一对应。
7、进一步,所述第一无胶条的宽度为0.25mm,所述第二无胶条的宽度为1mm。
8、进一步,所述环状无胶区的宽度为0.25mm。
9、进一步,所述有胶区内设置有若干块状无胶区,若干所述块状无胶区沿有胶区周向均匀分布,所述块状无胶区的长度为19.5mm,相邻两个所述块状无胶区的距离为7mm。
10、本实用新型的一种控胶辊,一方面,通过设置深胶区和环状无胶区,既能够增加水松纸两侧与烟条粘接部位的上胶量,使水松纸与烟条粘接牢固,保证烟支生产质量,又能够避免上胶量过多后,出现胶液从水松纸内溢出,溢流在接装机上的传送辊、切纸辊、综合轮、搓烟板等机构的表面上,产生胶垢,影响设备运行;另一方面,通过设置若干切割无胶区,当切刀从切割线处将水松纸切断时,减少切刀上粘附的胶液,减缓胶液污染切刀的情况,工作人员无需频繁清理,保障设备生产效率。
技术特征:
1.一种控胶辊,所述控胶辊的表面设置有凸环,所述凸环的两侧均设置有有胶区,其特征在于:所述有胶区的两端均设置有深胶区,所述深胶区远离有胶区的一端设置有环状无胶区,所述深胶区内设置有若干切割无胶区,若干切割无胶区沿深胶区周向均匀分布。
2.根据权利要求1所述的一种控胶辊,其特征在于:所述凸环的宽度为1mm,所述有胶区的宽度为30mm、深度为0.025-0.03mm,所述深胶区的宽度为3.75mm、深度为0.08mm。
3.根据权利要求1所述的一种控胶辊,其特征在于:相邻两个所述切割无胶区之间的距离为26.5mm,所述切割无胶区的长度为6mm。
4.根据权利要求3所述的一种控胶辊,其特征在于:所述切割无胶区包括第一无胶条和第二无胶条,所述第一无胶条位于靠近有胶区侧的一侧,所述第二无胶条位于靠近环状无胶区的一侧,所述第一无胶条与第二无胶条一一对应。
5.根据权利要求4所述的一种控胶辊,其特征在于:所述第一无胶条的宽度为0.25mm,所述第二无胶条的宽度为1mm。
6.根据权利要求1所述的一种控胶辊,其特征在于:所述环状无胶区的宽度为0.25mm。
7.根据权利要求1所述的一种控胶辊,其特征在于:所述有胶区内设置有若干块状无胶区,若干所述块状无胶区沿有胶区周向均匀分布,所述块状无胶区的长度为19.5mm,相邻两个所述块状无胶区的距离为7mm。
技术总结
本技术涉及卷烟上胶装置技术领域,公开了一种控胶辊,控胶辊的表面设置有凸环,所述凸环的两侧均设置有有胶区,所述有胶区的两端均设置有深胶区,所述深胶区远离有胶区的一端设置有环状无胶区,所述深胶区内设置有若干切割无胶区,若干切割无胶区沿深胶区周向均匀分布。本技术能够增大水松纸两侧与烟条粘接部位的上胶量,使水松纸与烟条粘接牢靠。
技术研发人员:陈鑫,刘浥,张科,郑利锋,吴桂明,蒋体,蒲建强
受保护的技术使用者:重庆中烟工业有限责任公司
技术研发日:20221118
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!