一种铸造用高压无气喷涂机的制作方法
本技术属于铸造涂料喷涂设备领域,特别提供一种铸造用高压无气喷涂机。
背景技术:
1、高压无气喷涂是涂料喷涂技术的一项新工艺,它与一般有气喷涂的原理是完全不同的。一般涂料喷涂是利用压缩空气在喷枪处产生负压,将涂料流带出并吹散成微粒,喷向工件表面。高压无气喷涂是将铸造涂料被高压泵压到100kg/cm2压力以上,然后通过小口径无气喷嘴瞬时喷出,从而使液态涂料喷射成极细扇形雾状,高速喷向工件表面形成图层。由于其喷涂过程是依靠涂料自身液压瞬时喷射成为雾状,雾化状态的涂料不含有压缩空气,所以称之为高压无气喷涂。高压无气喷涂机具有涂装效率高、涂膜质量好、对环境的污染小、涂料黏度的适应性广等特点。
2、现有铸造涂料喷涂机一般都为有气喷涂,有气喷涂在喷涂过程中由于有压缩空气打散涂料,在雾化时涂料扇面较大,容易造成涂料飞溅,在铸造生产中易造成涂料浪费,而且易造成对铸造车间的污染。
技术实现思路
1、本实用新型提供了一种铸造用高压无气喷涂机,该喷涂机全部采用气动驱动,具有防爆、无级调速、过载保护、流量可调、雾化效果好、喷涂效率高等特点。
2、本实用新型技术方案如下:
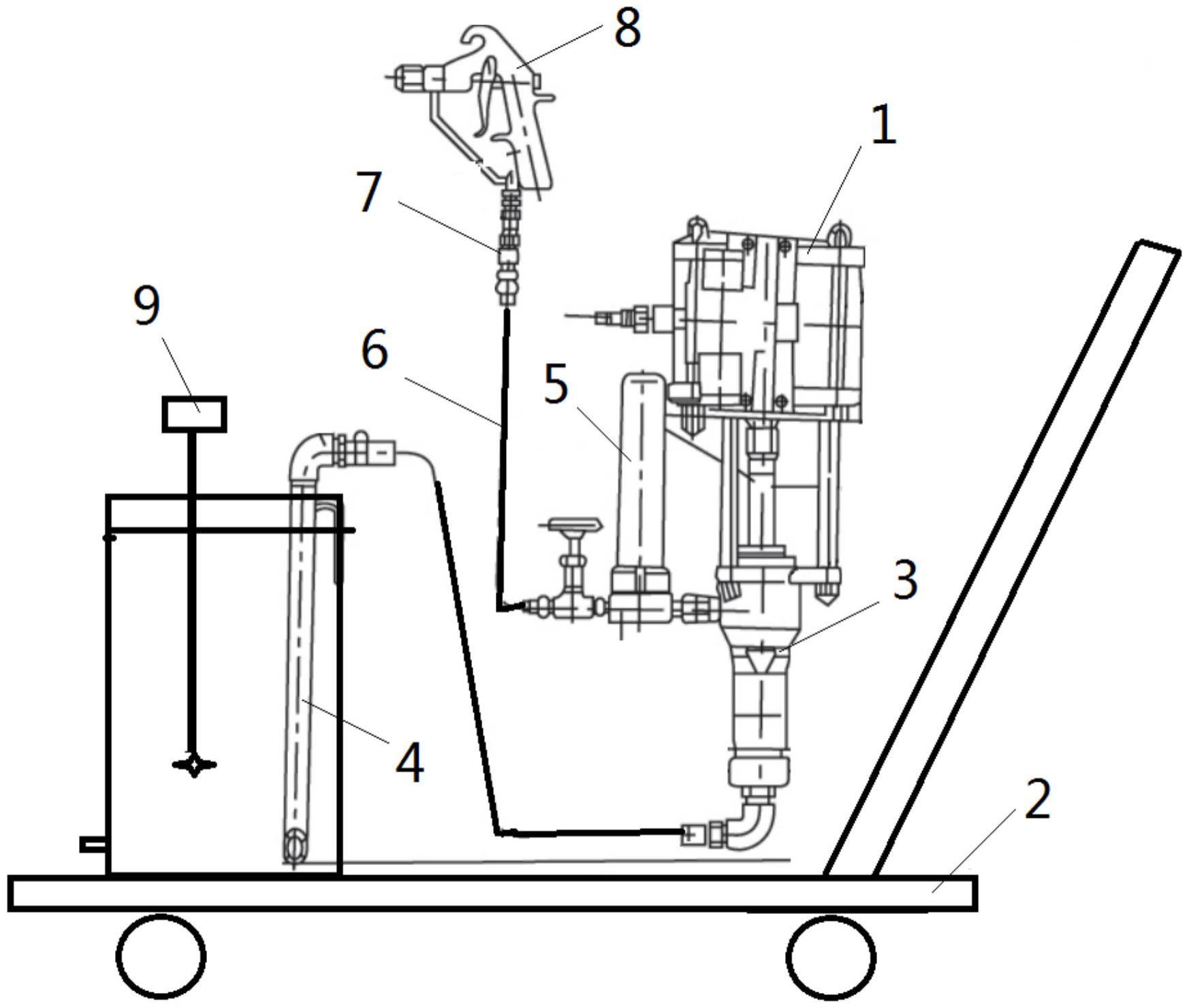
3、一种铸造用高压无气喷涂机,其特征在于:所述喷涂机由气动泵1、平板车2、高压泵3、吸料管4、稳压器5、高压软管6、活络接头7、高压喷枪8、气动搅拌装置9组成,其中:
4、气动泵1分别与高压泵3和稳压器5相连;气动泵1中的活塞与高压泵3中的柱塞刚性连接,且所述活塞的截面积与柱塞的截面积之比为30~60:1;高压泵3通过软管与吸料管4一端相连,吸料管4另一端位于涂料罐中,涂料罐内还设有气动搅拌装置9;稳压器5通过手动阀与高压软管6相连,高压软管6通过活络接头7与高压喷枪8相连;
5、涂料罐和高压泵3安装在平板车2上。
6、作为优选的技术方案:
7、所述气动泵1为往复式气动泵,采用压缩空气为动力源,压缩空气催动气动泵为高压泵提供动力,铸造涂料通过高压泵变为高压涂料进行喷涂。
8、所述气动泵1上设置有减压阀,通过减压阀调节压缩空气压力控制气动泵1压力,利用气动泵1活塞与高压泵3柱塞的压强传送增加高压泵3压力,为涂料提供高压力环境进行喷涂,压缩空气压力经过喷涂机气动泵1活塞与高压泵3柱塞传送后,压力增加30-60倍。
9、所述高压无气喷涂机设置稳压器5,稳压器5内设置100-300目不锈钢丝过滤网,所述稳压器5的作用为利用稳压罐储存一定量的高压涂料,以稳定喷涂过程中涂料压力,避免涂料喷涂过程中因压力不稳定而导致涂层不均匀。另外稳压罐体内设置过滤网,能够过滤掉涂料中的杂质,避免喷嘴堵塞。
10、所述吸料管4通过不锈钢料管与软管相连,不锈钢料管内设有三层过滤网,从而滤掉涂料中的杂质,可延长稳压器使用寿命。
11、所述高压软管6的构造分为三层,里层为尼龙管坯,中层为不锈钢丝或化纤编织网,外层为尼龙、聚氨酯或聚乙烯,高压软管6的耐压强度为12mpa-25mpa。
12、所述气动搅拌装置9使用压缩空气为动力,具有循环搅拌防沉作用。
13、压缩空气催动气动泵1为高压泵3提供动力,涂料经高压泵3达到喷涂压力后,经过稳压器5及其过滤网后,经高压软管6送达高压喷枪8,经无气喷嘴处瞬间雾化,在铸型表面形成致密、均匀的涂料层,使涂料达到保护砂、防止粘砂的效果。所述喷涂机适用于水玻璃砂、树脂砂、潮模砂等型芯的涂料喷涂。
技术特征:
1.一种铸造用高压无气喷涂机,其特征在于:所述喷涂机由气动泵(1)、平板车(2)、高压泵(3)、吸料管(4)、稳压器(5)、高压软管(6)、活络接头(7)、高压喷枪(8)、气动搅拌装置(9)组成,其中:
2.按照权利要求1所述铸造用高压无气喷涂机,其特征在于:所述气动泵(1)为往复式气动泵。
3.按照权利要求1所述铸造用高压无气喷涂机,其特征在于:所述气动泵(1)上设置有减压阀。
4.按照权利要求1所述铸造用高压无气喷涂机,其特征在于:稳压器(5)内设置100-300目不锈钢丝过滤网。
5.按照权利要求1所述铸造用高压无气喷涂机,其特征在于:所述吸料管(4)通过不锈钢料管与软管相连,不锈钢料管内设有三层过滤网。
6.按照权利要求1所述铸造用高压无气喷涂机,其特征在于:所述高压软管(6)的构造分为三层,里层为尼龙管坯,中层为不锈钢丝或化纤编织网,外层为尼龙、聚氨酯或聚乙烯,高压软管(6)的耐压强度为12mpa-25mpa。
技术总结
一种铸造用高压无气喷涂机,由气动泵、平板车、高压泵、吸料管、稳压器、高压软管、活络接头、高压喷枪、气动搅拌装置组成,其中:气动泵分别与高压泵和稳压器相连;气动泵中的活塞与高压泵中的柱塞刚性连接,且所述活塞的截面积与柱塞的截面积之比为30~60:1;高压泵通过软管与吸料管一端相连,吸料管另一端位于涂料罐中,涂料罐内还设有气动搅拌装置;稳压器通过手动阀与高压软管相连,高压软管通过活络接头与高压喷枪相连;涂料罐和高压泵安装在平板车上。该喷涂机全部采用气动驱动,具有防爆、无级调速、过载保护、流量可调、雾化效果好、喷涂效率高等特点。
技术研发人员:李延海,尹绍奎,刘加军,谭锐,于瑞龙,张海东,高天娇,王鹏伟
受保护的技术使用者:沈阳铸造研究所有限公司
技术研发日:20221231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!