一种铸管高速离心涂衬用充气胶胎封堵装置的制作方法
本发明涉及封堵装置,更具体的说是涉及一种铸管高速离心涂衬用充气胶胎封堵装置。
背景技术:
1、铸管生产中有一离心涂衬工序,它是将铸管高速旋转,利用离心原理,对铸管内壁进行涂衬处理,而涂衬处理过程中必须对铸管的两端配置封堵内涂流体物料的装置,这种装置在对每一根铸管进行涂衬时需要频繁进行快速固定和拆卸,必须对铸管端口进行良好的密封,对涂衬后的涂层端口形成均匀一致的涂层端口倾斜角。充、放气式橡胶胎封堵装置,能够适应铸管离心涂衬工艺的基本要求,但目前市场上出现的各种充气胶胎封堵装置,还难以满足铸管涂衬工艺对涂衬端口的质量要求,生产过程中还需要人工进行管口涂层的二次修补,长期以来一直影响了铸管产品的整体外观质量。
2、因此,如何提供一种能够对铸管内壁和端口进行一次涂衬的封堵装置是本领域技术人员亟需解决的问题。
技术实现思路
1、有鉴于此,本发明提供了一种铸管高速离心涂衬用充气胶胎封堵装置,旨在解决上述背景技术中的问题之一,目的在于在离心涂衬工序中对铸管端口的涂衬一次成型。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种铸管高速离心涂衬用充气胶胎封堵装置,包括:
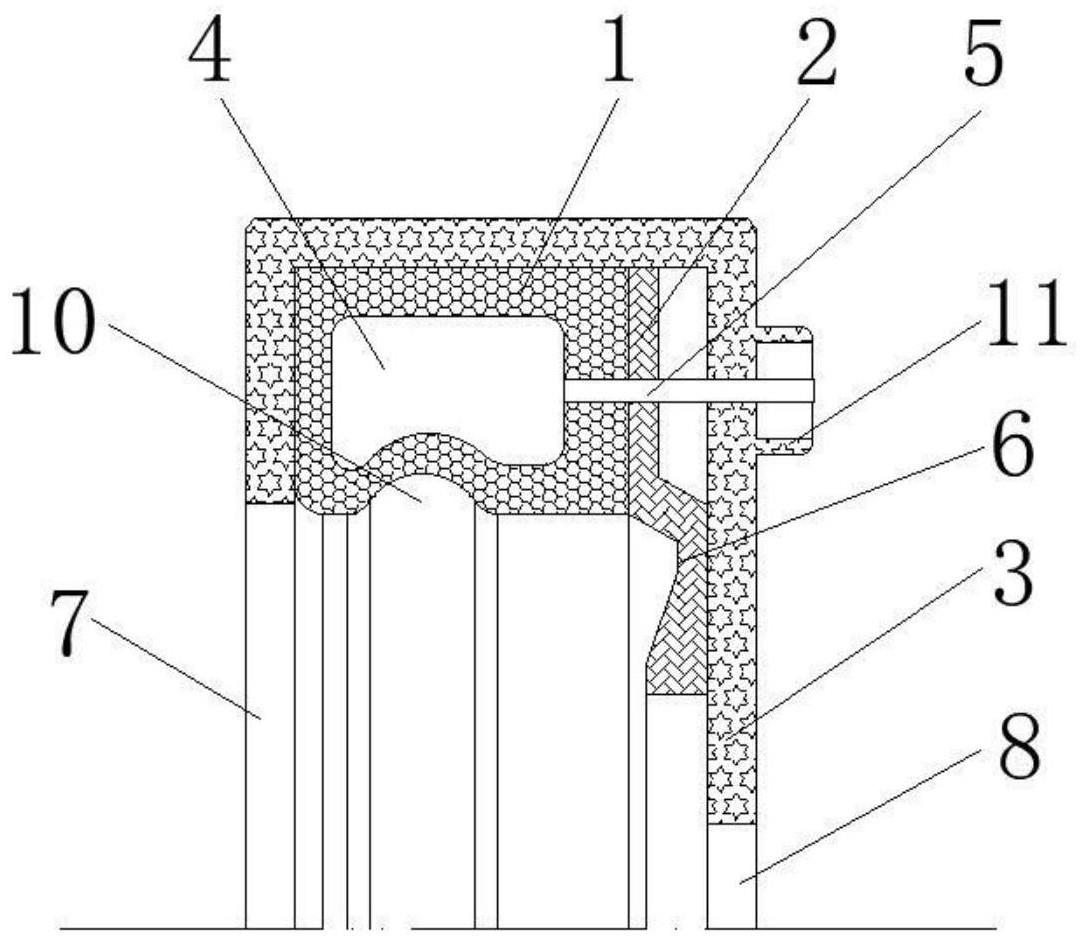
4、环形胶胎,所述环形胶胎具有内腔,所述环形胶胎上设置有与所述内腔连通的气门嘴;
5、橡胶密封垫,所述橡胶密封垫与所述环形胶胎靠近铸管端部的一侧连接,所述橡胶密封垫上具有向所述环形胶胎的中心方向延伸的延伸段,所述延伸段上在靠近所述铸管端部的一侧设置有涂衬成型槽,所述涂衬成型槽靠近所述铸管的圆心一侧面向所述铸管的圆心方向倾斜设置;
6、骨架,所述骨架具有环形槽,所述骨架的一侧具有用于所述铸管伸入的进入孔,所述骨架上与所述进入孔相对的一侧设置有布料杆通孔,所述环形胶胎和橡胶密封垫均设置在所述环形槽内。
7、进一步地,所述环形胶胎靠近所述铸管一侧的内壁设有褶皱结构。
8、进一步地,所述褶皱结构的截面为弧形凹槽或具有开口的多边形凹槽。
9、进一步地,所述气门嘴设置在所述环形胶胎靠近所述橡胶密封垫的一侧,且所述气门嘴依次贯穿所述橡胶密封垫和骨架并延伸出骨架外。
10、进一步地,所述骨架的外壁在所述气门嘴伸出的位置设置有凸台,所述凸台在远离所述骨架的一侧具有沉孔,所述气门嘴延伸至所述沉孔内。
11、进一步地,所述橡胶密封垫与所述环形胶胎连接的部分与所述骨架的内壁之间存在一定的间隙,所述延伸段与所述骨架的内壁接触。
12、进一步地,在自然状态下,所述环形胶胎的内径小于所述进入孔的直径。
13、经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种铸管高速离心涂衬用充气胶胎封堵装置,通过在环形胶胎的一侧设置有橡胶密封垫,橡胶密封垫上具有向环形胶胎中心延伸的延伸段,延伸段上具有涂衬成型槽,通过涂衬成型槽的设置,能够使铸管在涂衬后的涂衬端口整齐美观,提升了铸管的外观品质。
技术特征:
1.一种铸管高速离心涂衬用充气胶胎封堵装置,其特征在于,包括:
2.根据权利要求1所述的铸管高速离心涂衬用充气胶胎封堵装置,其特征在于,所述环形胶胎靠近所述铸管一侧的内壁设有褶皱结构。
3.根据权利要求2所述的铸管高速离心涂衬用充气胶胎封堵装置,其特征在于,所述褶皱结构的截面为弧形凹槽或具有开口的多边形凹槽。
4.根据权利要求1所述的铸管高速离心涂衬用充气胶胎封堵装置,其特征在于,所述气门嘴设置在所述环形胶胎靠近所述橡胶密封垫的一侧,且所述气门嘴依次贯穿所述橡胶密封垫和骨架并延伸出骨架外。
5.根据权利要求4所述的铸管高速离心涂衬用充气胶胎封堵装置,其特征在于,所述骨架的外壁在所述气门嘴伸出的位置设置有凸台,所述凸台在远离所述骨架的一侧具有沉孔,所述气门嘴延伸至所述沉孔内。
6.根据权利要求1所述的铸管高速离心涂衬用充气胶胎封堵装置,其特征在于,所述橡胶密封垫与所述环形胶胎连接的部分与所述骨架的内壁之间存在一定的间隙,所述延伸段与所述骨架的内壁接触。
7.根据权利要求1所述的铸管高速离心涂衬用充气胶胎封堵装置,其特征在于,在自然状态下,所述环形胶胎的内径小于所述进入孔的直径。
技术总结
本发明公开了一种铸管高速离心涂衬用充气胶胎封堵装置,涉及封堵装置技术领域,包括:环形胶胎,环形胶胎具有内腔,环形胶胎上设置有与内腔连通的气门嘴;橡胶密封垫,橡胶密封垫与环形胶胎靠近铸管端部的一侧连接,橡胶密封垫上具有向环形胶胎的中心方向延伸的延伸段,延伸段上在靠近铸管端部的一侧设置有涂衬成型槽,涂衬成型槽靠近铸管的圆心一侧面向铸管的圆心方向倾斜设置;骨架,骨架具有环形槽,骨架的一侧具有用于铸管伸入的进入孔,骨架上与进入孔相对的一侧设置有布料杆通孔,环形胶胎和橡胶密封垫均设置在环形槽内。本发明能够使铸管在涂衬后的涂衬端口整齐美观,提升了铸管的外观品质。
技术研发人员:黄良根,刘明保,常勤辉,胡勇,陆龙飞
受保护的技术使用者:马鞍山宏力橡胶制品有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!