一种极耳胶涂覆机构、极片加工设备及极片的制作方法
本发明涉及电池,尤其是指一种极耳胶涂覆机构、极片加工设备及极片。
背景技术:
1、随着锂离子电池技术的快速发展,人们的需求倾向于更大更厚的电芯,但是电芯增厚之后,为了满足焊接和合芯的要求需要将极耳长度延长。而在极耳长度延长之后,极耳根部对整片极耳的约束力就会降低,当极耳经过卷绕机过辊时,由于受到走带方向的张力和材料之间拉应力,极耳就容易向上翻折。如果向上翻折的极耳随着卷绕进入电芯内部,就有可能造成电芯短路。目前,防止极耳翻折的有效手段为极耳根部涂胶,通过在极耳根部涂上一层胶,这样可以给极耳根部一个支撑,有效地防止极耳翻折。
2、目前的极耳根部涂胶工艺都在采用模切前涂胶,在涂布时将极耳胶涂覆在极耳根部的位置,但是在到达模切工序时,80%左右的极耳胶会随着箔材一起被激光切掉,这样就会形成大量的浪费。
3、而如果选择在极耳模切之后进行涂胶,由于模切后极耳根部形成很多极耳单体,而在相邻极耳单体之间会存在较大间隙,目前的极耳根部涂胶工艺无法在该间隙及时停止涂胶,导致胶水的浪费,甚至胶水滴落对设备造成污染或损坏。因此,需要一种新的极耳胶涂覆方案来解决上述问题。
技术实现思路
1、本发明要解决的技术问题提供一种可以有效节省极耳胶、避免设备污染或损坏的极耳胶涂覆机构。
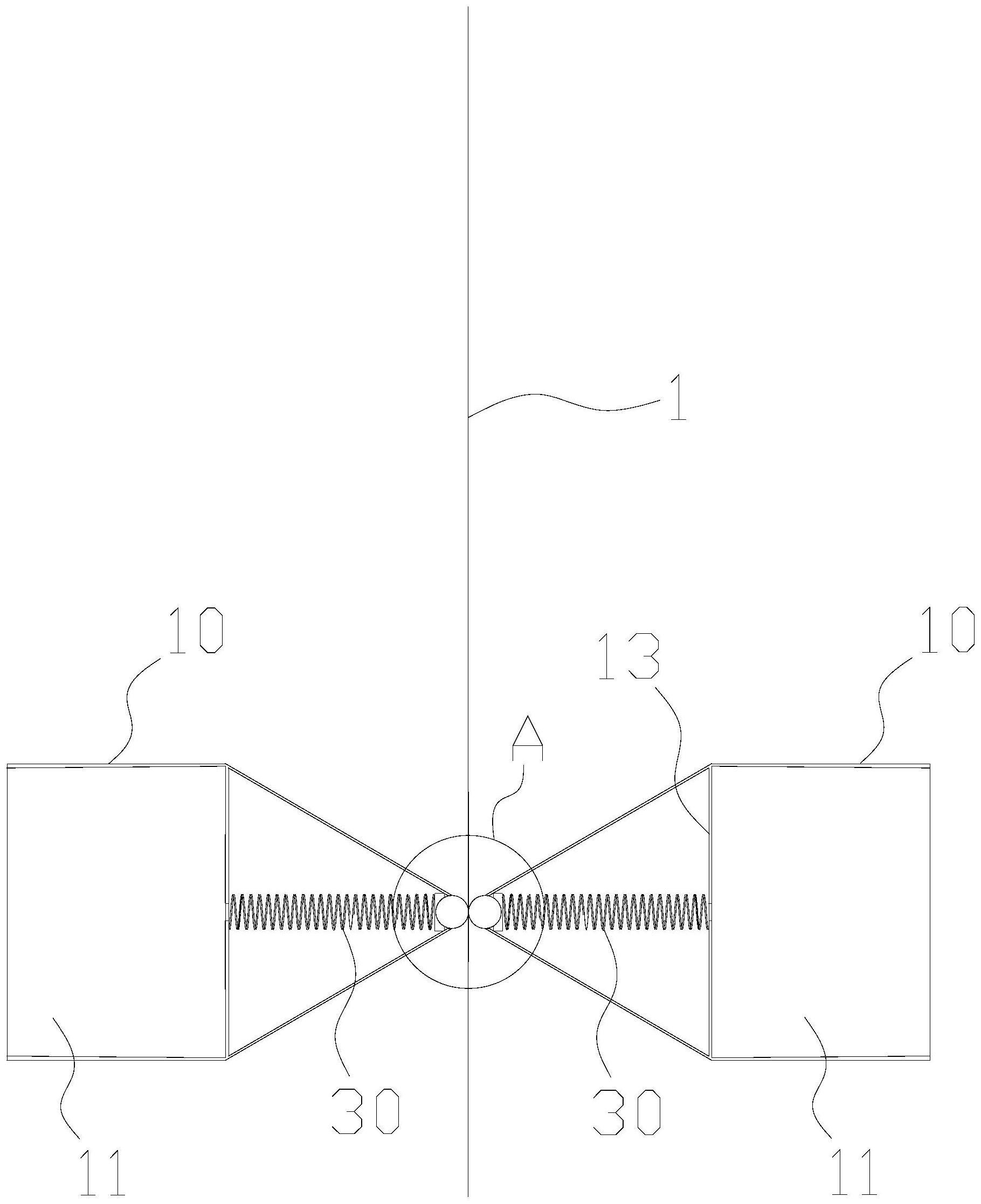
2、为解决上述技术问题,本发明提供了一种极耳胶涂覆机构,用以将极耳胶涂覆在模切后的极耳根部,所述极耳胶涂覆机构包括:
3、两涂覆组件,每个涂覆组件均包括:
4、储胶仓,所述储胶仓内设有储胶空间;以及
5、出胶口,设置于所述储胶仓的出胶端,且与所述储胶空间连通;
6、滚动涂覆件,设置于所述出胶口处。
7、在本发明的一个实施例中,至少一涂覆组件还包括:
8、回复件,在不涂胶时,所述回复件带动对应的滚动涂覆件向储胶仓内运动。
9、所述极耳胶涂覆机构具有第一状态和第二状态;
10、在所述第一状态下,所述两涂覆组件中的滚动涂覆件分别与被涂覆极耳的两侧面表面接触,并分别将对应储胶空间中的极耳胶涂覆在被涂覆极耳的两侧面表面;
11、在所述第二状态下,所述两涂覆组件中的滚动涂覆件分别与被涂覆极耳的两侧面表面脱离接触,以终止涂胶
12、在本发明的一个实施例中,包括所述回复件的涂覆组件还包括:
13、胶塞,设置在对应的回复件与滚动涂覆件之间;在所述第二状态下,所述胶塞在所述回复件的回复力的作用下将所述出胶口堵住。
14、在本发明的一个实施例中,所述胶塞的前端设有与对应的滚动涂覆件匹配的限位槽,所述滚动涂胶件部分容纳于所述限位槽中。
15、在本发明的一个实施例中,所述回复件为弹簧,所述弹簧设置于对应的储胶空间内,所述弹簧的固定端与所述储胶仓的内壁连接,在不涂胶时,所述弹簧的活动端带动对应的滚动涂覆件回到第二状态。
16、在本发明的一个实施例中,所述储胶空间的前端为锥形段,所述出胶口设置于所述锥形段的末端。
17、在本发明的一个实施例中,所述滚动涂覆件为滚珠或滚轮。
18、在本发明的一个实施例中,还包括驱动组件,在所述第一状态下,所述驱动组件驱动被涂覆极耳和所述涂覆组件相对运动。
19、本发明还提供了一种极片生产设备,其包括上述任一所述的极耳胶涂覆机构,并利用所述的极耳胶涂覆机构将极耳胶涂覆在极耳上。
20、本发明还提供了一种极片,包括极耳,所述极耳上涂覆有极耳胶,所述极耳胶通过如上述任一所述的极耳胶涂覆机构涂覆在所述极耳上。
21、本发明的上述技术方案相比现有技术具有以下优点:
22、本发明的极耳胶涂覆机构可以将极耳胶涂覆在模切后的极耳根部,由于模切后形成的相邻极耳单体之间会存在较大间隙,在第一状态下(此时滚动涂覆件对应被涂覆极耳根部的极耳单体),两涂覆组件中的滚动涂覆件分别与被涂覆极耳的两表面接触,并分别将对应储胶空间中的极耳胶涂覆在被涂覆极耳的两表面;在第二状态下(此时滚动涂覆件对应相邻极耳单体之间的间隙),两涂覆组件中的滚动涂覆件分别与被涂覆极耳的两表面脱离接触,以实现在间隙终止涂胶,避免了胶水的浪费,避免胶水滴落导致的设备污染或损坏。
技术特征:
1.一种极耳胶涂覆机构,用以将极耳胶涂覆在模切后的极耳根部,其特征在于,包括:
2.根据权利要求1所述的极耳胶涂覆机构,其特征在于:至少一涂覆组件还包括:
3.根据权利要求2所述的极耳胶涂覆机构,其特征在于:包括所述回复件的涂覆组件还包括:
4.根据权利要求3所述的极耳胶涂覆机构,其特征在于:所述胶塞的前端设有与对应的滚动涂覆件匹配的限位槽,所述滚动涂胶件部分容纳于所述限位槽中。
5.根据权利要求2所述的极耳胶涂覆机构,其特征在于:所述回复件为弹簧,所述弹簧设置于对应的储胶空间内,所述弹簧的固定端与所述储胶仓的内壁连接,在不涂胶时,所述弹簧的活动端带动对应的滚动涂覆件回到第二状态。
6.根据权利要求1所述的极耳胶涂覆机构,其特征在于:所述储胶空间的前端为锥形段,所述出胶口设置于所述锥形段的末端。
7.根据权利要求1所述的极耳胶涂覆机构,其特征在于:所述滚动涂覆件为滚珠或滚轮。
8.根据权利要求1所述的极耳胶涂覆机构,其特征在于:还包括驱动组件,在所述第一状态下,所述驱动组件驱动被涂覆极耳和所述涂覆组件相对运动。
9.一种极片生产设备,其特征在于:包括如权利要求1-8任一所述的极耳胶涂覆机构,并利用所述的极耳胶涂覆机构将极耳胶涂覆在极耳上。
10.一种极片,包括极耳,所述极耳上涂覆有极耳胶,其特征在于:所述极耳胶通过如权利要求1-8任一所述的极耳胶涂覆机构涂覆在所述极耳上。
技术总结
本发明涉及电池技术领域,公开了一种极耳胶涂覆机构、极片加工设备及极片,该极耳胶涂覆机构用以将极耳胶涂覆在模切后的极耳根部,其包括两涂覆组件,每个涂覆组件均包括储胶仓和滚动涂覆件,储胶仓内设有储胶空间,出胶口设置于储胶仓的出胶端,且与储胶空间连通,滚动涂覆件设置于出胶口处。本发明可以将极耳胶涂覆在模切后的极耳根部,在第一状态下,两涂覆组件中的滚动涂覆件分别与被涂覆极耳的两表面接触,并分别将对应储胶空间中的极耳胶涂覆在被涂覆极耳的两表面;在第二状态下,两涂覆组件中的滚动涂覆件分别与被涂覆极耳的两表面脱离接触,以实现在间隙终止涂胶,避免了胶水的浪费,避免胶水滴落导致的设备污染或损坏。
技术研发人员:魏建良,周新茹
受保护的技术使用者:江苏正力新能电池技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!