一种基于机器视觉的自适应喷粉系统的制作方法
本发明涉及一种喷粉系统,具体为基于机器视觉的自适应喷粉系统,属于钣金件喷涂。
背景技术:
1、现代社会要求制造业对市场需求作出迅速的反应,生产出小批量、多品种、多规格、低成本和高质量的产品,为了满足这一要求,生产设备和自动生产线的控制系统必须具有极高的可靠性和灵活性。为适应行业发展,提升企业竞争力,定制生产方式已成为未来制造业发展趋势,定制化一方面可以避免产品滞销导致闲置,满足消费者需求,提高企业声誉与影响力,能够快速适应市场变化,契合潮流。另一方面定制化相对批量化会导致资源的浪费,定制化需要增加生产工艺的多样化,增加制造产品所需的技术,造成生产率的下降,如何快速满足客户需求以及达到企业效益最大化,是当今企业亟待解决的问题。
2、喷涂主要原理:通过喷枪或碟式雾化器,借助于压力或离心力,分散成均匀而微细的雾滴,施涂于被涂物表面的涂装方法。可分为空气喷涂、无空气喷涂、静电喷涂以及上述基本喷涂形式的各种派生的方式,如大流量低压力雾化喷涂、热喷涂、自动喷涂、多组喷涂等。涂作业生产效率高,适用于手工作业及工业自动化生产,应用范围广主要有五金、塑胶、家私、军工、船舶等领域,是现今应用最普遍的一种涂装方式。
3、目前商超冷柜行业,由于客户定制化程度高,各种喷涂钣金需求存在小批量、多品种、多规格等客观现象,设计一种柔性的自适应喷粉系统对于提高产品质量、降低成本以及满足市场需求存在极为重要的意义,为此,提出一种基于机器视觉的自适应喷粉系统。
技术实现思路
1、有鉴于此,本发明提供一种基于机器视觉的自适应喷粉系统,以解决或缓解现有技术中存在的技术问题,至少提供一种有益的选择。
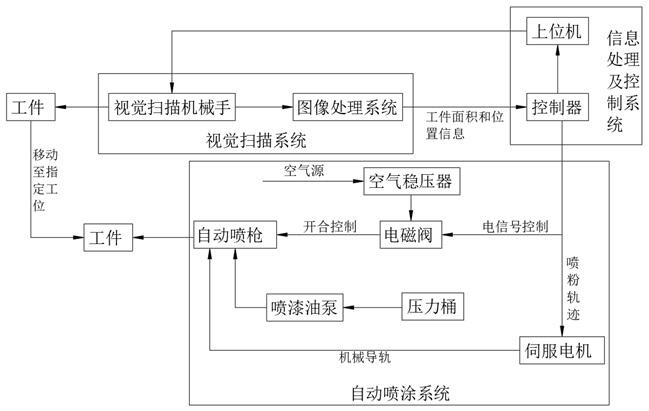
2、本发明实施例的技术方案是这样实现的:一种基于机器视觉的自适应喷粉系统,包括视觉扫描系统、自动喷涂系统、信息处理及控制系统和工件,所述视觉扫描系统包括视觉扫描机械手和图像处理系统;
3、所述自动喷涂系统包括空气稳压器、电磁阀、自动喷枪、喷漆油泵、压力桶和伺服电机;
4、所述信息处理及控制系统包括上位机和控制器;
5、所述视觉扫描系统的信号发送端与信息处理及控制系统的信号接收端连通,所述信息处理及控制系统的电性输出端与自动喷涂系统的电性输入端电性连接。
6、进一步优选的,所述视觉扫描机械手的信号发送端与图像处理系统的信号接收端连通,所述视觉扫描机械手用于对工件的表面进行扫描,所述图像处理系统的信号发送端与控制器的信号接收端连通,所述上位机的信号发送端与视觉扫描机械手的信号接收端连通。
7、进一步优选的,所述空气稳压器的出气口通过管路与电磁阀的进气口连通,所述电磁阀的出气口通过管路与自动喷枪的进气口连通,所述压力桶的出气口通过管路与喷漆油泵的进气口连通,所述喷漆油泵的出料口与自动喷枪的进料口连通,所述伺服电机的输出轴通过机械导轨与自动喷枪连接,所述喷漆油泵用于为自动喷枪提供物料,通过压力桶和喷漆油泵的配合,油漆物料通过自动喷枪喷出至工件的指定位置。
8、进一步优选的,所述控制器的信号发送端与上位机的信号接收端连通,所述控制器的信号发送端与伺服电机的信号接收端连通,所述控制器的电性输出端通过继电器分别与伺服电机和电磁阀的电性输入端电性连接,所述控制器用于对图像处理系统发送的工件面积和位置信息进行接收,并根据工件的面积和位置生成自动喷枪的喷粉轨迹,控制器对伺服电机的工作状态进行控制,控制器根据喷粉轨迹控制伺服电机工作,伺服电机通过机械导轨控制自动喷枪移动,使自动喷枪与控制器生成的喷粉轨迹相匹配。
9、进一步优选的,所述视觉扫描机械手采用ccd照相机将工件表面转换成图像信号,然后将图像信号传送给专用的图像处理系统。
10、进一步优选的,所述图像处理系统根据像素分布和亮度、颜色信息将图像信号转变成数字化信号,所述图像处理系统对信号进行运算来抽取工件的面积和位置特征。
11、进一步优选的,所述图像处理系统将处理后的工件的面积和位置特征信息传递给控制器,控制器对工件的面积和位置特征信息分析处理后自动形成喷粉轨迹,控制器将喷粉轨迹发送给伺服电机,同时控制器将阀开合电信号传递给电磁阀,通过伺服电机和电磁阀配合控制自动喷枪,自动喷枪按照轨迹对工件进行喷涂作业。
12、进一步优选的,所述电磁阀用于控制自动喷枪的开、关和雾化,电磁阀上面有进气口、出气口,进气口接入空气稳压器,出气口接到自动喷枪的主开关,空气源通过空气稳压器进入电磁阀,所述空气稳压器用于确保空气压力的稳定性。
13、进一步优选的,所述控制器用于控制电磁阀的开合,所述自动喷枪的移动路径由伺服电机和机械导轨配合控制。
14、进一步优选的,所述控制器的信号接收端通过以太网与上位机的信号发送端连通,上位机用于对视觉扫描机械手的运动范围进行动态设置以匹配定制化生产,对整个系统运行状态进行监控。
15、本发明实施例由于采用以上技术方案,其具有以下优点:本发明通过视觉扫描机械手将工件表面转换成图像信号,然后将图像信号传送给专用的图像处理系统,通过图像处理系统对图像进行处理,可以分析出工件面积和位置信息,在面对喷涂钣金需求存在小批量、多品种、多规格情况时可以进行柔性加工;通过分析加工过程中钣金的大小,可以实现自动控制喷枪轨迹,有助于喷粉用量节约,通过上位机可以对整个系统运行状态进行监控,而且本系统操作方便,可控性较强,能够实现柔性控制和成本降低。
16、上述概述仅仅是为了说明书的目的,并不意图以任何方式进行限制。除上述描述的示意性的方面、实施方式和特征之外,通过参考附图和以下的详细描述,本发明进一步的方面、实施方式和特征将会是容易明白的。
技术特征:
1.一种基于机器视觉的自适应喷粉系统,包括视觉扫描系统、自动喷涂系统、信息处理及控制系统和工件,其特征在于:所述视觉扫描系统包括视觉扫描机械手和图像处理系统;
2.根据权利要求1所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述视觉扫描机械手的信号发送端与图像处理系统的信号接收端连通,所述视觉扫描机械手用于对工件的表面进行扫描,所述图像处理系统的信号发送端与控制器的信号接收端连通,所述上位机的信号发送端与视觉扫描机械手的信号接收端连通。
3.根据权利要求1所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述空气稳压器的出气口通过管路与电磁阀的进气口连通,所述电磁阀的出气口通过管路与自动喷枪的进气口连通,所述压力桶的出气口通过管路与喷漆油泵的进气口连通,所述喷漆油泵的出料口与自动喷枪的进料口连通,所述伺服电机的输出轴通过机械导轨与自动喷枪连接,所述喷漆油泵用于为自动喷枪提供物料,通过压力桶和喷漆油泵的配合,油漆物料通过自动喷枪喷出至工件的指定位置。
4.根据权利要求2所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述控制器的信号发送端与上位机的信号接收端连通,所述控制器的信号发送端与伺服电机的信号接收端连通,所述控制器的电性输出端通过继电器分别与伺服电机和电磁阀的电性输入端电性连接,所述控制器用于对图像处理系统发送的工件面积和位置信息进行接收,并根据工件的面积和位置生成自动喷枪的喷粉轨迹,控制器对伺服电机的工作状态进行控制,控制器根据喷粉轨迹控制伺服电机工作,伺服电机通过机械导轨控制自动喷枪移动,使自动喷枪与控制器生成的喷粉轨迹相匹配。
5.根据权利要求2所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述视觉扫描机械手采用ccd照相机将工件表面转换成图像信号,然后将图像信号传送给专用的图像处理系统。
6.根据权利要求5所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述图像处理系统根据像素分布和亮度、颜色信息将图像信号转变成数字化信号,所述图像处理系统对信号进行运算来抽取工件的面积和位置特征。
7.根据权利要求6所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述图像处理系统将处理后的工件的面积和位置特征信息传递给控制器,控制器对工件的面积和位置特征信息分析处理后自动形成喷粉轨迹,控制器将喷粉轨迹发送给伺服电机,同时控制器将阀开合电信号传递给电磁阀,通过伺服电机和电磁阀配合控制自动喷枪,自动喷枪按照轨迹对工件进行喷涂作业。
8.根据权利要求7所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述电磁阀用于控制自动喷枪的开、关和雾化,电磁阀上面有进气口、出气口,进气口接入空气稳压器,出气口接到自动喷枪的主开关,空气源通过空气稳压器进入电磁阀,所述空气稳压器用于确保空气压力的稳定性。
9.根据权利要求7所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述控制器用于控制电磁阀的开合,所述自动喷枪的移动路径由伺服电机和机械导轨配合控制。
10.根据权利要求9所述的一种基于机器视觉的自适应喷粉系统,其特征在于:所述控制器的信号接收端通过以太网与上位机的信号发送端连通,上位机用于对视觉扫描机械手的运动范围进行动态设置以匹配定制化生产,对整个系统运行状态进行监控。
技术总结
本发明提供了一种基于机器视觉的自适应喷粉系统,包括视觉扫描系统、自动喷涂系统、信息处理及控制系统和工件,视觉扫描系统包括视觉扫描机械手和图像处理系统;自动喷涂系统包括空气稳压器、电磁阀、自动喷枪、喷漆油泵、压力桶和伺服电机。本发明通过视觉扫描机械手将工件表面转换成图像信号,然后将图像信号传送给专用的图像处理系统,通过图像处理系统对图像进行处理,在面对喷涂钣金需求存在小批量、多品种、多规格情况时可以进行柔性加工;通过分析加工过程中钣金的大小,可以实现自动控制喷枪轨迹,有助于喷粉用量节约,通过上位机可以对整个系统运行状态进行监控,而且本系统操作方便,可控性较强,能够实现柔性控制和成本降低。
技术研发人员:孙卓兵,陆锦平,樊泽浩,卢约健,邓俊桦
受保护的技术使用者:哈斯曼制冷科技(苏州)有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!