一种承载式分步涂装系统及其涂装方法与流程
本发明涉及一种涂装系统及其涂装方法,尤其是一种承载式分步涂装系统及其涂装方法。
背景技术:
1、目前,在现有的涂装流水线中,常常采用悬挂链的方式进行工件的流水式涂装施工,由于采用悬挂链的方式,所以整个流水线上的工件都是同步运动的,且悬挂链的方式是不间断运行。但是各个工序的加工时长又是不一样的,而且运动状态下进行喷涂的效果也不是很好,因此通过设置各个加工室的不同长度来协调不同的加工时长。此外在针对大型且较重的工件时,也不太适合悬挂链的方式。因此有必要设计一种承载式分步涂装系统及其涂装方法,能够实现工件的承载式运输,且能够根据需要分步完成各个涂装工序,无需构建冗长流水线,有效节省涂装车间建设成本。
技术实现思路
1、发明目的在于:提供一种承载式分步涂装系统,能够实现工件的承载式运输,且能够根据需要分步完成各个涂装工序,无需构建冗长流水线,有效节省涂装车间建设成本。
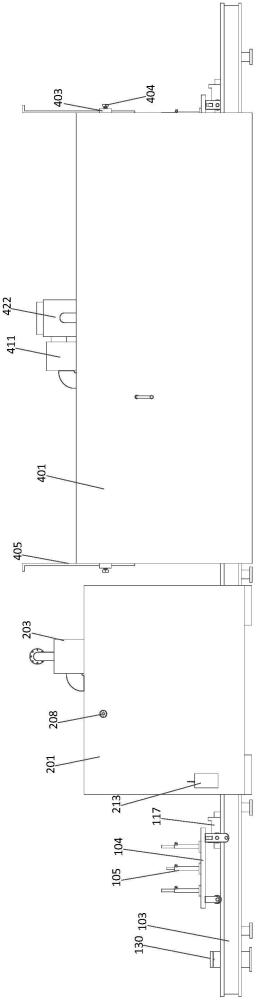
2、技术方案:本发明所述的承载式分步涂装系统,包括协调控制装置、工件运载装置、立体喷涂装置、气体净化装置以及烘烤固化装置;工件运载装置包括环形驱动轨道、两根环形支撑轨道、小车驱动装置以及至少两个运载小车;各个运载小车均支撑行走在两根环形支撑轨道上,用于运载工件沿环形支撑轨道移动;环形驱动轨道位于两根环形支撑轨道之间,小车驱动装置行走在环形驱动轨道上,由小车驱动装置拖动运载小车沿环形支撑轨道移动;立体喷涂装置以及烘烤固化装置设置在两根环形支撑轨道的布设路线上,用于对运载小车运载的工件进行油漆喷涂和漆面烘烤;气体净化装置与立体喷涂装置相连通,用于对漆雾进行抽吸净化;工件运载装置、立体喷涂装置、气体净化装置以及烘烤固化装置均由协调控制装置驱动控制。
3、进一步的,小车驱动装置包括驱动控制单元、小车识别单元、驱动机构壳体、行走驱动机构、卡扣驱动机构以及卡扣驱动块;驱动机构壳体行走支撑在环形驱动轨道上;驱动控制单元、小车识别单元、行走驱动机构以及卡扣驱动机构均安装在驱动机构壳体上,卡扣驱动块安装在卡扣驱动机构上,由行走驱动机构驱动驱动机构壳体沿环形驱动轨道移动,由卡扣驱动机构驱动卡扣驱动块升降运动,由小车识别单元对运载小车进行识别,由驱动控制单元对行走驱动机构以及卡扣驱动机构进行驱动控制。
4、进一步的,运载小车包括轨道小车、定位刹车机构以及工件支撑机构;轨道小车包括支撑平板以及四个轨道轮;四个轨道轮安装在支撑平板的下侧面上,两两分别行走在两根环形支撑轨道上,工件支撑机构设置在轨道小车的上部,定位刹车机构设置在轨道小车的下部,由工件支撑机构对工件进行托举支撑,由卡扣驱动块对定位刹车机构进行托举解锁并拖动。
5、进一步的,定位刹车机构包括刹车方杆、两根刹车拉簧以及两个刹车条;在支撑平板的前侧下部中间位置处设置有两个中间支座;在前侧的两个轨道轮的滚轮支座上以及两个中间支座上均竖向设置有条形滑移孔,刹车方杆横向贯穿式安装在两个中间支座以及两个滚轮支座上的条形滑移孔上;在两个轨道轮的侧边上均设置有限位圆盘,并在限位圆盘的圆周边缘上间隔设置有刹车凸棱;两个刹车条分别横向安装在刹车方杆的两端下侧边上;两根刹车拉簧的上端分别固定在刹车方杆的两端下侧边上,下端分别固定在两个滚轮支座上,用于向下弹性拉动刹车方杆的两端,使得刹车条卡扣在对应位置处的刹车凸棱上;在卡扣驱动块的上侧边上设置有卡扣槽口,用于在上升后卡扣在两个中间支座之间的刹车方杆上,通过抬升刹车方杆使得刹车条远离刹车凸棱实现解锁,通过推动刹车方杆移动实现支撑平板的移动。
6、进一步的,立体喷涂装置包括喷漆房、横移驱动机构、间距调节机构、喷漆机构以及排风机构;在喷漆房的前后两侧均设置有喷漆进出窗口,环形驱动轨道以及环形支撑轨道由喷漆进出窗口贯穿喷漆房;横移驱动机构横向安装在喷漆房的内部,间距调节机构悬挂式安装在横移驱动机构上,喷漆机构安装在间距调节机构上,排风机构安装在喷漆房的顶部上,由横移驱动机构调节间距调节机构的横向位置,由间距调节机构调节喷漆机构的定点喷漆范围,由喷漆机构对运载小车运载的工件进行油漆喷涂;由排风机构抽吸喷漆房中的悬浮漆雾送入气体净化装置进行净化;由驱动控制单元对横移驱动机构、间距调节机构、喷漆机构以及排风机构进行驱动控制。
7、进一步的,间距调节机构包括悬吊轴、旋转驱动电机、伸缩驱动电机、条形座以及封堵杆;喷漆机构包括油漆泵、连接管、软管以及l形油漆管;悬吊轴的上端固定安装在横移驱动机构上,下端旋转式安装在条形座的上侧面上;旋转驱动电机固定安装在悬吊轴上,并通过齿轮传动机构驱动条形座旋转;在条形座的下侧面上沿长度方向设置有条形伸缩槽,且条形伸缩槽延伸至条形座的一端端面;在条形伸缩槽的两侧槽边上均设置有条形滑槽,l形油漆管的水平管局部嵌入条形伸缩槽内,并在l形油漆管的管壁上设置有滑动式嵌入条形滑槽内的支撑滑条;在一侧的支撑滑条上设置有伸缩驱动齿条,伸缩驱动电机固定在条形座上,并通过输出轴端部上的伸缩驱动齿轮与伸缩驱动齿条相啮合传动;封堵杆的一端固定在条形伸缩槽内,另一端插入l形油漆管的水平管内,并在插入端上设置有封堵活塞头;l形油漆管的竖向管下端封闭,软管的一端与l形油漆管的竖向管相连通,软管的另一端与连接管相连通;在l形油漆管的水平管和竖向管上均分布设置有各个油漆喷嘴;连接管固定在喷漆房上,用于与油漆泵相连通;旋转驱动电机、伸缩驱动电机以及油漆泵均由协调控制装置驱动控制。
8、进一步的,气体净化装置包括水箱、运行驱动电机、旋转扩散机构、液面清理机构以及固定扩散机构;在水箱内竖向设置有隔离板,用于将水箱内部分隔为净化区和溢流区;液面清理机构安装在净化区和溢流区之间,用于将净化区的液面漂浮物转运至溢流区;固定扩散机构安装在水箱内,并通过外接管道连通至水箱外;外接管道通过连接管道与排风机构相连通,将排风机构输送的气流送入固定扩散机构进行分散;旋转扩散机构安装在固定扩散机构上方,用于将固定扩散机构分散的气泡在净化区内打散扩散;在水箱的顶部连通设置有出风管以及补水管;运行驱动电机用于对旋转扩散机构以及液面清理机构进行驱动,运行驱动电机由协调控制装置驱动控制。
9、进一步的,液面清理机构包括皮带输送单元、皮带张紧单元、吸附棉带以及油漆刮除单元;皮带输送单元通过支撑梁倾斜安装在水箱内,且皮带输送单元的一端浸入净化区的液面一下,皮带输送单元的另一端悬挑于溢流区上方;吸附棉带铺设在皮带输送单元的皮带面上,用于吸附漂浮于净化区液面上的油污;油漆刮除单元安装在皮带输送单元的下侧面上,且位于溢流区上方,用于刮除吸附棉带上的油污并滴落至溢流区内;皮带张紧单元安装在皮带输送单元的下侧面上,用于对皮带输送单元的皮带进行张紧;运行驱动电机通过链轮传动机构驱动皮带输送单元运行。
10、进一步的,烘烤固化装置包括保温室、送风机构、回风机构以及加热机构;在保温室的前后侧面上均设置有烘烤进出窗口,环形驱动轨道以及环形支撑轨道由烘烤进出窗口进出保温室;送风机构安装在保温室内部的左右两侧,且送风机构的出风口朝向可调节;回风机构以及加热机构均安装在保温室的顶部上,回风机构用于抽吸保温室内的气流进入加热机构内进行加热,送风机构用于将加热机构加热后的气流吹向保温室内;回风机构以及加热机构均由协调控制装置驱动控制。
11、本发明还提供了一种承载式分步涂装系统的涂装方法,包括并行的上下料步骤以及分时控制步骤;其中,
12、上下料步骤为:在上下料位置处依次排列的各个运载小车上,将烘烤完成的工件从运载小车上卸载下来,将待喷涂的工件装载在空载的运载小车上;
13、分时控制步骤为:由协调控制装置依次循环判断执行下列五个运行状态:
14、运行状态一、若小车驱动装置处于空闲状态且立体喷涂装置内的喷涂工位处没有停放运载小车,则由协调控制装置控制小车驱动装置将排列最前面的运载小车向前推送进入立体喷涂装置内,之后小车驱动装置进入空闲状态,由协调控制装置控制立体喷涂装置对运载小车上的工件进行喷涂,否则进入运行状态二;
15、运行状态二、若小车驱动装置处于空闲状态且立体喷涂装置内的工件喷涂完成,则由协调控制装置控制小车驱动装置将装载有喷涂完成后的工件的运载小车向前推送进入烘烤固化装置内,之后小车驱动装置进入空闲状态,由协调控制装置控制烘烤固化装置对工件的漆面进行烘烤,并对各个工件的烘烤进行计时,否则进入运行状态三;
16、运行状态三、若小车驱动装置处于空闲状态且烘烤固化装置内的工件的烘烤时间达到预设时间,则由协调控制装置控制小车驱动装置将承载有达到预设时间的工件的运载小车向前推送出烘烤固化装置,并沿两根环形支撑轨道继续推送至上下料位置处排列到队列尾部,之后小车驱动装置进入空闲状态,否则进入运行状态四;
17、运行状态四、若小车驱动装置处于空闲状态且达到烘烤位置调整的周期时刻,则由协调控制装置控制小车驱动装置对烘烤固化装置内同时烘烤的各个运载小车进行位置调整,使得各个运载小车依次向前移动,并排列在烘烤固化装置内的最前端,之后小车驱动装置进入空闲状态,否则进入运行状态五;
18、运行状态五、若小车驱动装置处于空闲状态且达到上下料位置调整的周期时刻,则由协调控制装置控制小车驱动装置对上下料位置处的各个运载小车进行位置调整,使得各个运载小车依次向前移动,并排列在上下料位置处的最前端,之后小车驱动装置进入空闲状态,否则进入运行状态一。
19、本发明与现有技术相比,其有益效果是:利用小车驱动装置对各个运载小车进行分时驱动,从而能够满足立体喷涂装置以及烘烤固化装置不同加工时长的分步实施,保证立体喷涂装置以及烘烤固化装置处于高效运行状态,也无需构建冗长流水线,有效节省涂装车间的建设成本;利用运载小车能够实现工件的承载运输,能够满足大型重量较大的工件的平稳运输;利用气体净化装置能够对立体喷涂装置中悬浮的漆雾进行抽吸净化,减少车间内的空气污染。
- 还没有人留言评论。精彩留言会获得点赞!