一种精确微量刷胶的工艺方法及装置与流程
本发明涉及粘胶涂覆,特别是涉及一种精确微量刷胶的工艺方法及装置。
背景技术:
1、在工业自动化领域,具体应用方向如:电子制造、光学工业、医疗器械、微机械系统(mems)、精密装配,如航空航天、汽车制造和仪器仪表制造等,均需要使用精确、微量的刷胶进行零部件的连接、封装以及组装等动作。
2、通常,现有技术中常采用人工刷胶或自动设备气压控制刷胶两种方式进行刷胶,两者各有优劣但是却不能互补,具体体现于精确性、适应性等方面:
3、1、人工刷胶:具有灵活性,适用于各种形状和尺寸的工件,适用于小批量生产、简单易学和可视化控制等优点;但人工刷胶的精确性受到操作员技术水平和手工操作的限制,精确性有限,涂胶量和涂胶均匀性可能难以保证,特别是对于需要高精度和一致性的应用,存在生产效率较低、胶水浪费和成本以及人力资源依赖等缺点和局限性。
4、2、自动设备气压控制刷胶:具有较高效生产效率、刷胶精度约20mg、适用于大规模生产和自动化操作等优点;但当精度要求越高时,胶水的均匀涂敷就越差,并且对操作人员较高、针对一般的胶量固化时间长还较好,但是针对非线性固的胶液时,必须要求操作人员对胶液的固化特性了解,才能修改设备加工参数,存在参数适应性和灵活性受限、操作和维护要求以及胶水浪费和清洁问题等缺点和局限性。
技术实现思路
1、本发明针对现有的刷胶方式存在精确度不高、胶水堆积不均匀以及生产效率较低的技术问题,提供一种精确微量刷胶的工艺方法及装置。
2、本发明解决上述技术问题的技术方案如下:
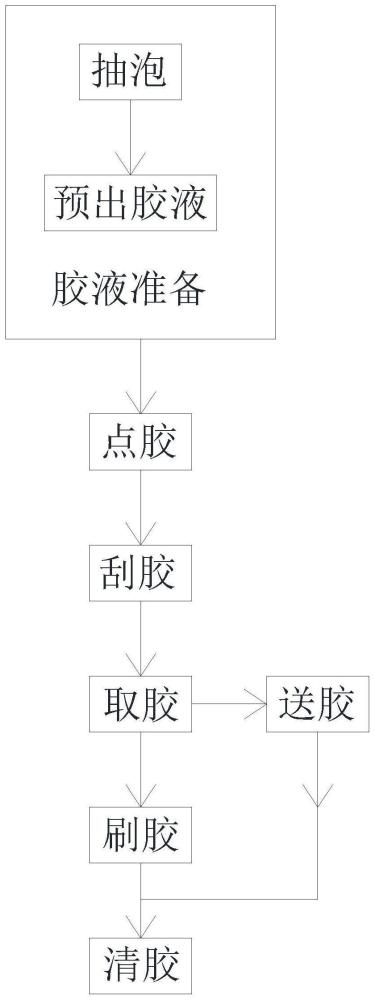
3、一方面,一种精确微量刷胶的工艺方法,包括以下步骤:
4、胶液准备:将装有胶液的针筒进行安装;
5、点胶:控制针筒出胶于传送带的带面上,形成点胶;
6、刮胶:控制传送带启动,同时控制刮胶处理机构对传送带带面上的点胶进行刮动,形成胶膜;
7、取胶:控制传送带停止,并控制毛刷对胶膜进行取胶;
8、刷胶:控制毛刷对工件进行刷胶;
9、清胶:控制传送带启动,并控制毛刷抵接于干净的传送带带面,完成清胶。
10、本发明的有益效果是:将胶液装于针筒内,可进行多次使用,且可控制每次进行刷胶所用量;进一步,在毛刷取胶之前,先通过刮胶处理机构对点胶处理形成胶膜,可保证毛刷取胶的充分度和均匀性,进而保证后续刷胶的均匀性和准确性;进一步,在完成一次刷胶动作后,利用干净的传送带带面对毛刷进行清理,可减少对毛刷下一步取胶胶量的影响,从而改善现有的刷胶方式存在精确度不高、胶水堆积不均匀以及生产效率较低的技术问题。
11、在上述技术方案的基础上,本发明还可以做如下改进。
12、进一步,将装有胶液的针筒安装于恒温装置上。
13、采用上述进一步方案的有益效果是:利用恒温装置相对保持针筒处于温度相对恒定的环境中,以相对延缓胶液的固化时间,并让胶液处于一个相对线性的的固化变化程度,以保证后续进行刷胶时的涂覆效果较佳。
14、进一步,在将针筒安装之后、进行点胶之前,先控制针筒在传送带(4)的带面上开始预出胶液。
15、采用上述进一步方案的有益效果是:通过预出胶液,将针筒内部的空气排空,这样可以有效的使得不会出现空胶的现象,保证点胶量的准确性。
16、进一步,将装有胶液的针筒进行安装前,先将胶液放置于真空离心搅拌机内进行搅拌,完成抽泡,抽泡后,通过针筒(2)对胶液进行吸取。
17、采用上述进一步方案的有益效果是:胶液抽泡后,排出其内的气体,保证点胶的准确量。
18、进一步,在进行刮胶时,通过传感器检测胶膜的宽度,并根据体积公式确定取胶时的长度,进而确定毛刷取胶时的开始位置;
19、其中,体积公式为:体积=长×宽×高;
20、形成胶膜时:体积为针筒每一次的挤出量,长为刮胶所形成的胶膜的长度,宽为胶膜的宽度;高为胶膜的厚度,即刮胶处理机构与传送带带面的间距;
21、进行刮胶时:体积为毛刷的取胶量,取胶量即为毛刷对工件进行刷胶时的刷胶量;长为毛刷取胶时所需的胶膜的长度;宽为胶膜的宽度;高为胶膜的厚度,即刮胶处理机构与传送带带面的间距。
22、采用上述进一步方案的有益效果是:精确每一次毛刷的取胶量,以保证对工件的刷胶精确度和均匀度,并尽可能的减少毛刷刷胶完成后粘附的胶液,便于保证下一次毛刷取胶胶量的精确性。
23、进一步,在取胶完成后,并进行清胶之前,控制传送带启动,将已经取胶过的残留胶液送走。
24、采用上述进一步方案的有益效果是:将残余胶液及时送走,使得取胶位置留下干净的传送带带面,便于后续清胶动作。
25、另一方面,一种精确微量刷胶的装置,包括架体、点胶单元、刷胶单元以及工件安装单元;
26、所述点胶单元包括均安装于所述架体的针筒、传送带以及刮胶处理机构,所述针筒的针头向下朝向传送带的带面,所述刮胶处理机构与传送带的带面具有可调的间距;
27、所述刷胶单元包括安装于所述架体的双向直线驱动机构和安装于所述双向直线驱动机构的毛刷,所述毛刷的刷子伸向所述传送带的带面;
28、所述工件安装单元包括用于安装工件的安装架。
29、本发明的有益效果是:使用时,控制针筒朝向传送带挤出胶液,完成点胶动作,然后控制传送带转动,带动点胶形成的胶液从刮胶处理机构与传送带的带面之间经过,使得刮胶处理机构对胶液刮动形成胶膜,再控制传送带停止,并控制毛刷对胶膜进行取胶,之后控制工件到刷胶位置,并控制毛刷对工件进行刷胶,最后,控制传送带启动,并控制毛刷抵接于干净的传送带带面,完成清胶,以通过上述动作改善现有的刷胶方式存在精确度不高、胶水堆积不均匀以及生产效率较低的技术问题。
30、在上述技术方案的基础上,本发明还可以做如下改进。
31、进一步,所述点胶单元还包括安装于所述架体的恒温装置,所述针筒安装于恒温装置内。
32、采用上述进一步方案的有益效果是:利用恒温装置相对保持针筒处于温度相对恒定的环境中,以相对延缓胶液的固化时间,并让胶液处于一个相对线性的的固化变化程度,以保证后续进行刷胶时的涂覆效果较佳。
33、进一步,所述传送带包括物料轮、废料轮、多个滑轮以及第一电机,所述物料轮、废料轮以及多个滑轮均转动连接于架体,且所述物料轮上安装有胶带,所述胶带的带面缠绕于多个所述滑轮的轮面后固定于所述废料轮的带面,所述第一电机安装于架体,且驱动端传动连接于所述废料轮;所述针筒的针头向下朝向所述胶带的带面。
34、采用上述进一步方案的有益效果是:在使用过程中,通过控制器控制第一电机的启动,使得废料轮转动,通过胶带的带面带动物料轮转动,从而使得带面带动点胶于带面上的胶液移动,在控制器的控制下,先后进行刮胶处理机构的刮胶动作、毛刷的刷胶动作以及毛刷的清胶动作。
35、进一步,还包括控制器,所述控制器用于控制所述针筒点胶于所述传送带,控制所述传送带启闭,控制所述刮胶处理机构调节与所述传送带之间的间距,控制所述双向直线驱动机构启闭,使得所述毛刷进行取胶、刷胶以及清胶,以及控制所述安装架使得工件移动。
36、采用上述进一步方案的有益效果是:使用时,控制器控制针筒朝向传送带挤出胶液,完成点胶动作,然后通过控制器控制传送带转动,带动点胶形成的胶液从刮胶处理机构与传送带的带面之间经过,使得刮胶处理机构对胶液刮动形成胶膜,再通过控制器控制传送带停止,并通过控制器控制毛刷对胶膜进行取胶,之后通过控制器控制工件到刷胶位置,并通过控制器控制毛刷对工件进行刷胶,最后,通过控制器控制传送带启动,并通过控制器控制毛刷抵接于干净的传送带带面,完成清胶,以通过上述动作改善现有的刷胶方式存在精确度不高、胶水堆积不均匀以及生产效率较低的技术问题。
- 还没有人留言评论。精彩留言会获得点赞!