一种复合材料主桨叶的自动喷漆方法与流程
本发明涉及但不限于复合材料主桨叶表面处理,尤指一种复合材料主桨叶的自动喷漆方法。
背景技术:
1、目前复合材料主桨叶的喷涂主要由人工使用喷枪手工完成,手动喷漆技术是复合材料主桨叶喷漆的主流技术。
2、以某型机主桨叶为例,主桨叶手工喷漆的主要要求及喷漆方式如下说明:
3、1、利用重力式喷枪,或虹吸式喷枪,设置好进气压力,调节好扇面调节旋钮(即调节喷漆的辐射面积)、涂料调节阀(即调节出漆的流量),控制漆料雾化程度(即雾化的颗粒度)及喷福(即雾化辐射面积);
4、2、由操作人员人为控制喷枪与主桨叶之间的喷涂距离为250mm左右。
5、然而,复合材料主桨叶手动喷漆的质量和效率受到操作人员人为操作方式和技术熟练程度的影响较大,且人工喷漆过程中喷枪与主桨叶之间的喷涂距离难以保持一致。
技术实现思路
1、本发明的目的:为了解决上述技术问题,本发明实施例提供了一种复合材料主桨叶的自动喷漆方法,以解决复合材料主桨叶手动喷漆的质量和效率受到操作人员人为操作方式和技术熟练程度的影响较大,以及人工喷漆过程中喷枪与主桨叶之间的喷涂距离难以保持一致的问题。
2、本发明的技术方案:本发明实施例提供一种复合材料主桨叶的自动喷漆方法,采用6轴自动喷漆机器人执行对复合材料主桨叶的自动喷漆,所述自动喷漆工艺方法包括:
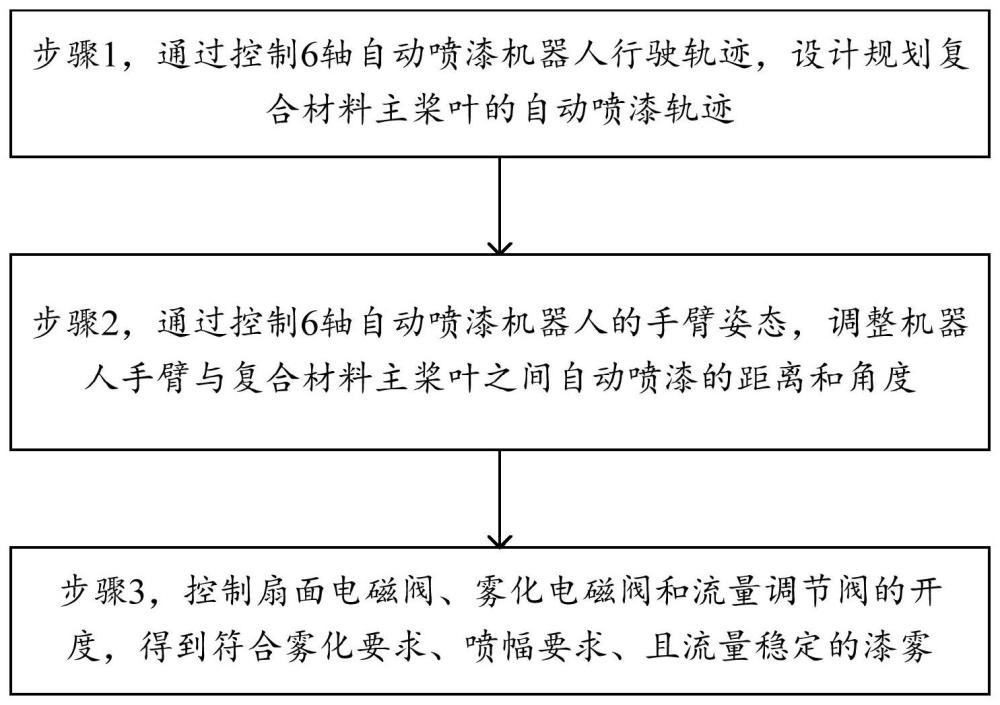
3、步骤1,通过控制6轴自动喷漆机器人行驶轨迹,设计规划复合材料主桨叶的自动喷漆轨迹,所述自动喷漆轨迹为沿主桨叶长度方向往复移动的整体式喷涂轨迹;
4、步骤2,通过控制6轴自动喷漆机器人的手臂姿态,调整机器人手臂与复合材料主桨叶之间自动喷漆的距离和角度;
5、步骤3,控制扇面电磁阀、雾化电磁阀和流量调节阀的开度,得到符合雾化要求、喷幅要求、且流量稳定的漆雾。
6、可选地,如上所述的复合材料主桨叶的自动喷漆方法中,所述步骤1包括:
7、通过控制器(plc)和机器人行驶轨道控制机器人的第6轴的行驶轨迹为:沿复合材料主桨叶长度方向往复移动,设计得到复合材料主桨叶的自动喷涂轨迹为整体式喷涂轨迹。
8、可选地,如上所述的复合材料主桨叶的自动喷漆方法中,所述步骤2包括:
9、通过控制器(plc)控制机器人第1轴到第5轴的转动,实现机器人手臂的上下左右移动,以及机器人手臂与主桨叶喷漆面的距离调整和角度调整。
10、可选地,如上所述的复合材料主桨叶的自动喷漆方法中,所述步骤2之前,还包括:
11、基于复合材料主桨叶的型面结构,在型面产生变化的位置设计路径节点,从而调整自动喷漆轨迹中的实际喷涂路径,以通过调整后的喷涂路径控制机器人手臂与主桨叶之间的距离和角度。
12、可选地,如上所述的复合材料主桨叶的自动喷漆方法中,所述步骤3包括:
13、通过气压控制机器人手臂喷枪上的扇面电磁阀、雾化电磁阀,通过控制器(plc)控制机器人手臂喷枪上的流量调节阀,得到符合雾化要求、喷幅要求、且流量稳定的漆雾。
14、可选地,如上所述的复合材料主桨叶的自动喷漆方法中,所述步骤3包括:
15、基于自动喷涂轨迹,根据漆料特征设定每段喷涂轨迹的喷涂参数。
16、可选地,如上所述的复合材料主桨叶的自动喷漆方法中,
17、所述步骤1中,对主桨叶单侧的整体式喷涂轨迹设计为:从主桨叶弦线一侧叶尖为起始点,沿桨叶长度到桨根位置为1#轨迹,从1#轨迹终点为起始点,沿弦线向另一侧移动预设间距形成2#轨迹,从2#轨迹终点为起始点,沿桨叶长度到桨尖位置为3#轨迹,依次设计得到沿桨叶长度方向的5条轨迹和沿弦线方向预设间距的4条轨迹,分别为1#轨迹到9#轨迹;对桨根端面,从桨根一侧为起始点,沿桨根型面变化位置,形成10#轨迹和11#轨迹。
18、可选地,如上所述的复合材料主桨叶的自动喷漆方法中,针对1#轨迹到11#轨迹,设定的喷涂参数为:
19、 指标 1#轨迹 2#轨迹 3#轨迹 4#轨迹 5#轨迹 6#轨迹 流量(ml/min) 40 40 40 40 40 40 扇形(0.1ba) 45 45 45 45 45 45 雾化(0.1ba) 45 45 45 45 45 45 指标 7#轨迹 8#轨迹 9#轨迹 10#轨迹 11#轨迹 / 流量(ml/min) 40 40 40 30 30 / 扇形(0.1ba) 45 45 45 45 45 / 雾化(0.1ba) 45 45 45 45 45 /
20、可选地,如上所述的复合材料主桨叶的自动喷漆方法中,采用所述自动喷漆方法实施自动喷漆的工艺流程,包括:
21、s1,对复合材料主桨叶表面进行清洗、打磨、清洗处理;
22、s2,采用机器人根据预先设置的自动喷涂轨迹和路径节点对复合材料主桨叶表面喷涂底漆,并烘干显示缺陷;
23、s3,对复合材料主桨叶表面进行打磨、清洗、刮涂腻子、烘干;
24、s4,对复合材料主桨叶表面进行打磨、清洗处理;
25、s5,采用机器人根据预先设置的自动喷涂轨迹和路径节点对复合材料主桨叶表面喷涂底漆、烘干;
26、s6,烘干后对复合材料主桨叶表面进行打磨、清洗后,采用机器人根据预先设置的自动喷涂轨迹和路径节点喷涂面漆,并烘干。
27、本发明的有益效果:本发明实施例提供一种复合材料主桨叶的自动喷漆方法,通过规划适应机器人运动的整体式喷涂轨迹有效提高了复合材料主桨叶的喷漆效率;通过设计路径节点以精确调整喷漆路径与机器人手臂姿态的适应度,从而精确控制喷枪与桨叶之间的距离及喷涂角度,提高喷涂质量;通过改进传统桨叶喷涂整体流程,降低腻子刮涂难度,减少人工工作量,进一步提高复合材料桨叶表面漆层质量的稳定性。
28、另外,本发明实施例提供的复合材料主桨叶的自动喷漆方法经验证,利用6轴自动喷漆机器人重新规划复合材料桨叶整体喷漆流程以及复合材料主桨叶自动喷漆轨迹,制定自动喷漆参数,满足了复合材料主桨叶表面漆厚度均匀性±5μm,整体漆层重量≤500g的复合材料主桨叶设计要求,完成了高质高效、质量稳定的复合材料主桨叶自动喷涂作业。
- 还没有人留言评论。精彩留言会获得点赞!